You might also like
- RTGDocument8 pagesRTGlnanescuNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Indian Roads June 2009 ExtractDocument57 pagesIndian Roads June 2009 ExtractSaurav TalukdarNo ratings yet
- PDFDocument3 pagesPDF6BisnagaNo ratings yet
- Asce - Sei 41-17 RC Column PDFDocument12 pagesAsce - Sei 41-17 RC Column PDFRafael Emilio Machaca MamaniNo ratings yet
- Is 16651-2017Document18 pagesIs 16651-2017Assistant Coordinator Business DevelopmentNo ratings yet
- High Mast Pole DesignDocument10 pagesHigh Mast Pole DesignHamOdy SadeqNo ratings yet
- Composite Section - Tutorials - (CSI Wiki)Document4 pagesComposite Section - Tutorials - (CSI Wiki)Wilson100% (1)
- Is 2911 Part 4 1985 Indian Standard Code of Practice For Design and Construction of Pile Foundations Part 4 Load Test On PilesDocument20 pagesIs 2911 Part 4 1985 Indian Standard Code of Practice For Design and Construction of Pile Foundations Part 4 Load Test On PilesRajeev ReddyNo ratings yet
- IRS Steel Bridge CodeDocument25 pagesIRS Steel Bridge Codeviv99844No ratings yet
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- Steel Fibre Reinforced Concrete PDFDocument10 pagesSteel Fibre Reinforced Concrete PDFDiego Pinto MendezNo ratings yet
- Aci 440 1r 03 FRP Bars PDFDocument42 pagesAci 440 1r 03 FRP Bars PDFAdel Dib Al-jubeh0% (1)
- Ischebeck Titan Ground Engineering Systems 0523Document32 pagesIschebeck Titan Ground Engineering Systems 0523Thomas GlasbyNo ratings yet
- Dynamic Analysis of Box Girder BridgesDocument4 pagesDynamic Analysis of Box Girder BridgesManan100% (1)
- NA To SS EN 1991-2-2012 - Amd 1Document6 pagesNA To SS EN 1991-2-2012 - Amd 1Olivia OeyNo ratings yet
- Catalogo Freyssinet-122 Tendons PDFDocument11 pagesCatalogo Freyssinet-122 Tendons PDFJuan Jose QuevedoNo ratings yet
- MAGEBA Tensa Modular JointsDocument8 pagesMAGEBA Tensa Modular JointsbriankimbjNo ratings yet
- HIPAVE Workshop 3 Slides Per PageDocument90 pagesHIPAVE Workshop 3 Slides Per PageRicardo Zapata SaavedraNo ratings yet
- Use of Geogrid PDFDocument16 pagesUse of Geogrid PDFatokkuNo ratings yet
- Design of Anchor Reinforcement in Concrete Pedestals (ASCE - ACI 318-08)Document12 pagesDesign of Anchor Reinforcement in Concrete Pedestals (ASCE - ACI 318-08)Cesar Rojas100% (1)
- BS 4486-1980Document13 pagesBS 4486-1980ismaeelNo ratings yet
- Jindal Deck Sheet Tr80+Document1 pageJindal Deck Sheet Tr80+Anonymous zAFrxk100% (1)
- Corrugated Web BeamDocument67 pagesCorrugated Web BeampsewagNo ratings yet
- Verdú GeneralDocument36 pagesVerdú GeneralMiguel Belda DiezNo ratings yet
- HSFG Bolts For Rdso DrawingsDocument5 pagesHSFG Bolts For Rdso DrawingschepurthiNo ratings yet
- Is 6006Document19 pagesIs 6006Sathish KumarNo ratings yet
- Analysis and Design of Stiffened Raft FoundationDocument270 pagesAnalysis and Design of Stiffened Raft FoundationKemoH0% (1)
- Series 600 Earthworks: Manual of Contract Documents For Highway Works Volume 1 Specification For Highway WorksDocument92 pagesSeries 600 Earthworks: Manual of Contract Documents For Highway Works Volume 1 Specification For Highway Workskranthi13No ratings yet
- Anker Schroeder - Anchors For Marine Structures PDFDocument28 pagesAnker Schroeder - Anchors For Marine Structures PDFlokeshras12No ratings yet
- Parameters in Accordance With Fib Bulletin 20Document2 pagesParameters in Accordance With Fib Bulletin 20Inoshan Madushika JayawickramaNo ratings yet
- E Calculation For Temperature Load (IRC: 6 - 2017) : Effect of Temperature GradientDocument1 pageE Calculation For Temperature Load (IRC: 6 - 2017) : Effect of Temperature GradientManupriya KapleshNo ratings yet
- SDADocument1 pageSDAFrans van der MerweNo ratings yet
- Non-Shrink GroutDocument7 pagesNon-Shrink GroutIm ChinithNo ratings yet
- Rock Anchor DesignDocument2 pagesRock Anchor Designraj.karanNo ratings yet
- As 1141.42-1999 Methods For Sampling and Testing Aggregates Pendulum Friction TestDocument2 pagesAs 1141.42-1999 Methods For Sampling and Testing Aggregates Pendulum Friction TestSAI Global - APACNo ratings yet
- Gis G 3112-2010Document22 pagesGis G 3112-2010Tú TrầnNo ratings yet
- Corrugated Steel Pipe, Metallic-Coated, For Sewers and DrainsDocument10 pagesCorrugated Steel Pipe, Metallic-Coated, For Sewers and DrainsFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Guyana Standard Building Code Section 7 Use of Guyanese Hardwood in Construction Prepared by Guyana National Bureau of StandardsDocument43 pagesGuyana Standard Building Code Section 7 Use of Guyanese Hardwood in Construction Prepared by Guyana National Bureau of StandardsAMESHANo ratings yet
- AASHTO LRFD Guide Seismic 15210 - Rev14 PDFDocument1 pageAASHTO LRFD Guide Seismic 15210 - Rev14 PDFMartaNo ratings yet
- 2212 Brick WorksDocument27 pages2212 Brick WorksDeven PatleNo ratings yet
- CP 97-1-2002 - PreviewDocument11 pagesCP 97-1-2002 - PreviewNyan Myint TunNo ratings yet
- Geosynthetics in Road ConstructionsDocument20 pagesGeosynthetics in Road Constructionsanurag100% (1)
- Bridge Technical NoteDocument5 pagesBridge Technical Noteপ্রিয়দীপ প্রিয়মNo ratings yet
- Appendix 02 Elastomeric Bearing Calculation ReportDocument8 pagesAppendix 02 Elastomeric Bearing Calculation ReportYasela100% (1)
- 5491R 93Document30 pages5491R 93Rene Coronado VacaflorNo ratings yet
- Geogrids Isochronous CurvesDocument12 pagesGeogrids Isochronous Curveslimara65No ratings yet
- Optimum Design of Launching Nose During Incremental Launching Construction of Same Span Continuous BridgeDocument6 pagesOptimum Design of Launching Nose During Incremental Launching Construction of Same Span Continuous BridgePenyair SufiNo ratings yet
- Is SP 23 1982 PDFDocument151 pagesIs SP 23 1982 PDFMano MaddulaNo ratings yet
- Evaluation and Repair of Bridge Truss Gusset PlatesDocument16 pagesEvaluation and Repair of Bridge Truss Gusset PlatesLAM CONo ratings yet
- Guidelines: Load Testing of BridgesDocument13 pagesGuidelines: Load Testing of BridgesDinesh KumarNo ratings yet
- Gcgn5612 Iss 1Document39 pagesGcgn5612 Iss 1ipolyzoNo ratings yet
- FT Sifer 950iDocument2 pagesFT Sifer 950iAshik M RasheedNo ratings yet
- Nyy 1CDocument1 pageNyy 1Chenry_gtNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and Btarek eidNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and BAngel PintoNo ratings yet
- NyaDocument1 pageNyaahmat kharisNo ratings yet
- Adsa Ka SyllabusDocument3 pagesAdsa Ka SyllabusHacker RanjanNo ratings yet
- Imarest 2021 Warship Development 1997Document43 pagesImarest 2021 Warship Development 1997nugrohoNo ratings yet
- Long PassagesDocument12 pagesLong PassagesAml AmlNo ratings yet
- The Logistics of Harmonious Co-LivingDocument73 pagesThe Logistics of Harmonious Co-LivingKripa SriramNo ratings yet
- Quotation Request Form: Customer DetailsDocument1 pageQuotation Request Form: Customer DetailsAmanda RezendeNo ratings yet
- Floor DiaphragmDocument24 pagesFloor DiaphragmChristian LeobreraNo ratings yet
- Analysis and Design of Cantilever Slab Analysis and Design of Cantilever SlabDocument3 pagesAnalysis and Design of Cantilever Slab Analysis and Design of Cantilever SlabMesfinNo ratings yet
- Microwave Project ReportDocument30 pagesMicrowave Project ReportMd RakibNo ratings yet
- If You Restyou RustDocument4 pagesIf You Restyou Rusttssuru9182No ratings yet
- Trend Management How To Effectively Use Trend-Knowledge in Your Company (Jörg Blechschmidt)Document121 pagesTrend Management How To Effectively Use Trend-Knowledge in Your Company (Jörg Blechschmidt)Antonio Gonzalez AriasNo ratings yet
- Lock Maiolo Savonarola MachiavelliDocument22 pagesLock Maiolo Savonarola MachiavelliHeliogabolusNo ratings yet
- Getting Started in Steady StateDocument24 pagesGetting Started in Steady StateamitNo ratings yet
- Labnet MultiGene Manual PDFDocument42 pagesLabnet MultiGene Manual PDFcuma mencobaNo ratings yet
- Brochure Exterior LightingDocument49 pagesBrochure Exterior Lightingmurali_227No ratings yet
- RH 120eDocument8 pagesRH 120eSawadogo Gustave NapinguebsonNo ratings yet
- Mechatronics Course PlanDocument3 pagesMechatronics Course PlanMohammad Faraz AkhterNo ratings yet
- MoveInSync Native Android Mobile AppDocument12 pagesMoveInSync Native Android Mobile AppRismaNo ratings yet
- LV SWBDQualityInspectionGuideDocument72 pagesLV SWBDQualityInspectionGuiderajap2737No ratings yet
- Green ICT: A Study of Awareness, Attitude and Adoption Among IT/Computer Engineering Students of LDRP-ITR, GandhinagarDocument13 pagesGreen ICT: A Study of Awareness, Attitude and Adoption Among IT/Computer Engineering Students of LDRP-ITR, GandhinagarAHMAD ARESYADNo ratings yet
- Neal Peres Da CostaDocument507 pagesNeal Peres Da CostaNoMoPoMo576100% (1)
- PSY502 OLd PapersDocument6 pagesPSY502 OLd Paperscs619finalproject.com100% (4)
- Heat ExchangerDocument5 pagesHeat Exchangersara smithNo ratings yet
- Restrictions AOP30 enDocument1 pageRestrictions AOP30 enRicardo RamirezNo ratings yet
- Lesson 2 - Reflection PaperDocument2 pagesLesson 2 - Reflection PaperkristhelynNo ratings yet
- KarcherDocument21 pagesKarcherSIVARAMANJAGANATHANNo ratings yet
- Aljotronic Control 2Document30 pagesAljotronic Control 2Fuzzbuddy100% (1)
- Missing Person ProjectDocument9 pagesMissing Person ProjectLaiba WaheedNo ratings yet
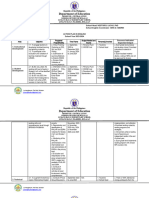
- English Action Plan 2023-2024Document5 pagesEnglish Action Plan 2023-2024Gina DaligdigNo ratings yet
- Metascope An/Pas-6 (5855-790-6197) : Technical ManualDocument38 pagesMetascope An/Pas-6 (5855-790-6197) : Technical ManualDens VillaNo ratings yet
- KIT REQUEST FORM - GradDocument2 pagesKIT REQUEST FORM - Graddamie aadamsNo ratings yet