You might also like
- Harmonized Household Profiling ToolDocument2 pagesHarmonized Household Profiling ToolJessa Mae89% (9)
- Potassium Carbonate Using AspenplusDocument5 pagesPotassium Carbonate Using AspenpluspancokomNo ratings yet
- 2017 Chevrolet Trax Owners ManualDocument373 pages2017 Chevrolet Trax Owners Manualmfruge7No ratings yet
- Urea PDFDocument51 pagesUrea PDFmfruge750% (2)
- Air PlantDocument51 pagesAir Plantmfruge7No ratings yet
- Lathe Operators Manual 96-8900 Rev A English January 2014Document458 pagesLathe Operators Manual 96-8900 Rev A English January 2014coyoteassasin0% (1)
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- Polymer User GuideDocument277 pagesPolymer User Guidemfruge7100% (1)
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNo ratings yet
- NH3 Process DescriptionDocument8 pagesNH3 Process DescriptionMusa KaleemNo ratings yet
- 06 Ammonia Synthesis Catalyst in Action - March 2015Document49 pages06 Ammonia Synthesis Catalyst in Action - March 2015Kvspavan KumarNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Uhde Brochure Ammonia SCR PDFDocument28 pagesUhde Brochure Ammonia SCR PDFBaher ElsheikhNo ratings yet
- Triple Effect EvaporatorDocument8 pagesTriple Effect Evaporatormfruge7No ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Quinta RuedaDocument20 pagesQuinta RuedaArturo RengifoNo ratings yet
- 352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: SimsciDocument35 pages352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: Simscimfruge7No ratings yet
- P2 Ref ManDocument732 pagesP2 Ref Manmfruge70% (1)
- Topsoe Prereforming CatalystDocument13 pagesTopsoe Prereforming CatalystReza RhiNo ratings yet
- Ammonia: A Company of Thyssenkrupp TechnologiesDocument28 pagesAmmonia: A Company of Thyssenkrupp Technologiesenghisham100% (1)
- Ammonia ProductionDocument28 pagesAmmonia ProductionMuhammad Ali HashmiNo ratings yet
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- New SynCOR Ammonia™ ProcessDocument12 pagesNew SynCOR Ammonia™ Processrukam18No ratings yet
- Capstone-ModDocument25 pagesCapstone-ModMohammad Ryyan PumbagulNo ratings yet
- Stamicarbon Urea Process Data PDFDocument1 pageStamicarbon Urea Process Data PDFtreyzzztylerNo ratings yet
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنNo ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocument9 pagesFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNo ratings yet
- FTDocument29 pagesFTNitin HansaliaNo ratings yet
- Ammonia Plant Capacity Increase PaperDocument14 pagesAmmonia Plant Capacity Increase Paperhamidrezaee008No ratings yet
- 005 PDFDocument8 pages005 PDFGrootNo ratings yet
- Bakery Ind HygieneDocument104 pagesBakery Ind Hygienelabie100% (1)
- Kres KBRDocument33 pagesKres KBRrenitadyahNo ratings yet
- Ammonia - Heat & Mat. BalanceDocument30 pagesAmmonia - Heat & Mat. BalanceRajeshkumar ElangoNo ratings yet
- 01 A Malhotra - KBR PurifierTM Technology and Project Execution Options For Ammonia PlantsDocument15 pages01 A Malhotra - KBR PurifierTM Technology and Project Execution Options For Ammonia PlantsDerek MorseNo ratings yet
- AmmoniaDocument46 pagesAmmoniabac_nobita7657No ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNo ratings yet
- 352,, - 9Lq/O&Korulgh 0Rqrphu9&03Odqw &dvherrnv: SimsciDocument33 pages352,, - 9Lq/O&Korulgh 0Rqrphu9&03Odqw &dvherrnv: Simscimfruge7No ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizNo ratings yet
- Ammonia Converter DesignnnDocument4 pagesAmmonia Converter DesignnnHumaira NoorNo ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Studovaný Okruh: Physical Therapist Sample Test Questions (G5+)Document8 pagesStudovaný Okruh: Physical Therapist Sample Test Questions (G5+)AndreeaNo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalDocument12 pagesConventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalGrootNo ratings yet
- NH3 Syn FlowsheetDocument56 pagesNH3 Syn Flowsheetpepepopooo100% (1)
- Special Report: Design A Staggered Depressurization Sequence For Flare SystemsDocument4 pagesSpecial Report: Design A Staggered Depressurization Sequence For Flare Systemsdigeca100% (1)
- Ammonia Synthesis Loops Variables Investigated by Steady-State SimulationDocument14 pagesAmmonia Synthesis Loops Variables Investigated by Steady-State Simulationpolonium2310No ratings yet
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486No ratings yet
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- 4 Process SimulationDocument70 pages4 Process SimulationsithvincentNo ratings yet
- ATR Haldor TopsoeDocument12 pagesATR Haldor Topsoepraveenk_13100% (1)
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Ammonia TechnologyDocument13 pagesAmmonia TechnologyMihaela Popescu-NeagoeNo ratings yet
- Ammonia - TOC (2019 Program) - 0Document10 pagesAmmonia - TOC (2019 Program) - 0oom_tgwNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Ammonia Synthesis ConverterDocument26 pagesAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Ammonia Synthesis ConverterDocument26 pagesAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Ammonia-Haldor Topsoe PDFDocument6 pagesAmmonia-Haldor Topsoe PDFShubham BansalNo ratings yet
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarNo ratings yet
- Topsoe Steam Reforming CatDocument6 pagesTopsoe Steam Reforming CatKhairul HadiNo ratings yet
- Sequestering CO in The Built Environment: Calera CorporationDocument48 pagesSequestering CO in The Built Environment: Calera CorporationPassmore DubeNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Ammonia Energy 2520 BalanceDocument7 pagesAmmonia Energy 2520 Balanceapi-3714811No ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- Steam Reforming Carbon FormationDocument26 pagesSteam Reforming Carbon FormationBilalNo ratings yet
- The Uhde Ammonia ProcessesDocument2 pagesThe Uhde Ammonia ProcessesMohamed R BeialyNo ratings yet
- Hydrogen Production With PSADocument20 pagesHydrogen Production With PSAghasem_726990287No ratings yet
- ThermoDocument341 pagesThermomfruge7No ratings yet
- OLI Chemistry Wizard User GuideDocument20 pagesOLI Chemistry Wizard User Guidemfruge7No ratings yet
- PROII Com Server Reference GuideDocument441 pagesPROII Com Server Reference Guidemfruge7No ratings yet
- Ternary VLE HelpDocument74 pagesTernary VLE Helpmfruge7No ratings yet
- Ternary VLE HelpDocument74 pagesTernary VLE Helpmfruge7No ratings yet
- Introduction To LIBMGR 1-1: LIBMGR and COMPS User's Guide October 1994 IDocument33 pagesIntroduction To LIBMGR 1-1: LIBMGR and COMPS User's Guide October 1994 Imfruge7No ratings yet
- PROII Data Transfer System User GuideDocument91 pagesPROII Data Transfer System User Guidemfruge7No ratings yet
- Sim4me Thermo Refprop AddonDocument12 pagesSim4me Thermo Refprop Addonmfruge7No ratings yet
- TDM User GuideDocument133 pagesTDM User Guidemfruge7No ratings yet
- Sim4Me Reports 1.0 User Guide: SimsciDocument22 pagesSim4Me Reports 1.0 User Guide: Simscimfruge7No ratings yet
- Opcua PDFDocument33 pagesOpcua PDFmfruge7No ratings yet
- Sim4me PortalDocument59 pagesSim4me Portalmfruge7No ratings yet
- Electrolytes User GuideDocument97 pagesElectrolytes User Guidemfruge7No ratings yet
- Pro I I 93 Silent Install GuideDocument5 pagesPro I I 93 Silent Install Guidemfruge7No ratings yet
- Calculo de Valvulas de RetencionDocument26 pagesCalculo de Valvulas de Retencionmfruge7No ratings yet
- 2017 Ford Warranty Addendum Card Version 1 - Ws - EN US - 02 - 2016 PDFDocument2 pages2017 Ford Warranty Addendum Card Version 1 - Ws - EN US - 02 - 2016 PDFmfruge7100% (1)
- 2017 Ford Car LT Truck Warranty Version 3 Frdwa en US 09 2016Document41 pages2017 Ford Car LT Truck Warranty Version 3 Frdwa en US 09 2016mfruge7No ratings yet
- ICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Document9 pagesICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Harshu KNo ratings yet
- Assistive TechnologyDocument3 pagesAssistive Technologyapi-547693573No ratings yet
- Poster For Optimisation of The Conversion of Waste Cooking Oil Into BiodieselDocument1 pagePoster For Optimisation of The Conversion of Waste Cooking Oil Into BiodieselcxmzswNo ratings yet
- API 650 10th Edition ErrataDocument6 pagesAPI 650 10th Edition ErrataJosé Ramón GutierrezNo ratings yet
- Distribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoDocument15 pagesDistribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoaldiNo ratings yet
- Cooling SistemadeRefrigeracion RefroidissementDocument124 pagesCooling SistemadeRefrigeracion RefroidissementPacoNo ratings yet
- Fin e 59 2016Document10 pagesFin e 59 2016Brooks OrtizNo ratings yet
- Sports MedicineDocument2 pagesSports MedicineShelby HooklynNo ratings yet
- Macroscopic Physics Chemistry HW #1Document11 pagesMacroscopic Physics Chemistry HW #1Akash ModyNo ratings yet
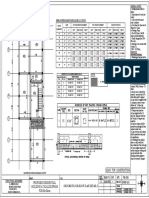
- G.f.roof Beam & Slab DetailDocument1 pageG.f.roof Beam & Slab Detailahmad anasNo ratings yet
- Post Traumatic Stress DisorderDocument2 pagesPost Traumatic Stress Disorderapi-188978784100% (1)
- High School Students' Attributions About Success and Failure in Physics.Document6 pagesHigh School Students' Attributions About Success and Failure in Physics.Zeynep Tuğba KahyaoğluNo ratings yet
- Traditional vs. Enterprise Risk Management - How Do They DifferDocument4 pagesTraditional vs. Enterprise Risk Management - How Do They DifferJaveed A. KhanNo ratings yet
- The Integration of Technology Into Pharmacy Education and PracticeDocument6 pagesThe Integration of Technology Into Pharmacy Education and PracticeAjit ThoratNo ratings yet
- Preservation and Collection of Biological EvidenceDocument4 pagesPreservation and Collection of Biological EvidenceanastasiaNo ratings yet
- Lohmann GuideDocument9 pagesLohmann GuideRomulo Mayer FreitasNo ratings yet
- Tracheo Esophageal FistulaDocument6 pagesTracheo Esophageal Fistulablast2111No ratings yet
- Global Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirDocument24 pagesGlobal Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirinderpreetNo ratings yet
- AcquaculturaDocument145 pagesAcquaculturamidi64100% (1)
- Laughter, It Is Good For YouDocument2 pagesLaughter, It Is Good For YouClaire B.L.No ratings yet
- Rotary Screw Gas: CompressorsDocument2 pagesRotary Screw Gas: CompressorsLucas SilvestreNo ratings yet
- Current and Voltage Controls 3-Phase AC Max. Current Control Type S 178Document3 pagesCurrent and Voltage Controls 3-Phase AC Max. Current Control Type S 178Felipe FarfanNo ratings yet
- The Power of PositivityDocument5 pagesThe Power of PositivityYorlenis PintoNo ratings yet