You might also like
- Plastic Design GuidelineDocument8 pagesPlastic Design GuidelineDebarpanNagNo ratings yet
- Product DesignDocument36 pagesProduct DesignvkrishnarajNo ratings yet
- Rules of Thumb For Plastic Part Design: WallsDocument4 pagesRules of Thumb For Plastic Part Design: WallsrasinvNo ratings yet
- Plastic Part DesignDocument10 pagesPlastic Part Designalidani_1No ratings yet
- Product Design IntroDocument37 pagesProduct Design IntrokavinkumarjackNo ratings yet
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SNo ratings yet
- Plastics Part Design FundamentalsDocument48 pagesPlastics Part Design FundamentalsSrinivas TanarapuNo ratings yet
- Joining Methods For PlasticsDocument48 pagesJoining Methods For PlasticsML Deshmukh100% (1)
- Design guide for plastic product attachmentsDocument16 pagesDesign guide for plastic product attachmentsSharadNo ratings yet
- B PILLAR DESIGN Through Master Section Development - Student ProjectsDocument1 pageB PILLAR DESIGN Through Master Section Development - Student ProjectsViệt Anh ĐặngNo ratings yet
- HeadlinerDocument2 pagesHeadlinerapi-3710514No ratings yet
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Plastic Part Design TutorialDocument13 pagesPlastic Part Design Tutorialsathya_jbNo ratings yet
- Plastic Product Development: Interior & ExteriorDocument21 pagesPlastic Product Development: Interior & ExteriormechsrinuNo ratings yet
- Design of Dog House in Automotive InteriorDocument14 pagesDesign of Dog House in Automotive Interiormaamallan mechanical50% (2)
- Typical Plastic Design ChecklistDocument6 pagesTypical Plastic Design ChecklistAlex DobrescuNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
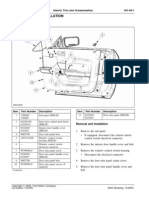
- Door TrimDocument2 pagesDoor Trimapi-37105140% (1)
- CLASS A Surfaces.Document45 pagesCLASS A Surfaces.agox194No ratings yet
- WORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2Document120 pagesWORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2wulfgang66No ratings yet
- Design Development Automotive BIWDocument1 pageDesign Development Automotive BIWSathish Kumar0% (1)
- Sheet Metal Design ConsiderationsDocument2 pagesSheet Metal Design ConsiderationsKrishna Teja MutyalaNo ratings yet
- Exterior-and-Interior Trim PDFDocument26 pagesExterior-and-Interior Trim PDFgajendran444No ratings yet
- Automotive Door Trim Bezel Mold DesignDocument17 pagesAutomotive Door Trim Bezel Mold DesignagniflameNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- Automotive Plastics & Fiber Reinforced Plastics Special PresentationDocument65 pagesAutomotive Plastics & Fiber Reinforced Plastics Special PresentationvijayamalrajNo ratings yet
- Multi-Component Injection Molding PDFDocument40 pagesMulti-Component Injection Molding PDFkfaravNo ratings yet
- 3-Day Workshop On Press Tool DesignDocument1 page3-Day Workshop On Press Tool DesignPrasannakumar ShankarNo ratings yet
- CATIA V5 Training Course IntroductionDocument32 pagesCATIA V5 Training Course IntroductionFaisal Naveed SiddiquiNo ratings yet
- Catia Materiales CompuestosDocument273 pagesCatia Materiales CompuestosMAXNo ratings yet
- Snap-Fit Joints For PlasticsDocument26 pagesSnap-Fit Joints For Plasticsmadhusudhan.bhumireddi100% (1)
- Faz CT (.NT (-5) .: Accelerators '"Document2 pagesFaz CT (.NT (-5) .: Accelerators '"AkhilMohananNo ratings yet
- BIW Design PDFDocument17 pagesBIW Design PDFAmolPagdalNo ratings yet
- Class-A Surface Mathematical RequirementsDocument45 pagesClass-A Surface Mathematical Requirementsagox194No ratings yet
- Sheet Metal Design GuidelinesDocument31 pagesSheet Metal Design Guidelinessatisharigela_asrNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Cadsys Plastic Part 1 - v01-1Document14 pagesCadsys Plastic Part 1 - v01-1Keerthi Swarup M GowdaNo ratings yet
- A Class Surface Q&ADocument24 pagesA Class Surface Q&AYashwanth NarayananNo ratings yet
- Slam Analysis AbiDocument23 pagesSlam Analysis Abiabi1mtsNo ratings yet
- Door Load CasesDocument1 pageDoor Load CasesJabastin CharlesNo ratings yet
- Injection MoldingDocument25 pagesInjection MoldingHarshadNo ratings yet
- CabinDocument86 pagesCabinShaad Shawkat100% (1)
- Class A SurfacesDocument23 pagesClass A Surfacespmm05479No ratings yet
- R/3 Reporting Limitations and Need for Data WarehousingDocument109 pagesR/3 Reporting Limitations and Need for Data WarehousingTarun Kumar100% (1)
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Aerospace Sheetmetal Design: What's New? Getting StartedDocument244 pagesAerospace Sheetmetal Design: What's New? Getting StartedVikas JagadeeshNo ratings yet
- Sheet Metal Design Services ConsiderationsDocument3 pagesSheet Metal Design Services ConsiderationsVino KumarNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Injection Molding Design GuidelinesDocument13 pagesInjection Molding Design GuidelinesSreedhar PugalendhiNo ratings yet
- Injection Molding Design GuidelinesDocument28 pagesInjection Molding Design GuidelinesVinay Kumar KumarNo ratings yet
- 39.hydroforming SteelDocument8 pages39.hydroforming Steelsachin_sawant1985No ratings yet
- Ineos Polypropylene Processing GuideDocument18 pagesIneos Polypropylene Processing GuideLe Toan100% (1)
- Introduction To The Design of Cold-Formed SectionsDocument17 pagesIntroduction To The Design of Cold-Formed SectionssridevikoonathNo ratings yet
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningDocument10 pagesJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaNo ratings yet
- Thin Wall DesignDocument4 pagesThin Wall DesignHugoAlvarezNo ratings yet
- Design Notes For ALL Memebres - Sefi ForumDocument17 pagesDesign Notes For ALL Memebres - Sefi ForumcoolkaisyNo ratings yet
- Plastic Part DesignDocument11 pagesPlastic Part DesignSteven ChengNo ratings yet
- SS052a SecureDocument13 pagesSS052a SecureilovevinaNo ratings yet
- Difference between ordered geometrical sets, hybrid and non-hybrid designDocument1 pageDifference between ordered geometrical sets, hybrid and non-hybrid designHemanth KathaNo ratings yet
- Jigs - and Fixtures PDFDocument29 pagesJigs - and Fixtures PDFNiel Cool100% (1)
- K FactorDocument8 pagesK FactorHemanth KathaNo ratings yet
- K FactorDocument8 pagesK FactorHemanth KathaNo ratings yet
- Jigs - and Fixtures PDFDocument29 pagesJigs - and Fixtures PDFNiel Cool100% (1)
- K FactorDocument8 pagesK FactorHemanth KathaNo ratings yet
- Basic GDNT 1Document60 pagesBasic GDNT 1Hemanth KathaNo ratings yet
- Straightness, Circularity, CylindricityDocument18 pagesStraightness, Circularity, CylindricityKarthik Ram0% (1)
- Gate 2012setdmechanicalengg - QuestionpaperDocument13 pagesGate 2012setdmechanicalengg - QuestionpaperBalakumar MurugesanNo ratings yet
- Hybrid Car: Presented by K.S.Hemanth Kumar 08131A0322Document20 pagesHybrid Car: Presented by K.S.Hemanth Kumar 08131A0322Hemanth KathaNo ratings yet
- Numericals HveDocument24 pagesNumericals HveEdward Cullen100% (4)
- Husquarna cth151Document48 pagesHusquarna cth151Scott WagenerNo ratings yet
- Norma ISA-7-0-01-1996Document34 pagesNorma ISA-7-0-01-1996Ingrith Julieth Jerez SierraNo ratings yet
- ASEAN SME Development StrategiesDocument27 pagesASEAN SME Development StrategiesChalermpol SrisuwanNo ratings yet
- Bouldin Dam Case HistoryDocument8 pagesBouldin Dam Case HistoryNat TikusNo ratings yet
- LudhianaSCPindia Smart CityDocument92 pagesLudhianaSCPindia Smart CityManjeet CinghNo ratings yet
- A Techno-Economic Feasibility Study On The Use ofDocument193 pagesA Techno-Economic Feasibility Study On The Use ofLizzette Danna DecenaNo ratings yet
- Waste Mitigation StrategiesDocument8 pagesWaste Mitigation StrategiesAishwarya SangalNo ratings yet
- Elex 1-5Document14 pagesElex 1-5ssshhhkiNo ratings yet
- Rajesh Dalvi - RochemDocument36 pagesRajesh Dalvi - RochemMehulkumar PrajapatiNo ratings yet
- Chapter 12Document50 pagesChapter 12Ubeimar RiveraNo ratings yet
- MicroMaster 6SE92Document170 pagesMicroMaster 6SE92chiaranovelloNo ratings yet
- Liquid Trees Weldlog and Progress 23032023Document13 pagesLiquid Trees Weldlog and Progress 23032023Erim EsenNo ratings yet
- Economic Cost Analysis of Hybrid Renewable Energy System Using HOMERDocument6 pagesEconomic Cost Analysis of Hybrid Renewable Energy System Using HOMERAndiHilmySyahirNo ratings yet
- 02A Lesson Proper For Week 7Document9 pages02A Lesson Proper For Week 7Maxela CastroNo ratings yet
- ASCON-IEEChE2023 Program - Rev04Document22 pagesASCON-IEEChE2023 Program - Rev04Jeungwoo LeeNo ratings yet
- Green Mark NRB 2015 Criteria PDFDocument115 pagesGreen Mark NRB 2015 Criteria PDFPraveen Kumar RNo ratings yet
- Yuasa Technical Data Sheet: The World's Leading Battery ManufacturerDocument1 pageYuasa Technical Data Sheet: The World's Leading Battery Manufacturerthiago Eng. ThiagoNo ratings yet
- Workshop Manual Datsun 1300 1600 PDFDocument104 pagesWorkshop Manual Datsun 1300 1600 PDFJesus GarciaNo ratings yet
- Literature Review Report 2 Overview of Power Factor CorrectionDocument14 pagesLiterature Review Report 2 Overview of Power Factor CorrectionBhola nath PaulNo ratings yet
- Unit and Dimensions Practice Problems (Physics)Document6 pagesUnit and Dimensions Practice Problems (Physics)Chandra Saini0% (2)
- Rock MechanicsDocument55 pagesRock MechanicsSirajuddin KhanNo ratings yet
- Simple Control System For A Stepper and DCDocument24 pagesSimple Control System For A Stepper and DCbmrajahNo ratings yet
- Enzymes For Second Generation Bioethanol: Basquez, Claire Ann B. May 6, 2017 Bsche - 3 9:30-10:30 TthsDocument2 pagesEnzymes For Second Generation Bioethanol: Basquez, Claire Ann B. May 6, 2017 Bsche - 3 9:30-10:30 TthsKyla Arevalo FerminNo ratings yet
- Ashrae Revision 2005 To 2008Document7 pagesAshrae Revision 2005 To 2008Wilfredo Nool MadronioNo ratings yet
- Atomic StructureDocument6 pagesAtomic StructureAttiqueNo ratings yet
- EHV MId-2 Objective - FinalDocument22 pagesEHV MId-2 Objective - FinalKURAKULA VIMAL KUMARNo ratings yet
- TecArc CALIBOX6000i Datasheet PDFDocument1 pageTecArc CALIBOX6000i Datasheet PDFloren wassoufNo ratings yet
- Confined Space Entry Training Session: Shailesh Mistry - Safety Professional 1Document28 pagesConfined Space Entry Training Session: Shailesh Mistry - Safety Professional 1varunstuffNo ratings yet