You might also like
- Procedure Welding Part 2Document14 pagesProcedure Welding Part 2mohammadNo ratings yet
- Joint Integrity Procedure - GQP-ENG-014Document32 pagesJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriNo ratings yet
- Pressure Testing of Pressure VesselDocument3 pagesPressure Testing of Pressure VesselAriq FauzanNo ratings yet
- Fin-Fan Plugs Torque Chart PDFDocument1 pageFin-Fan Plugs Torque Chart PDFcorey jacobsNo ratings yet
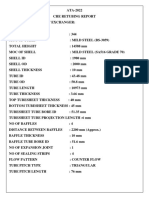
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3No ratings yet
- Pneumatic Test ProcedureDocument3 pagesPneumatic Test Procedurevijay padale50% (2)
- Heat Exchanger InspectionDocument9 pagesHeat Exchanger Inspectionpstechnical_43312697No ratings yet
- STS QAC SOP 008 Tube Plugging ProcedureDocument7 pagesSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNo ratings yet
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- Heat ExchangerDocument37 pagesHeat Exchangerdhairya1725100% (5)
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNo ratings yet
- Wavistrong Supplemental Installation InstructionsDocument13 pagesWavistrong Supplemental Installation Instructionsmg4myNo ratings yet
- ITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CDocument2 pagesITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CAmel Rayhan Aira100% (5)
- 09-00 - Shell and Tube Heat Exchangers For Routine ServiceDocument17 pages09-00 - Shell and Tube Heat Exchangers For Routine ServiceFolayemiNo ratings yet
- U BundleDocument16 pagesU BundleWael ElAriny100% (1)
- On-Stream Leak Repair Techniques - Part 2Document2 pagesOn-Stream Leak Repair Techniques - Part 2qaisarabbas9002100% (1)
- Flange Bolt Tightening ProcedureDocument5 pagesFlange Bolt Tightening ProcedureArya100% (1)
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocument4 pagesJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDocument6 pagesMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonNo ratings yet
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukNo ratings yet
- Vessel Cleaning ProcedureDocument6 pagesVessel Cleaning ProcedureZool HilmiNo ratings yet
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Document17 pagesIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNo ratings yet
- Sigmacover™ 620: Product Data SheetDocument5 pagesSigmacover™ 620: Product Data SheetMahmoud TahaNo ratings yet
- Piping Inspection ProcedureDocument8 pagesPiping Inspection Proceduremohd as shahiddin jafriNo ratings yet
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocument2 pagesPages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- Piping Inspection Basics For The BeginnersDocument6 pagesPiping Inspection Basics For The Beginnersramyatan SinghNo ratings yet
- Installation Procedure For Air Heater CoolerDocument4 pagesInstallation Procedure For Air Heater CoolerRachel FloresNo ratings yet
- Equipment Preservation ProcedureDocument2 pagesEquipment Preservation ProcedureManoj Prabakaran100% (2)
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- WPS - EngineerDocument20 pagesWPS - Engineerhunghoanglong100% (1)
- API 570 Piping Inspector HANDALDocument2 pagesAPI 570 Piping Inspector HANDALBidari MediNo ratings yet
- Specification Erection Static EquipmentDocument11 pagesSpecification Erection Static Equipmentagaricus67% (3)
- Process Flange Bolt Tightening ProcedureDocument13 pagesProcess Flange Bolt Tightening Proceduresudeesh kumarNo ratings yet
- Weld Repair Procedure Rev0Document2 pagesWeld Repair Procedure Rev0aszliza100% (1)
- Mechanical Boiler Inspection ReportDocument1 pageMechanical Boiler Inspection ReportAfzal pathanNo ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- API 598 Testing Procedure-20130720-032647Document2 pagesAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- Fix Tube Sheet Heat Exchanger MaintenanceDocument10 pagesFix Tube Sheet Heat Exchanger MaintenanceKarthik MadhuNo ratings yet
- Installation Procedure of Heat ExchangerDocument6 pagesInstallation Procedure of Heat Exchangeryayan hNo ratings yet
- Cold Cutting Guideline ChecklistDocument2 pagesCold Cutting Guideline Checklisttahatekri100% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- Maintenance and Repair of Centrifugal PumpsDocument3 pagesMaintenance and Repair of Centrifugal PumpsRohan NaikNo ratings yet
- Rubber Lining Application PDFDocument9 pagesRubber Lining Application PDFLasandu WanniarachchiNo ratings yet
- TDS PDF Intertherm - 751CSADocument4 pagesTDS PDF Intertherm - 751CSAwilliam sukyonoNo ratings yet
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- API 660 Vs TEMADocument2 pagesAPI 660 Vs TEMAloqNo ratings yet
- Online Leak Sealing TenderDocument10 pagesOnline Leak Sealing TenderchennaiNo ratings yet
- Pressure Systems Safety Regulations 2000Document10 pagesPressure Systems Safety Regulations 2000Alberico MuratoriNo ratings yet
- Hydraulic Bolt TensioningDocument19 pagesHydraulic Bolt Tensioningadarsh100% (1)
- RTR Pipe Line Install & Repair ProcedureDocument4 pagesRTR Pipe Line Install & Repair ProcedureMadhan KannanNo ratings yet
- Jeres-L-351 Bolted Flange Joints AssemblyDocument17 pagesJeres-L-351 Bolted Flange Joints AssemblyShivaji DhonnarNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- SAIC-D-2002 Rev 2Document5 pagesSAIC-D-2002 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Asme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Document7 pagesAsme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Saran Kumar100% (1)
- WMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1Document5 pagesWMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1tana100% (1)
- ns D Fãm HR Nifpwsszhhnnm CT Mssbmis Ahnsp V /N/¡V HGN SXFN PXCPW, KP'MJNX Ä 3: 6Document1 pagens D Fãm HR Nifpwsszhhnnm CT Mssbmis Ahnsp V /N/¡V HGN SXFN PXCPW, KP'MJNX Ä 3: 6BESTINNo ratings yet
- Ià MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1Document10 pagesIà MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1BESTINNo ratings yet
- Leak Testing & Plugging Procedure For SYN. Loop Waste Heat BoilerDocument3 pagesLeak Testing & Plugging Procedure For SYN. Loop Waste Heat BoilerBESTINNo ratings yet
- SSZHW Imkn¡P H 'Mkyhm/Mwv. Kàhiivxs D Imk/S Ahkwn¡Cpxv. TPM - V 5: 17Document1 pageSSZHW Imkn¡P H 'Mkyhm/Mwv. Kàhiivxs D Imk/S Ahkwn¡Cpxv. TPM - V 5: 17BESTINNo ratings yet
- Ià MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1Document1 pageIà MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1BESTINNo ratings yet
- Hnizmkt Mss Màyn¡P Sxãmw /N Ä¡P E'N¡Pw. A MBN 21: 22Document1 pageHnizmkt Mss Màyn¡P Sxãmw /N Ä¡P E'N¡Pw. A MBN 21: 22BESTINNo ratings yet
- Bxvamhnâ ZCN (Zcmbhà 'Mkyhm Amà Kzàkcmpyw Ahcptsxmwv. A MBN 5: 3Document1 pageBxvamhnâ ZCN (Zcmbhà 'Mkyhm Amà Kzàkcmpyw Ahcptsxmwv. A MBN 5: 3BESTINNo ratings yet
- .5 HP Die Grinder: WarningDocument4 pages.5 HP Die Grinder: WarningBESTINNo ratings yet
- Mày/Bnâ Asp P TXM CPXV ZM/ (Àa Nâ Sshapjyw Imwn¡Cpxv. 'Mji 7: 10Document1 pageMày/Bnâ Asp P TXM CPXV ZM/ (Àa Nâ Sshapjyw Imwn¡Cpxv. 'Mji 7: 10BESTINNo ratings yet
- Ià Mhnâ FT ¡PW B (Ibn¡Phn Sszhamb Ià MHV Imizxamb A'BinebmwvDocument1 pageIà Mhnâ FT ¡PW B (Ibn¡Phn Sszhamb Ià MHV Imizxamb A'BinebmwvBESTINNo ratings yet
- Material SelectionDocument99 pagesMaterial SelectionRaj Bindas100% (8)
- Mechanical Project Engineer Job DescriptionDocument2 pagesMechanical Project Engineer Job DescriptionBESTINNo ratings yet
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting ProcedureBESTIN100% (2)
- Truss - Problems With Solution (Structural)Document10 pagesTruss - Problems With Solution (Structural)BESTINNo ratings yet
- An Introduction To AcousticsDocument373 pagesAn Introduction To AcousticsBESTINNo ratings yet
- Scaffolding TrainingDocument81 pagesScaffolding TrainingNguyen Ngoc Cuong100% (3)
- Cuplok User Manual PDFDocument80 pagesCuplok User Manual PDFAnupam GhoshNo ratings yet
- City of Belmont WHS Contractor Handbook (Shire Council Government)Document19 pagesCity of Belmont WHS Contractor Handbook (Shire Council Government)ErynNo ratings yet
- Disclosure To Promote The Right To InformationDocument19 pagesDisclosure To Promote The Right To Informationarindam_chowdhu1926No ratings yet
- Scaffold Inspection Form: General Rules For All Scaffolds YES NO N/ADocument1 pageScaffold Inspection Form: General Rules For All Scaffolds YES NO N/Areja fahleza100% (1)
- Working at HeightsDocument81 pagesWorking at HeightsJohn Paul BañariaNo ratings yet
- Board Exam QuestionsDocument15 pagesBoard Exam QuestionsMichaelJoeffreyGanancialNo ratings yet
- AMDS Safety Booklet 8Document22 pagesAMDS Safety Booklet 8zubair ahmadNo ratings yet
- Occupational Health and Safety ActDocument558 pagesOccupational Health and Safety ActWaleed Barakat Maria0% (1)
- Jsa ExcavationDocument33 pagesJsa Excavationlal5012002390782% (17)
- Piping Inspection HandbookDocument26 pagesPiping Inspection Handbookmohd84elfatih50% (2)
- Method Statement For Installation of Wooden Flooring PDFDocument18 pagesMethod Statement For Installation of Wooden Flooring PDFChris EnyinnayaNo ratings yet
- Data Sheet - RounderDocument3 pagesData Sheet - RounderNicholasy FungNo ratings yet
- NA To Sls en 1991-1-6 2018Document18 pagesNA To Sls en 1991-1-6 2018Gobidan NavanesanNo ratings yet
- CoP - 26.0 - ScaffoldingDocument26 pagesCoP - 26.0 - ScaffoldingRuslan PotapovNo ratings yet
- Formworks Price ListDocument16 pagesFormworks Price ListAl Patrick Dela CalzadaNo ratings yet
- Supporting Construction Frames (Universal) GBDocument56 pagesSupporting Construction Frames (Universal) GBmg22nahuelNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 01500-1 Construction Facilities and Temporary ControlsDocument8 pagesITCC in Riyadh Residential Complex J10-13300 01500-1 Construction Facilities and Temporary ControlsuddinnadeemNo ratings yet
- Timber Formwork Beams: User InformationDocument20 pagesTimber Formwork Beams: User InformationDilhara WickramaarachchiNo ratings yet
- Cosh41 AttachmentDDocument3 pagesCosh41 AttachmentDajmaluetNo ratings yet
- QJ148 Hse Plan 003Document26 pagesQJ148 Hse Plan 003Mahmoud MoussaNo ratings yet
- Working at Height - Hazard and ControlDocument31 pagesWorking at Height - Hazard and ControlDexter Daniel80% (5)
- Scaffolding in The Ancient World: Construction Repair Buildings Metal Pipes Bamboo Asian People's Republic of ChinaDocument7 pagesScaffolding in The Ancient World: Construction Repair Buildings Metal Pipes Bamboo Asian People's Republic of ChinaJoanna YengNo ratings yet
- 30) Method Statement For Loading & Unloading PlatformDocument3 pages30) Method Statement For Loading & Unloading Platformmanoj50% (2)
- Ladder Jack Scaffold OSHA3857Document3 pagesLadder Jack Scaffold OSHA3857Sayed DarwishNo ratings yet
- Organizational Behavior 18Th Edition Robbins Test Bank PDFDocument25 pagesOrganizational Behavior 18Th Edition Robbins Test Bank PDFvirginia.johnson326100% (16)
- Assignment 1A - 1B AY2021Document7 pagesAssignment 1A - 1B AY2021smithson JoeNo ratings yet
- Underck Insulation MSTDocument8 pagesUnderck Insulation MSTmahesh naikNo ratings yet
- Jobsite Inspection ChecklistDocument4 pagesJobsite Inspection ChecklistZubaidi OthmanNo ratings yet
- LNT Form WorkDocument12 pagesLNT Form Workprem_k_sNo ratings yet