You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- MMSE Journal Vol.7 2016Document114 pagesMMSE Journal Vol.7 2016Leonardo MonteiroNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Id 201608251Document7 pagesId 201608251Leonardo MonteiroNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
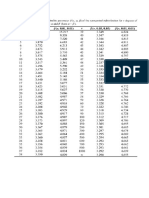
- Non Central T DistributionDocument1 pageNon Central T DistributionLeonardo MonteiroNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- PracticalGuide Selecting ControlChart Jan 2014 PDFDocument20 pagesPracticalGuide Selecting ControlChart Jan 2014 PDFLeonardo MonteiroNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Id 201609302Document10 pagesId 201609302Leonardo MonteiroNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Reactivity Enhancement of N-CNTs in Green Catalysis of C2H2 Hydrochlorination by A Cu CatalystDocument4 pagesReactivity Enhancement of N-CNTs in Green Catalysis of C2H2 Hydrochlorination by A Cu CatalystLeonardo MonteiroNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Effect of Alternating Bending and Texture On Anisotropic Damage and Mechanical Properties of Stainless Steel SheetsDocument8 pagesEffect of Alternating Bending and Texture On Anisotropic Damage and Mechanical Properties of Stainless Steel SheetsLeonardo MonteiroNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Diagnostics of Argon Injected Hydrogen Peroxide Added High Frequency Underwater Capillary DischargeDocument13 pagesDiagnostics of Argon Injected Hydrogen Peroxide Added High Frequency Underwater Capillary DischargeLeonardo MonteiroNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Ammonia and Urea ProductionDocument10 pagesAmmonia and Urea Productionwaheed_bhattiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Effect of Temperature and Strain Rate On Dynamic Re-Crystallization of 0.05C-1.52Cu-1.51Mn SteelDocument8 pagesEffect of Temperature and Strain Rate On Dynamic Re-Crystallization of 0.05C-1.52Cu-1.51Mn SteelLeonardo MonteiroNo ratings yet
- Msds Kalium Iodida (Ki)Document6 pagesMsds Kalium Iodida (Ki)FajarSholikhin100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Ipi4743 PDFDocument9 pagesIpi4743 PDFLeonardo MonteiroNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 28sici 291097 4628 2819980404 2968 3A1 3C63 3A 3aaid App7 3e3.0.co 3B2 L PDFDocument12 pages28sici 291097 4628 2819980404 2968 3A1 3C63 3A 3aaid App7 3e3.0.co 3B2 L PDFLeonardo MonteiroNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Quantitative, Qualitative, And, Explotatory Analysis of Food Using Spectroscopy and ChemometricDocument123 pagesQuantitative, Qualitative, And, Explotatory Analysis of Food Using Spectroscopy and ChemometricLeonardo MonteiroNo ratings yet
- CLP Calendar 9-10-2016-4-2-2017 PDFDocument17 pagesCLP Calendar 9-10-2016-4-2-2017 PDFLeonardo MonteiroNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Dens. Fuct. For NitrosocubanesDocument4 pagesDens. Fuct. For NitrosocubanesLeonardo MonteiroNo ratings yet
- B3LYP For NitroxycubanesDocument6 pagesB3LYP For NitroxycubanesLeonardo MonteiroNo ratings yet
- C 6 MsdsformalinreginatutikunyDocument3 pagesC 6 MsdsformalinreginatutikunyLeonardo MonteiroNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Agora Ou Nunca MaisDocument1 pageAgora Ou Nunca MaisLeonardo MonteiroNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Free Windows 7 Ultimate Auto Installation - Iso by El - Saydie DOWNLOADDocument1 pageFree Windows 7 Ultimate Auto Installation - Iso by El - Saydie DOWNLOADLeonardo MonteiroNo ratings yet
- Windows Setup: Installing Using The MBR or GPT Partition StyleDocument3 pagesWindows Setup: Installing Using The MBR or GPT Partition StyleLeonardo MonteiroNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Attacking and Securing Unix FTP ServersDocument48 pagesAttacking and Securing Unix FTP ServerschikulenkaNo ratings yet
- 2Z140002 SV enDocument21 pages2Z140002 SV enBob AndreiNo ratings yet
- Golden Sun CNC-201R Rotary TableDocument10 pagesGolden Sun CNC-201R Rotary TableGerald100% (2)
- 6.9. How To Send SSL-Encrypted EmailDocument3 pages6.9. How To Send SSL-Encrypted EmailJoxNo ratings yet
- Types and Construction of Biogas PlantDocument36 pagesTypes and Construction of Biogas Plantadeel_jamel100% (3)
- Blinking Lights On The HP LaserJet 1018 and 1020 Printer Series - HP® Customer SupportDocument7 pagesBlinking Lights On The HP LaserJet 1018 and 1020 Printer Series - HP® Customer SupportRaghuSrinivasanNo ratings yet
- Dem 1Document12 pagesDem 1Vicks BTBNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- How To Choose Circuit Breakers For Electric MotorsDocument2 pagesHow To Choose Circuit Breakers For Electric Motorsحسن التميميNo ratings yet
- York Ylcs 725 HaDocument52 pagesYork Ylcs 725 HaDalila Ammar100% (2)
- Perdele Economic B 2VVDocument4 pagesPerdele Economic B 2VVakitainupufNo ratings yet
- Topray Tpsm5u 185w-200wDocument2 pagesTopray Tpsm5u 185w-200wThanh Thai LeNo ratings yet
- Minitab Basic TutorialDocument32 pagesMinitab Basic TutorialMohd Nazri SalimNo ratings yet
- Presentation STAAD ProDocument47 pagesPresentation STAAD ProjosephfelixNo ratings yet
- RF Power Meter v2: Preliminary Operator's ManualDocument10 pagesRF Power Meter v2: Preliminary Operator's Manualsalvatore dalessandroNo ratings yet
- Pipeline Defect Assessment ManualDocument18 pagesPipeline Defect Assessment Manualalexrodriguezabc100% (4)
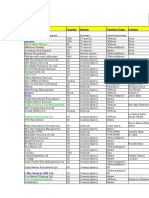
- Company Name Country Service Function/Type Contact: RigzoneDocument4 pagesCompany Name Country Service Function/Type Contact: RigzonekokabawaNo ratings yet
- 1st Quarter EIM 4Document6 pages1st Quarter EIM 4Victor RosalesNo ratings yet
- Lecture 1 - Course IntroductionDocument46 pagesLecture 1 - Course IntroductionRifaqat ZaheerNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Module 4-STS Espinas Bsat 1-1Document2 pagesModule 4-STS Espinas Bsat 1-1Joseph Daniel EspinasNo ratings yet
- Design For ReliabilityDocument32 pagesDesign For ReliabilityArman CustodioNo ratings yet
- ESS PASI SEISMIC CivilEngineering Seismograph CE-3SDocument2 pagesESS PASI SEISMIC CivilEngineering Seismograph CE-3SRaydenTeuinkNo ratings yet
- York Peek Style Refrigerant Level Sensor CalibrationDocument6 pagesYork Peek Style Refrigerant Level Sensor CalibrationCharlie GaskellNo ratings yet
- Portugal Espacial PT Space Catalog 2011 Screen VersionDocument86 pagesPortugal Espacial PT Space Catalog 2011 Screen Versionpmjafonso100% (1)
- To Improve Quality and Reduce Rejection Level Through Quality ControlDocument5 pagesTo Improve Quality and Reduce Rejection Level Through Quality ControlEditor IJRITCCNo ratings yet
- Total PDFDocument35 pagesTotal PDFMauricio ThanatosNo ratings yet
- Brazing Solutions For Car Body Production+ (EN)Document2 pagesBrazing Solutions For Car Body Production+ (EN)komklaveNo ratings yet
- ListaDocument1 pageListaRonaldhinoFrankoNo ratings yet
- BC-5800 Liquid SystemDocument114 pagesBC-5800 Liquid SystemДмитрийNo ratings yet
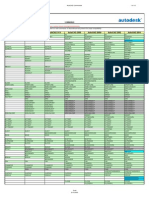
- Autocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004Document12 pagesAutocad R12 Autocad R13 Autocad R14 Autocad 2000 Autocad 2000I Autocad 2002 Autocad 2004veteranul13No ratings yet
- Good Practices and Innovations in Public Governance United Nations Public Service Awards Winners, 2012-2013Document254 pagesGood Practices and Innovations in Public Governance United Nations Public Service Awards Winners, 2012-2013Adriana Alberti UN100% (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)