You might also like
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- 《Pip Ineg1000美国的保温标准》Document35 pages《Pip Ineg1000美国的保温标准》1339979No ratings yet
- Seitov Abzal - LNG Tank Insulation MaterialsDocument16 pagesSeitov Abzal - LNG Tank Insulation Materialsnilnilen2009No ratings yet
- Vdocuments - MX Dep 30460031 Gen Rev Sep 2011thermal InsulationDocument56 pagesVdocuments - MX Dep 30460031 Gen Rev Sep 2011thermal InsulationMuthu SaravananNo ratings yet
- SP 80 01Document50 pagesSP 80 01aminNo ratings yet
- Chevron Pre-Inspection ChecklistDocument2 pagesChevron Pre-Inspection ChecklistosersNo ratings yet
- BGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Document48 pagesBGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Gururaj P KundapurNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- 20 Preservation of Piping MaterialsDocument45 pages20 Preservation of Piping MaterialsDamar WardhanaNo ratings yet
- Design and Supply of Bulk Solids Bins and Hoppers: Dep SpecificationDocument15 pagesDesign and Supply of Bulk Solids Bins and Hoppers: Dep SpecificationFoad GolozariNo ratings yet
- BS 3533 PDFDocument22 pagesBS 3533 PDFKarunakaran Nallasingam100% (2)
- Engineering Design and Safety Details for Alaska LNG ProjectDocument250 pagesEngineering Design and Safety Details for Alaska LNG Projectmehdi zomorodianNo ratings yet
- Thermal Insulation Specification SummaryDocument56 pagesThermal Insulation Specification SummaryHatrRatNo ratings yet
- WorkFace Planning Conference Engineering Support BasicsDocument6 pagesWorkFace Planning Conference Engineering Support BasicsSean ChoiNo ratings yet
- NUREG-0313 - Rev-2 - Material Selection and Processing For BWR PipingDocument46 pagesNUREG-0313 - Rev-2 - Material Selection and Processing For BWR PipingOtso CronvallNo ratings yet
- 028120-SPL-004 Pipeline Weight Coating Rev. CDocument11 pages028120-SPL-004 Pipeline Weight Coating Rev. CRokan Pipeline100% (1)
- 05 1 - EPC GE PTC 3 PR 00182 - Rev D7 Equipment Protection & Preservation ProcedureDocument50 pages05 1 - EPC GE PTC 3 PR 00182 - Rev D7 Equipment Protection & Preservation ProcedureHaianh PhamNo ratings yet
- DEP T13376797RevL - F001Document13 pagesDEP T13376797RevL - F001Kalyankumar KumarNo ratings yet
- STOPAQ® Outerwrap PVC PDFDocument2 pagesSTOPAQ® Outerwrap PVC PDFEngTamerNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- Spec. For InsulationDocument45 pagesSpec. For InsulationVivek ShettyNo ratings yet
- 0000 A0 060 Cal 0001Document418 pages0000 A0 060 Cal 0001vignesh558855No ratings yet
- Spec SCAPSA PDFDocument7 pagesSpec SCAPSA PDFGustavo FamaNo ratings yet
- Standard Forms: IndexDocument8 pagesStandard Forms: IndexjojagucaNo ratings yet
- 15-1915-08e3-Hempaline Defend 630 (Cure 72)Document28 pages15-1915-08e3-Hempaline Defend 630 (Cure 72)ashishpearlNo ratings yet
- Corrosion Protection MeasuresDocument17 pagesCorrosion Protection MeasuresIliyanPetrov100% (1)
- Coatings Specification for Cartagena Refinery ExpansionDocument30 pagesCoatings Specification for Cartagena Refinery ExpansionLordNieve7100% (1)
- Acceptance Criteria For Damaged PFP Info Sheet 12-2007Document9 pagesAcceptance Criteria For Damaged PFP Info Sheet 12-2007Richard HollidayNo ratings yet
- Cold Thermal Insulation SpecificationDocument13 pagesCold Thermal Insulation SpecificationCameliaNo ratings yet
- Instructions FOR Supplier Documentation: Document No.: Winz-Pm-Dc-0001Document17 pagesInstructions FOR Supplier Documentation: Document No.: Winz-Pm-Dc-0001Anil JaxNo ratings yet
- 1242352015di400100 D1Document6 pages1242352015di400100 D1Cristinel NechiforNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- MP-HSEQ-JD - Batch 2 Topside HSE Supervisor - OffshoreDocument3 pagesMP-HSEQ-JD - Batch 2 Topside HSE Supervisor - Offshoredwi ari wNo ratings yet
- Technical Requirements For The Supply of Components in 6mo Austenitic, 22Cr Duplex and 25Cr Super Duplex Stainless SteelDocument45 pagesTechnical Requirements For The Supply of Components in 6mo Austenitic, 22Cr Duplex and 25Cr Super Duplex Stainless SteelGaurav PandeyNo ratings yet
- NPK 000 O0 GS 4007 K Specification For Insulation Pipe Rev 2 ADocument22 pagesNPK 000 O0 GS 4007 K Specification For Insulation Pipe Rev 2 ADangolNo ratings yet
- GP 14-01 Noise ControlDocument12 pagesGP 14-01 Noise Controlzepol051No ratings yet
- PVE Equipment Layout PresentationDocument84 pagesPVE Equipment Layout PresentationNguyen Quang NghiaNo ratings yet
- Vapor Barrier InsulationDocument2 pagesVapor Barrier InsulationSam ChoiNo ratings yet
- S0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationDocument42 pagesS0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationThành TrịnhNo ratings yet
- Technical Catalogue For Submarine Installations of Polyethylene PipesDocument84 pagesTechnical Catalogue For Submarine Installations of Polyethylene Pipesvictor salvadorNo ratings yet
- Specification 503 Rev. 18 - Pipe, Fitting and ValvesDocument203 pagesSpecification 503 Rev. 18 - Pipe, Fitting and Valvesvelap15504No ratings yet
- Svt-79-En-Gln-00093-B01 Analyser Hous EntryDocument16 pagesSvt-79-En-Gln-00093-B01 Analyser Hous EntryAjit waleNo ratings yet
- 1515-50-S002 Specification For Plant PipeDocument7 pages1515-50-S002 Specification For Plant PipeEr PrasannaNo ratings yet
- HSS80 Heat Shrink Sleeve: Features & BenefitsDocument2 pagesHSS80 Heat Shrink Sleeve: Features & BenefitsAnonymous eEJDOR2100% (1)
- Welding Specification UpdatesDocument13 pagesWelding Specification UpdatesRaja GanesanNo ratings yet
- S-UEX-Xxxx-12 Gael HISC Threat Assessment - FinalDocument9 pagesS-UEX-Xxxx-12 Gael HISC Threat Assessment - Finala_attarchiNo ratings yet
- Petroleum and Natural Gas Industries - Well Integrity StandardDocument12 pagesPetroleum and Natural Gas Industries - Well Integrity StandardnassimNo ratings yet
- KOC-P-004 Part 4Document38 pagesKOC-P-004 Part 4Hari KrishnanNo ratings yet
- Conventional AirsprayDocument218 pagesConventional AirspraylambtranNo ratings yet
- PEP Onshore PipelineDocument76 pagesPEP Onshore PipelineYudha MaulanaNo ratings yet
- TB 10Document10 pagesTB 10Ankur PandeyNo ratings yet
- Hempel Paintmanual UkDocument82 pagesHempel Paintmanual Ukignacio delvalleNo ratings yet
- How02 - Z11 - Mec503 - C01 - Oss Piping Matr Class SpecDocument31 pagesHow02 - Z11 - Mec503 - C01 - Oss Piping Matr Class Speckristian100% (1)
- Subsea Pipeline Design Engineering MethodologyDocument11 pagesSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Linde Insulation - Specification PDFDocument39 pagesLinde Insulation - Specification PDFAnsar Ali100% (1)
- M3 U1 Piping MaterialsDocument28 pagesM3 U1 Piping MaterialsIbtissamNo ratings yet
- Corrosion Control Design and Construction DocsDocument3 pagesCorrosion Control Design and Construction DocsNathanNo ratings yet
- 23 07 13 - Duct InsulationDocument3 pages23 07 13 - Duct InsulationLangzkie NalipaNo ratings yet
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDocument38 pagesProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsNo ratings yet
- 44AC9100-000-V.02-0110-A4 - Rev B - GENERAL SPECIFICATION FOR INSULATIONDocument51 pages44AC9100-000-V.02-0110-A4 - Rev B - GENERAL SPECIFICATION FOR INSULATIONAvinash ShuklaNo ratings yet
- CV Api 510 InspectorDocument27 pagesCV Api 510 InspectorPaul PhiliphsNo ratings yet
- Flange IntegrityDocument46 pagesFlange IntegrityPaul PhiliphsNo ratings yet
- Thamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Document2 pagesThamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Paul PhiliphsNo ratings yet
- Shrikant B. Moje CVDocument6 pagesShrikant B. Moje CVPaul PhiliphsNo ratings yet
- Equipment DetailsDocument5 pagesEquipment DetailsPaul PhiliphsNo ratings yet
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- Rec Jayakumar: Famotidine N Famocid20Document1 pageRec Jayakumar: Famotidine N Famocid20Paul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- Devi Vara PrasadDocument8 pagesDevi Vara PrasadPaul PhiliphsNo ratings yet
- LG TV 31-Aug-2020Document1 pageLG TV 31-Aug-2020Paul PhiliphsNo ratings yet
- Scaffoling RequirementsDocument1 pageScaffoling RequirementsPaul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsNo ratings yet
- Veera CVDocument7 pagesVeera CVPaul PhiliphsNo ratings yet
- CV Biotech MSc Experience ResearchDocument6 pagesCV Biotech MSc Experience ResearchPaul PhiliphsNo ratings yet
- NDT InfoDocument44 pagesNDT InfoMonica CarrollNo ratings yet
- ASME B31.3 wall thickness calcDocument11 pagesASME B31.3 wall thickness calcAnonymous wIPMQ5rhNo ratings yet
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsNo ratings yet
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsNo ratings yet
- Welding ElectrodeDocument2 pagesWelding ElectrodePaul PhiliphsNo ratings yet
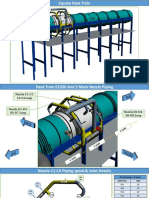
- Heat Train Plot PlanDocument1 pageHeat Train Plot PlanPaul PhiliphsNo ratings yet
- DoW Specificiations of Bolt Torqueing......Document8 pagesDoW Specificiations of Bolt Torqueing......Paul PhiliphsNo ratings yet
- Book-1 Blind ListDocument44 pagesBook-1 Blind ListPaul PhiliphsNo ratings yet
- 5013 DrawingDocument1 page5013 DrawingPaul PhiliphsNo ratings yet
- TurnAround Job ListDocument1 pageTurnAround Job ListPaul PhiliphsNo ratings yet
- Bolt TableDocument1 pageBolt TableErebert C. CaracasNo ratings yet
- PP TA 2017 Day Shift Utility Reaction Pelleting PMDocument1 pagePP TA 2017 Day Shift Utility Reaction Pelleting PMPaul PhiliphsNo ratings yet
- 80 1057Document9 pages80 1057Paul PhiliphsNo ratings yet
- QC attendance trackerDocument2 pagesQC attendance trackerPaul PhiliphsNo ratings yet
- Performance Evaluation of The Bending Strength of Larch CLTDocument12 pagesPerformance Evaluation of The Bending Strength of Larch CLTSỹ PhạmNo ratings yet
- Presentation DokaDocument20 pagesPresentation DokabetungurarnoldNo ratings yet
- Pump Design PresentationDocument9 pagesPump Design PresentationKayode Ijaola100% (1)
- Quickly join preinsulated Ecoflex pipes with Uponor's Q&E technologyDocument8 pagesQuickly join preinsulated Ecoflex pipes with Uponor's Q&E technologyciocarda andreeaNo ratings yet
- Segmental Bridge Construction ProcessDocument14 pagesSegmental Bridge Construction Processbadam zadran100% (1)
- Aisi 200 SeriesDocument19 pagesAisi 200 Seriessgupta_192494No ratings yet
- CDKB Case StudyDocument3 pagesCDKB Case StudyFederico De MartiniNo ratings yet
- Improvement of Mechanical Properties in Structural Steels by Development of Acicular Ferrite MicrostructuresDocument2 pagesImprovement of Mechanical Properties in Structural Steels by Development of Acicular Ferrite MicrostructuresevfratNo ratings yet
- Atlanta Housing Construction PracticesDocument44 pagesAtlanta Housing Construction PracticesDanie RoyNo ratings yet
- 3.BSEEP Passive Design GuidebookDocument194 pages3.BSEEP Passive Design GuidebookDennis Lai Zhan WenNo ratings yet
- Detention Tank 1 Construction Rev 1Document23 pagesDetention Tank 1 Construction Rev 1johnNo ratings yet
- Q1 Day 1-3 Enrichment ActivitiesDocument3 pagesQ1 Day 1-3 Enrichment ActivitiesAngelica N. HilarioNo ratings yet
- SteelDocument8 pagesSteelMxoli MbazoNo ratings yet
- Fatigue FailureDocument22 pagesFatigue FailureHimanshu YadavNo ratings yet
- Mechanical - Vendor ListDocument1 pageMechanical - Vendor ListImythNo ratings yet
- Concrete Quantity CalculationDocument3 pagesConcrete Quantity Calculationtruth finderNo ratings yet
- 05) 63a MCCB 10 Bran Panel (B-Dp-Pump)Document4 pages05) 63a MCCB 10 Bran Panel (B-Dp-Pump)consultnadeem70No ratings yet
- Preparation of Standard Drawing of Pedestrian Bridge Span: 25 M Load CalculationsDocument13 pagesPreparation of Standard Drawing of Pedestrian Bridge Span: 25 M Load CalculationsRoshan KejariwalNo ratings yet
- MODEL 206-F-TYPE 4 Modulating Float Valve: Key FeaturesDocument4 pagesMODEL 206-F-TYPE 4 Modulating Float Valve: Key Featuresชวลิตศ์ จิตรเที่ยงNo ratings yet
- Intro To AluminumDocument51 pagesIntro To AluminumAzmi NdtNo ratings yet
- Shri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)Document59 pagesShri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)MUKUL SURYAVANSHI gs2017060No ratings yet
- Smm7 Estimate ExampleDocument42 pagesSmm7 Estimate ExampleDiasz100% (2)
- Electrical Plan ComputationDocument1 pageElectrical Plan ComputationMarc Adrienne MarquezNo ratings yet
- ASTM C1116-10aDocument8 pagesASTM C1116-10aViết DuyNo ratings yet
- PermaGard - Paint ProtectionDocument2 pagesPermaGard - Paint ProtectionFaith_No_MoreNo ratings yet
- HND in Civil Engineering Code Title Assessor / Examiner CE 403Document27 pagesHND in Civil Engineering Code Title Assessor / Examiner CE 403Madav Balgobin100% (1)
- Emcm-001 AjDocument459 pagesEmcm-001 Ajcristianpetricean100% (2)
- ST5203 Experimental TechniquesDocument8 pagesST5203 Experimental TechniquesDharmaraaj RajalinggamNo ratings yet
- TN NewDocument6,322 pagesTN Newdeva nesan83% (6)
- Tank and Pressure Vessel MaintenanceDocument30 pagesTank and Pressure Vessel MaintenancePandu Satrio100% (2)