You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 752 BMW Individual High End Audio SystemDocument2 pages752 BMW Individual High End Audio SystemsteNo ratings yet
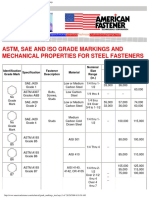
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Packing List Steel StructureDocument56 pagesPacking List Steel StructureNurhamsyah SusiantoNo ratings yet
- Overhall Diferencial Mack PDFDocument150 pagesOverhall Diferencial Mack PDFmanuel fernandezNo ratings yet
- API 620 Vs API 650Document5 pagesAPI 620 Vs API 650govimanoNo ratings yet
- Global Trends 2030 Preview: Interactive Le MenuDocument5 pagesGlobal Trends 2030 Preview: Interactive Le MenuOffice of the Director of National Intelligence100% (1)
- Part A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves FurnacesDocument25 pagesPart A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves Furnacesfujiman35100% (1)
- NASA - Practical Applications of Nuts and Bolts For The DesignerDocument206 pagesNASA - Practical Applications of Nuts and Bolts For The Designerfujiman35No ratings yet
- Agitated Vessel Heat Transfer Design PDFDocument3 pagesAgitated Vessel Heat Transfer Design PDFmrariffNo ratings yet
- Steam-Water Two-Phase Flow in Large Diameter Vertical PipingDocument11 pagesSteam-Water Two-Phase Flow in Large Diameter Vertical Pipingfujiman35No ratings yet
- Priced Boq - Beach RestaurantDocument64 pagesPriced Boq - Beach Restaurantpsn_kylmNo ratings yet
- Fired Heater Design and SimulationDocument6 pagesFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Convection Heat Transfer in Baffled Mixing TankDocument7 pagesConvection Heat Transfer in Baffled Mixing Tankfujiman35No ratings yet
- Understand The Thermal Design of Jacketed Vessels - Garvin June 1999Document8 pagesUnderstand The Thermal Design of Jacketed Vessels - Garvin June 1999fujiman35No ratings yet
- Heat Transfer in Agitated Jacketed VesselsDocument7 pagesHeat Transfer in Agitated Jacketed Vesselsfujiman35100% (5)
- Torque ProceduresDocument1 pageTorque Proceduresfujiman35No ratings yet
- Torque Values PDFDocument6 pagesTorque Values PDFfujiman35No ratings yet
- JPCRDM9 - NIST-JANAF Thermochemical Tables, 4th EditionDocument1,961 pagesJPCRDM9 - NIST-JANAF Thermochemical Tables, 4th Editionfujiman35100% (3)
- Design of Bins and Bunkers - British Steel AssocDocument61 pagesDesign of Bins and Bunkers - British Steel Assocfujiman35100% (2)
- Optimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073Document6 pagesOptimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073fujiman35No ratings yet
- JPCRDS1V14 - JANAF Thermochemical Tables, 3rd Edition JPCRD 14, Supplement No. 1, 1985Document1,858 pagesJPCRDS1V14 - JANAF Thermochemical Tables, 3rd Edition JPCRD 14, Supplement No. 1, 1985fujiman35100% (2)
- 5 Easy Tips On How To Get Canadian Experience: Job SearchDocument15 pages5 Easy Tips On How To Get Canadian Experience: Job Searchranvirsingh76No ratings yet
- Shutdown SIS: Motor Grader 120G Motor Grader 4Hd 120G Motor Grader 4HD00001-UP (MACHINE) POWERED BY 3304 EngineDocument2 pagesShutdown SIS: Motor Grader 120G Motor Grader 4Hd 120G Motor Grader 4HD00001-UP (MACHINE) POWERED BY 3304 EngineStevenNo ratings yet
- PentahoDocument77 pagesPentahoapi-3710029100% (5)
- ATB Riva Calzoni Gianluca RaseniDocument35 pagesATB Riva Calzoni Gianluca RaseniDiana QuinteroNo ratings yet
- Arranging ObjectsDocument17 pagesArranging ObjectsWarda SyedNo ratings yet
- Be It Enacted by The Senate and House of Representative of The Philippines in Congress AssembledDocument36 pagesBe It Enacted by The Senate and House of Representative of The Philippines in Congress AssembledGina Portuguese GawonNo ratings yet
- Compresores TecumsehDocument139 pagesCompresores TecumsehRicardo EstrellaNo ratings yet
- Leadership and Management 2003Document46 pagesLeadership and Management 2003Ciella Dela Cruz100% (1)
- Paper GuideDocument77 pagesPaper Guideandhika yudhistiraNo ratings yet
- Whitepaper InstallScape InternalsDocument4 pagesWhitepaper InstallScape InternalsKostas KalogeropoulosNo ratings yet
- Envitec Company Profile PDFDocument2 pagesEnvitec Company Profile PDFrcerberoNo ratings yet
- CV Europass 20160805 Kolla EN PDFDocument2 pagesCV Europass 20160805 Kolla EN PDFKeshav KollaNo ratings yet
- Hfe Panasonic Sa-Akx50 PH PN Service enDocument132 pagesHfe Panasonic Sa-Akx50 PH PN Service enJohntec nuñezNo ratings yet
- 8 PCO Training Invitation Letter December 2018Document2 pages8 PCO Training Invitation Letter December 2018sayo goraNo ratings yet
- CSB GP1234 - Hoja de DatosDocument2 pagesCSB GP1234 - Hoja de DatosGermanYPNo ratings yet
- Andrea BrennanDocument2 pagesAndrea BrennanAnonymous tGJ2lopsNo ratings yet
- Project PDFDocument13 pagesProject PDFapi-697727439No ratings yet
- Datavideo Dac10Document2 pagesDatavideo Dac10misliosNo ratings yet
- Process Safety BeaconDocument1 pageProcess Safety BeaconRaul tejadaNo ratings yet
- WS 4 Minutes - 2.9.2019Document3 pagesWS 4 Minutes - 2.9.2019Andrea KakuruNo ratings yet
- Gea 01 RyDocument2 pagesGea 01 RyHasan CelebesNo ratings yet
- Shot PeeningDocument5 pagesShot Peeningcaddcentre velacheryNo ratings yet
- Otrs Admin BookDocument619 pagesOtrs Admin BookMendoza Carlos100% (1)
- MEPC 1-Circ 723Document10 pagesMEPC 1-Circ 723Franco MitranoNo ratings yet