You might also like
- A2 Tool Steel: CompositionDocument1 pageA2 Tool Steel: CompositionSama Umate100% (1)
- Jfe Special SteelDocument18 pagesJfe Special Steelkhwanta-btaNo ratings yet
- Feeding Systems Product DatasheetDocument6 pagesFeeding Systems Product DatasheetSachin KumbharNo ratings yet
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- Datasheet Sandvik 6r35 enDocument7 pagesDatasheet Sandvik 6r35 enSimone FerronNo ratings yet
- Types of Li-ion Batteries ExplainedDocument19 pagesTypes of Li-ion Batteries Explaineddilan bro SL100% (1)
- 410Document15 pages410Kaushik Sengupta100% (1)
- Knife Steel DatasheetDocument3 pagesKnife Steel DatasheetsondeadorNo ratings yet
- SWRCH18A Steel DatasheetDocument2 pagesSWRCH18A Steel DatasheetHari SuthanNo ratings yet
- Brochure Rilsan-PA11 2005Document32 pagesBrochure Rilsan-PA11 2005idleffarzadsNo ratings yet
- Casting DefectsDocument38 pagesCasting DefectsAhmad Raza TararNo ratings yet
- Tungsten CarbideDocument47 pagesTungsten CarbideAmit DhekaleNo ratings yet
- GUIA DE MATERIALES ACERODocument11 pagesGUIA DE MATERIALES ACEROGracielaNo ratings yet
- Hydro-Catalogue-08 09 2020Document74 pagesHydro-Catalogue-08 09 2020Prince MiwaNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Mingde Machinery Company Introducing and Produ PDFDocument12 pagesMingde Machinery Company Introducing and Produ PDFSabir AliNo ratings yet
- Convert bearing dimensions to bearing numbersDocument8 pagesConvert bearing dimensions to bearing numbersNeviemakyNo ratings yet
- CK45 (1.1191)Document3 pagesCK45 (1.1191)alextentwentyNo ratings yet
- Metal Equivalent GradesDocument2 pagesMetal Equivalent GradesMarcelo CostaNo ratings yet
- Corewire Weldclad 01 PDFDocument31 pagesCorewire Weldclad 01 PDFRaviTeja BhamidiNo ratings yet
- Electroflux - The Success Factor in Electroslag Remelting (Esr)Document18 pagesElectroflux - The Success Factor in Electroslag Remelting (Esr)Pradeep DahiyaNo ratings yet
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- Technical Data Sheet: Performa 560Document10 pagesTechnical Data Sheet: Performa 560Diego NavaNo ratings yet
- Alkaline Non-Cyanide ZincDocument4 pagesAlkaline Non-Cyanide ZincSuraj RawatNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
- Hes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDocument23 pagesHes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDouglas A. da SilvaNo ratings yet
- CFFP Steel Casting Manufacturing ProcessDocument50 pagesCFFP Steel Casting Manufacturing ProcessVijayakumar TNo ratings yet
- Concentrador de OxigenoDocument2 pagesConcentrador de OxigenoJorge50% (2)
- TMT ProcesesDocument39 pagesTMT ProcesesVikrant HanwatNo ratings yet
- End-to-end casting simulation softwareDocument14 pagesEnd-to-end casting simulation softwareVivek ShrivastavaNo ratings yet
- Stainless Steel (Autosaved)Document47 pagesStainless Steel (Autosaved)LOGINNo ratings yet
- Software Spark Analyzer Pro Maxx Version 2000Document228 pagesSoftware Spark Analyzer Pro Maxx Version 2000Turo SánchezNo ratings yet
- Oil Tempered Steel WireDocument11 pagesOil Tempered Steel WireHans GoetheNo ratings yet
- Material Product Data Sheet Amdry 100 Series Braze Filler MetalsDocument4 pagesMaterial Product Data Sheet Amdry 100 Series Braze Filler MetalsJ. BangjakNo ratings yet
- 47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11Document22 pages47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11dimitrisNo ratings yet
- Ti SPC Ohe Fasteners 0120 PDFDocument31 pagesTi SPC Ohe Fasteners 0120 PDFCounter RoverNo ratings yet
- Micro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpaDocument4 pagesMicro-Alloyed Steels: High-Strength Steels With Yield Strengths Up To 550 MpacurtisvaleroNo ratings yet
- Electrolytic Zinc Coating PDFDocument2 pagesElectrolytic Zinc Coating PDFzoran100% (1)
- Stainless Steel Flat ProductsDocument15 pagesStainless Steel Flat Productsstrip1No ratings yet
- China Automotive Steel Conference - POSCO - Jae-Bok Nam PDFDocument27 pagesChina Automotive Steel Conference - POSCO - Jae-Bok Nam PDFSilveradoNo ratings yet
- 1 Polymer Flow Behavior in Injection Molds - . - . - . - . - . - . - . - . - . - . - . - . 1Document10 pages1 Polymer Flow Behavior in Injection Molds - . - . - . - . - . - . - . - . - . - . - . - . 1kannanNo ratings yet
- Deva - BM ENDocument24 pagesDeva - BM ENOscar CruzNo ratings yet
- JIS SUS304L Steel, JIS G4303 SUS304L Stainless SteelDocument2 pagesJIS SUS304L Steel, JIS G4303 SUS304L Stainless Steelnguyenvandai8xNo ratings yet
- Material Product Data Sheet Cobalt Chromium (Nickel Tungsten Silicon) Carbon Alloy Powders (Similar To Stellite, Ultimet, Mar M 509)Document6 pagesMaterial Product Data Sheet Cobalt Chromium (Nickel Tungsten Silicon) Carbon Alloy Powders (Similar To Stellite, Ultimet, Mar M 509)imtiyazNo ratings yet
- User's Manual of Haiwell PLC Digital ModuleDocument12 pagesUser's Manual of Haiwell PLC Digital ModuleEmmy-HaiwellNo ratings yet
- 03HighSpeedCastingNucor DanieliDocument29 pages03HighSpeedCastingNucor DanielialfonsomendietaNo ratings yet
- Vestamid L Polyamide 12 - EvonikDocument12 pagesVestamid L Polyamide 12 - EvonikHaryo Armono100% (1)
- Alluminio Inglese Binder PDFDocument28 pagesAlluminio Inglese Binder PDFrudi 01No ratings yet
- Metal Forming and Heat Treatment GuideDocument21 pagesMetal Forming and Heat Treatment GuideDinesh Killada50% (2)
- Standard Torque List Loesche-425101E0Document1 pageStandard Torque List Loesche-425101E0Yhane Hermann BackNo ratings yet
- Brammer - Metal Solid IronDocument48 pagesBrammer - Metal Solid IronX800XLNo ratings yet
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- Gas Atmosphere Heat Treatment PDFDocument59 pagesGas Atmosphere Heat Treatment PDFsmani170No ratings yet
- ChassisDocument30 pagesChassisRavi KiranNo ratings yet
- Aida-StandardsDocument14 pagesAida-StandardsthaivinhtuyNo ratings yet
- Properties and Applicable Usage of PosmacDocument3 pagesProperties and Applicable Usage of PosmacLucio PereiraNo ratings yet
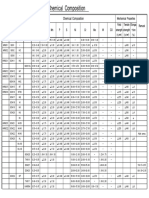
- Heat Resistant Alloy Chemical CompositionDocument2 pagesHeat Resistant Alloy Chemical Compositionsusisaravanan100% (1)
- Nisshin Cold-Rolled Special Steel GuideDocument28 pagesNisshin Cold-Rolled Special Steel GuideekopujiantoeNo ratings yet
- Metal matrix composites: Processing and InterfacesFrom EverandMetal matrix composites: Processing and InterfacesR EverettNo ratings yet
- Valve Handbook CompressDocument461 pagesValve Handbook CompressJoaoNo ratings yet
- Snowflake - 16 CountDocument1 pageSnowflake - 16 CountJoaoNo ratings yet
- Trenó Natal - 16 CountDocument1 pageTrenó Natal - 16 CountJoaoNo ratings yet
- Pecan PieDocument3 pagesPecan PieJoaoNo ratings yet
- UR P pdf157Document70 pagesUR P pdf157Isaac FloresNo ratings yet
- Farol 16 CountDocument1 pageFarol 16 CountJoaoNo ratings yet
- Home Sweet Home - 16 CountDocument1 pageHome Sweet Home - 16 CountJoaoNo ratings yet
- Loc55psc enDocument3 pagesLoc55psc enJoaoNo ratings yet
- KME CuNI Welding ProcedureDocument11 pagesKME CuNI Welding ProcedureJoaoNo ratings yet
- Water Leak From WindowsDocument1 pageWater Leak From WindowsJoaoNo ratings yet
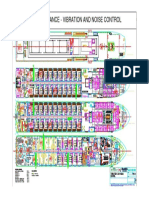
- Vibration and Noise ControlDocument1 pageVibration and Noise ControlJoaoNo ratings yet
- Lista Picagens Caixas de Mar C017 NDT USDocument1 pageLista Picagens Caixas de Mar C017 NDT USJoaoNo ratings yet
- STRAUB TM 072019 en LQ CPDocument128 pagesSTRAUB TM 072019 en LQ CPJoaoNo ratings yet
- Guide To Contamination StandardsDocument8 pagesGuide To Contamination StandardsCarlos MejíaNo ratings yet
- Urpul PDFDocument470 pagesUrpul PDFJoaoNo ratings yet
- Load Line DNV PDFDocument31 pagesLoad Line DNV PDFJoaoNo ratings yet
- Load Line DNV PDFDocument31 pagesLoad Line DNV PDFJoaoNo ratings yet
- LPA2 Analyser User GuideDocument72 pagesLPA2 Analyser User GuideJoaoNo ratings yet
- Class Key RoleDocument9 pagesClass Key RoleMohammed JassimNo ratings yet
- Cu Marine Catalogue 2018Document88 pagesCu Marine Catalogue 2018Raja RamNo ratings yet
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Racorduri Inel TaietorDocument113 pagesRacorduri Inel TaietorgcbitziNo ratings yet
- Essentials Guide Valves AW LR 06-12-11Document9 pagesEssentials Guide Valves AW LR 06-12-11ruriaNo ratings yet
- Pid Legend PDFDocument1 pagePid Legend PDFSocMed Dtk UI0% (1)
- PAS Rudiments PDFDocument2 pagesPAS Rudiments PDFBoris Andres Rodríguez VillateNo ratings yet
- A Masters Guide To Ships Piping 2 ND EditionDocument42 pagesA Masters Guide To Ships Piping 2 ND EditionMoe LattNo ratings yet
- Asnt MT Level II Q&A's (1994)Document23 pagesAsnt MT Level II Q&A's (1994)JoaoNo ratings yet
- Kamus PerkapalanDocument0 pagesKamus Perkapalanmustain_henyNo ratings yet
- Cunifer Alloy Treatment MaintenanceDocument2 pagesCunifer Alloy Treatment MaintenanceElia MoraNo ratings yet
- Kamus PerkapalanDocument0 pagesKamus Perkapalanmustain_henyNo ratings yet
- Effect of Blast Loading On CFRP-Retrofitted RC Columns - A Numerical StudyDocument27 pagesEffect of Blast Loading On CFRP-Retrofitted RC Columns - A Numerical StudyYap Wen KhongNo ratings yet
- Pliotec hdt12 Technical Data Sheet PDFDocument3 pagesPliotec hdt12 Technical Data Sheet PDFNatalia RodriguezNo ratings yet
- IOGCA 2019 Conference Proceedings PDFDocument295 pagesIOGCA 2019 Conference Proceedings PDFadityamduttaNo ratings yet
- Potential Alkali Reactivity of Cement-Aggregate Combinations (Mortar-Bar Method)Document5 pagesPotential Alkali Reactivity of Cement-Aggregate Combinations (Mortar-Bar Method)Ahmed AbidNo ratings yet
- Analysis and Experimental Test of Electrical Characteristics On Bonding WireDocument21 pagesAnalysis and Experimental Test of Electrical Characteristics On Bonding WireCristian RoblesNo ratings yet
- Santoprene™ 101-64: Thermoplastic VulcanizateDocument4 pagesSantoprene™ 101-64: Thermoplastic VulcanizateMohitNo ratings yet
- Cairns Commando HP3 Fire Helmet Product Specification - enDocument5 pagesCairns Commando HP3 Fire Helmet Product Specification - enForum PompieriiNo ratings yet
- KEMELIX 3504X-LQ - (RB) : Safety Data SheetDocument9 pagesKEMELIX 3504X-LQ - (RB) : Safety Data SheetLuigi NicoraNo ratings yet
- Davies (1935) - Roman MinesDocument3 pagesDavies (1935) - Roman MinesGeorge TNo ratings yet
- BoilerDocument3 pagesBoilerTerry YongNo ratings yet
- Friction Spring Dampers For Seismic Protection: BITS PilaniDocument31 pagesFriction Spring Dampers For Seismic Protection: BITS Pilaniaayushi doshiNo ratings yet
- Msds Cacl2 AnhidratDocument5 pagesMsds Cacl2 AnhidratArfin FardiansyahNo ratings yet
- Chapter 20-The First Law of Thermodynamics: Multiple ChoiceDocument13 pagesChapter 20-The First Law of Thermodynamics: Multiple ChoiceJhajha AlboniaNo ratings yet
- Upvc SWR Pipes PDFDocument7 pagesUpvc SWR Pipes PDFalmig200No ratings yet
- Pemisahan Katoda AnodaDocument11 pagesPemisahan Katoda AnodaHamdi Zae malikNo ratings yet
- Model Question Paper: Fifth Semester B.E. Degree ExaminationDocument3 pagesModel Question Paper: Fifth Semester B.E. Degree ExaminationPCT 19AE04 Sivakumar. KNo ratings yet
- Unit 1 PPT Ocn With ProblemsDocument81 pagesUnit 1 PPT Ocn With Problems4113 PAVITHRA KNo ratings yet
- NA To Sls en 1993-5Document14 pagesNA To Sls en 1993-5Shan Sandaruwan AbeywardeneNo ratings yet
- ASTM F 467m-03aDocument9 pagesASTM F 467m-03aJORGE ARTURO TORIBIO HUERTANo ratings yet
- Machine Design by E.L. WallaceDocument186 pagesMachine Design by E.L. Wallacenavodit14No ratings yet
- Durco BTV-2000 Valve: Lined Chemical Service ValvesDocument12 pagesDurco BTV-2000 Valve: Lined Chemical Service Valveskagasaw023No ratings yet
- G-GD-PRS 005 Annex 6 Risk Assessment Checklist For Technical Change TemplateDocument5 pagesG-GD-PRS 005 Annex 6 Risk Assessment Checklist For Technical Change TemplatePhụng LêNo ratings yet
- High Performance ConcreteDocument9 pagesHigh Performance ConcreteneivockNo ratings yet
- Tenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreDocument2 pagesTenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreiluvhuggiesNo ratings yet
- Sikaflex - 252: Structural AdhesiveDocument3 pagesSikaflex - 252: Structural AdhesiveRicusNo ratings yet
- Railway Acts, Codes and Manuals GuideDocument29 pagesRailway Acts, Codes and Manuals GuideuttamNo ratings yet
- Stage 2 BOQDocument19 pagesStage 2 BOQFadi DeebNo ratings yet
- Foreign Object Damage Uneven Wear Normal Wear: Radial and Bias TiresDocument1 pageForeign Object Damage Uneven Wear Normal Wear: Radial and Bias Tireshpulido33_390009144100% (1)
- Jam Cemistry QuestionDocument9 pagesJam Cemistry QuestionPrasad AlexNo ratings yet
- UPP Piping Install-Small PDFDocument12 pagesUPP Piping Install-Small PDFsk lukoNo ratings yet