You might also like
- Hydraulic Ramp Pump (Hydram)Document41 pagesHydraulic Ramp Pump (Hydram)danish9183% (18)
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- KDK College of Engineering, Nagpur Mechanical Department Session 2020-21Document12 pagesKDK College of Engineering, Nagpur Mechanical Department Session 2020-21Chandani KannakeNo ratings yet
- Chapter - 3 - Hydraulic TurbinesDocument78 pagesChapter - 3 - Hydraulic TurbinesLauria LavdaNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- KDK College of Engineering, Nagpur Mechanical Department Session 2020-21Document15 pagesKDK College of Engineering, Nagpur Mechanical Department Session 2020-21Chandani KannakeNo ratings yet
- Design, Fabrication and Performance Testing - HBRP PublicationDocument8 pagesDesign, Fabrication and Performance Testing - HBRP Publicationimperialcaha01No ratings yet
- Delft: Hydraulic RamsDocument22 pagesDelft: Hydraulic RamsSameera LakmalNo ratings yet
- Friction Loss in PipesDocument15 pagesFriction Loss in PipesMohammed youssifNo ratings yet
- Hydraulic RamsDocument13 pagesHydraulic RamsJose Gerardo Lopez LopezNo ratings yet
- The Rotary Hydraulic Pressure Machine For Very Low Head Hydropower SitesDocument9 pagesThe Rotary Hydraulic Pressure Machine For Very Low Head Hydropower SitesTomasDNo ratings yet
- Hydraulic Ram-2017 - PDF RoomDocument7 pagesHydraulic Ram-2017 - PDF RoomR Nandhan 3BNo ratings yet
- Model Question Paper 2 FMDocument17 pagesModel Question Paper 2 FMhituNo ratings yet
- Chapter 6 Flow in PipesDocument49 pagesChapter 6 Flow in PipesMamuye Busier YesufNo ratings yet
- Design, Fabrication and Performance Testing of A Hydraulic Ram Pump SystemDocument8 pagesDesign, Fabrication and Performance Testing of A Hydraulic Ram Pump Systemimperialcaha01No ratings yet
- Hydraulic Multipurpose MachineDocument26 pagesHydraulic Multipurpose MachineNaresh SindhuNo ratings yet
- Hydraulic Circuits: HelalyDocument52 pagesHydraulic Circuits: HelalySurendra SenanayakeNo ratings yet
- Design and Performance Analysis of Centrifugal PumpDocument8 pagesDesign and Performance Analysis of Centrifugal Pumpsudhirm16No ratings yet
- HM Assingment 02Document7 pagesHM Assingment 02PradneshNo ratings yet
- Unit-Ii Fluid Machinery 1. What Is Hydraulic Turbines? Write Its Classifications?Document25 pagesUnit-Ii Fluid Machinery 1. What Is Hydraulic Turbines? Write Its Classifications?Komalaselvan VNo ratings yet
- Design of 15 Meter Head Hydraulic Ram Pump: Y Y M, Z M HDocument5 pagesDesign of 15 Meter Head Hydraulic Ram Pump: Y Y M, Z M HAshutosh DongarwarNo ratings yet
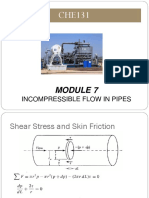
- MODULE#7 - Incompressible Flow in Pipe - FebDocument46 pagesMODULE#7 - Incompressible Flow in Pipe - FebChristian100% (1)
- Hydraulic Ram and Transient Analysis: Presented By: Arnab Das 2011CEW3394 Dr. Rakesh Khosa IIT DelhiDocument29 pagesHydraulic Ram and Transient Analysis: Presented By: Arnab Das 2011CEW3394 Dr. Rakesh Khosa IIT DelhiAvdhesh MeenaNo ratings yet
- Chapter 08 - Flow in PipesDocument92 pagesChapter 08 - Flow in Pipessalkan_rahmanovic810100% (1)
- 19 3jesa KapooriaDocument11 pages19 3jesa KapooriaAnaze_hNo ratings yet
- Design and Analysis of A Centrifugal PumpDocument10 pagesDesign and Analysis of A Centrifugal Pumpharsh rikameNo ratings yet
- Chapter 4 MC Cabe GeankoplisDocument78 pagesChapter 4 MC Cabe GeankoplisConrad MonterolaNo ratings yet
- FMHM SchemeDocument6 pagesFMHM SchemearunNo ratings yet
- Preliminary Study On Various Shaped Models of Delivery Valve in Hydraulic Ram Pump - Experimental ResultsDocument9 pagesPreliminary Study On Various Shaped Models of Delivery Valve in Hydraulic Ram Pump - Experimental ResultsAgung FauziNo ratings yet
- Mee 303 Lecture 3 AdamDocument46 pagesMee 303 Lecture 3 AdamTomisin EniolaNo ratings yet
- Applied Hydraulic EngineeringDocument16 pagesApplied Hydraulic EngineeringrssdpmNo ratings yet
- Air Lift PumpDocument9 pagesAir Lift PumpChukwuebuka AneneNo ratings yet
- Define Cavitation Phenomena in PumpDocument8 pagesDefine Cavitation Phenomena in PumpB Mahendar ReddyNo ratings yet
- L-5 Hyd, CKT Design & AnalysisDocument25 pagesL-5 Hyd, CKT Design & Analysisgebremicael legesseNo ratings yet
- Recycled Hydro Power Plant Using Hydraulic Ram Pump Ijariie4588Document7 pagesRecycled Hydro Power Plant Using Hydraulic Ram Pump Ijariie4588Prakhar ChoureyNo ratings yet
- 16 Mechanical FM IIDocument91 pages16 Mechanical FM IIAamir ArainNo ratings yet
- Lab 5Document6 pagesLab 5AimiWaniNo ratings yet
- Unit 3 EMEDocument25 pagesUnit 3 EMESumanranuNo ratings yet
- Volume (10) Issue (2) 160-173Document14 pagesVolume (10) Issue (2) 160-173abhisek haldarNo ratings yet
- Transportation of Fluids (UNIT 5)Document23 pagesTransportation of Fluids (UNIT 5)yahyaNo ratings yet
- Turbine - 1Document80 pagesTurbine - 1Vineet Gupta100% (1)
- Head Loss in Pipe - Lab Report MannualDocument4 pagesHead Loss in Pipe - Lab Report MannualRampukar SahNo ratings yet
- Friction Factor ManualDocument4 pagesFriction Factor ManualM K TEHSEENNo ratings yet
- Ijet17 09 03S 014Document11 pagesIjet17 09 03S 014Ramesh GuptaNo ratings yet
- Hydraulicturbines DrtinaDocument19 pagesHydraulicturbines DrtinanazarasimNo ratings yet
- The Hydraulic Ram PumpDocument49 pagesThe Hydraulic Ram PumpSiraye AbirhamNo ratings yet
- Vortex Drop ShaftDocument9 pagesVortex Drop ShaftMarco PazNo ratings yet
- Bryant AnalysisSiphonDocument12 pagesBryant AnalysisSiphonAshlee HiltonNo ratings yet
- CPSA Tech GuideDocument29 pagesCPSA Tech Guideஅம்ரு சாந்திவேலுNo ratings yet
- Me2204 FMM ANNA UNIVERSITY Nov 2011 QPDocument4 pagesMe2204 FMM ANNA UNIVERSITY Nov 2011 QPsanthoshm2k810No ratings yet
- Assignment LabDocument19 pagesAssignment LabHidayah HumairaNo ratings yet
- Hydraulic Turbine Design 1Document10 pagesHydraulic Turbine Design 1bikesh032No ratings yet
- Ram Pump Design SolutionDocument6 pagesRam Pump Design SolutionSonghengNo ratings yet
- Ijmerr v2n4 20Document6 pagesIjmerr v2n4 20Agustín PalacioNo ratings yet
- ME 310: Fluid Mechanics Laboratory Centrifugal Pump InvestigationDocument10 pagesME 310: Fluid Mechanics Laboratory Centrifugal Pump InvestigationNaveen KumarNo ratings yet
- Technical Design Guide: The Complete G UideDocument35 pagesTechnical Design Guide: The Complete G UideElvi PapajNo ratings yet
- Pel Whe MNSPDocument22 pagesPel Whe MNSPSundara Moorthy100% (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Electric Motor Control: DC, AC, and BLDC MotorsFrom EverandElectric Motor Control: DC, AC, and BLDC MotorsRating: 4.5 out of 5 stars4.5/5 (19)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingFrom EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNo ratings yet
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceFrom EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNo ratings yet
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningFrom EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningRating: 5 out of 5 stars5/5 (4)
- Renewable Energy Finance: Theory and PracticeFrom EverandRenewable Energy Finance: Theory and PracticeRating: 4 out of 5 stars4/5 (1)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Nigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleFrom EverandNigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleNo ratings yet
- Thermal Power Plant: Design and OperationFrom EverandThermal Power Plant: Design and OperationRating: 4.5 out of 5 stars4.5/5 (23)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)