You might also like
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Shot Blasting Efect On Stainless Steel PDFDocument54 pagesShot Blasting Efect On Stainless Steel PDFlistiodjoeNo ratings yet
- Difference Between A T4 and T6 Aluminum Heat Treatment ProcedureDocument1 pageDifference Between A T4 and T6 Aluminum Heat Treatment Proceduredshine2010No ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- 3.shot BlastingDocument12 pages3.shot BlastingVaibhav Vithoba Naik100% (1)
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Shot Blasting Machine CatalogueDocument21 pagesShot Blasting Machine Cataloguemarketing7051No ratings yet
- Cold ForgingDocument12 pagesCold Forgingkasana100% (1)
- Repairing Cement Lining in PipesDocument4 pagesRepairing Cement Lining in Pipestoni blaireNo ratings yet
- Challenges Faced in Precision ForgingDocument39 pagesChallenges Faced in Precision ForgingHardikNo ratings yet
- Cairo University Metallurgy Lecture on Metal Drawing ProcessDocument20 pagesCairo University Metallurgy Lecture on Metal Drawing Processيوسف عادل حسانينNo ratings yet
- MSI DC 01 FosecoDocument4 pagesMSI DC 01 FosecoVivek Shrivastava100% (1)
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous XClYkdKyNo ratings yet
- Rugged Forging Presses Guide High Production, Close Tolerance ForgingsDocument17 pagesRugged Forging Presses Guide High Production, Close Tolerance ForgingsAbdulsalam100% (2)
- HSM and CRM RollsDocument9 pagesHSM and CRM Rollssatish_trivediNo ratings yet
- Die Casting Heat Treatment Process To Increase Strength Part 2Document6 pagesDie Casting Heat Treatment Process To Increase Strength Part 2itslowNo ratings yet
- Centrifugal CastingDocument15 pagesCentrifugal CastingRaman NathNo ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- DFM Guidebook Welding Design Guidelines Issue XVIIDocument10 pagesDFM Guidebook Welding Design Guidelines Issue XVIIdavid.ripNo ratings yet
- UNIT 3 Ferrous and Non Ferrous MetalsDocument68 pagesUNIT 3 Ferrous and Non Ferrous MetalsAmutha PSGRKCWNo ratings yet
- Repairing A Crack in CastingDocument2 pagesRepairing A Crack in CastingpriaNo ratings yet
- Processes.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingDocument12 pagesProcesses.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingAnderson MontalvoNo ratings yet
- Die Casting MethodDocument26 pagesDie Casting MethodEr Mishal GandhiNo ratings yet
- A PPT On NBC TrainingDocument17 pagesA PPT On NBC Traininggourav_nama_2150% (2)
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Design ParametersDocument25 pagesDesign ParametersNagaraj RaviNo ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- Heat Treatment DefectsDocument13 pagesHeat Treatment DefectsAbu HurairaNo ratings yet
- Forging Machines and Automated Upsetters BrochureDocument16 pagesForging Machines and Automated Upsetters BrochurecelectricNo ratings yet
- Specification for ShacklesDocument13 pagesSpecification for ShacklesRajendran NairNo ratings yet
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- Lecture - 9 Fettling and Casting DefectsDocument43 pagesLecture - 9 Fettling and Casting DefectsSara KiNo ratings yet
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- ASTM A36/A36M Standard Specification For Carbon Structural SteelDocument4 pagesASTM A36/A36M Standard Specification For Carbon Structural SteeliuliamicutNo ratings yet
- Primary and Secondary Manufacturing ProcessesDocument53 pagesPrimary and Secondary Manufacturing ProcessesSenthilKumar SubramanianNo ratings yet
- Projection WeldingDocument23 pagesProjection WeldingFernandoNo ratings yet
- Is 1570 7Document18 pagesIs 1570 7Raj K Sharma100% (1)
- HSMM Overview Rel 2 0Document29 pagesHSMM Overview Rel 2 0Satpal SinghNo ratings yet
- Strut Channel Roll Forming Machine SpecsDocument7 pagesStrut Channel Roll Forming Machine SpecsIkram SarghiniNo ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- DefectsDocument51 pagesDefectsCollege BoysNo ratings yet
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Document5 pagesTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- Chapter 1 Powder Metallurgy - JRJDocument99 pagesChapter 1 Powder Metallurgy - JRJK. K. TUTORIALS TECH CLUB100% (1)
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument33 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- Some Questions With Answers 2Document21 pagesSome Questions With Answers 2RAMAKANT RANANo ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Shot Blasting Is A Rapid, Environment Friendly, CostDocument10 pagesShot Blasting Is A Rapid, Environment Friendly, CostSulfikar SalimNo ratings yet
- Die Casting ReportDocument11 pagesDie Casting ReportFaria KhanNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Shot Blasting MachineDocument1 pageShot Blasting MachineKarthi KeyanNo ratings yet
- Nozzle Design and Material in Abrasive Jet Machining Process - A ReviewDocument9 pagesNozzle Design and Material in Abrasive Jet Machining Process - A ReviewRajiv RanjanNo ratings yet
- Surface PreparationDocument13 pagesSurface PreparationelangorengaNo ratings yet
- Interview with owners of Kirana stores in BallariDocument11 pagesInterview with owners of Kirana stores in BallariDinesh DhaipulleNo ratings yet
- Mechanical Properties DataDocument3 pagesMechanical Properties DataDinesh DhaipulleNo ratings yet
- Chemical Test ReportDocument2 pagesChemical Test ReportDinesh DhaipulleNo ratings yet
- Microstructure & Mechanical Characterization of Modified Aluminium 6061Document14 pagesMicrostructure & Mechanical Characterization of Modified Aluminium 6061Dinesh DhaipulleNo ratings yet
- Downhole Tools HDD Brochure ENDocument2 pagesDownhole Tools HDD Brochure ENuriNo ratings yet
- Designing Joints and Pressure VesselsDocument2 pagesDesigning Joints and Pressure Vesselssutha_me200982820% (1)
- DTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Document12 pagesDTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Auto DiagNo ratings yet
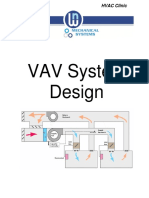
- VAV System Design GuideDocument35 pagesVAV System Design Guide123john123No ratings yet
- Robot Dynamics & Inverse KinematicsDocument88 pagesRobot Dynamics & Inverse KinematicsasprillaNo ratings yet
- Vortex Care & SafetyDocument37 pagesVortex Care & SafetyRodel FadroganeNo ratings yet
- VM 3156 Eriez Feeder Model HS46 HS66 IOMDocument12 pagesVM 3156 Eriez Feeder Model HS46 HS66 IOMMaintenanceNo ratings yet
- Dt466e Wiring SchematicDocument2 pagesDt466e Wiring SchematicAntonio Palomo18% (17)
- Kirchhoff's Laws Experiment AnalysisDocument5 pagesKirchhoff's Laws Experiment AnalysisMohsin Iqbal Department of Electrical EngineeringNo ratings yet
- Workshop II ManualDocument76 pagesWorkshop II Manualzelalem walie100% (1)
- Run-Up Test: FI-37240 Linnavuori, Nokia FinlandDocument4 pagesRun-Up Test: FI-37240 Linnavuori, Nokia FinlandGaston SosaNo ratings yet
- Third Quarter-Module 4: Week 4Document11 pagesThird Quarter-Module 4: Week 4SHERLA PERENANo ratings yet
- Combustion of FuelDocument16 pagesCombustion of FuelRizuanul Arefin EmonNo ratings yet
- MDS1525Document5 pagesMDS1525mirandowebsNo ratings yet
- AD-II NEW QB FinalDocument79 pagesAD-II NEW QB Finalblack legNo ratings yet
- QC Engr CV PDFDocument5 pagesQC Engr CV PDFMuthazhagan SaravananNo ratings yet
- JSW Energy Ltd Performance Test of Unit 4 in Nozzle and Throttle ModesDocument6 pagesJSW Energy Ltd Performance Test of Unit 4 in Nozzle and Throttle ModesAnkur DasNo ratings yet
- System Analysis of Toyota Motor CorporationDocument36 pagesSystem Analysis of Toyota Motor CorporationKen AllisonNo ratings yet
- Electronic Devices and CircuitsDocument2 pagesElectronic Devices and CircuitsKing AshokNo ratings yet
- Optimization of Piping Layout With Respect To Pressure and Temperature Using Caeser-IiDocument6 pagesOptimization of Piping Layout With Respect To Pressure and Temperature Using Caeser-IichabibNo ratings yet
- Fabrication and Performance Analysis of Tesla TurbineDocument13 pagesFabrication and Performance Analysis of Tesla TurbineAmal ShajiNo ratings yet
- K. Arputharaju, Assistant Executive Engineer / Operation, Basin Bridge Gas Turbine Power Station, TANGEDCO, TNEB LTD., Chennai - 600 012Document20 pagesK. Arputharaju, Assistant Executive Engineer / Operation, Basin Bridge Gas Turbine Power Station, TANGEDCO, TNEB LTD., Chennai - 600 012navi_0403No ratings yet
- Cre S16Document4 pagesCre S16vikas patheNo ratings yet
- List of Training Material NeedidDocument3 pagesList of Training Material NeedidChristian MakandeNo ratings yet
- Installation, Operation and Maintenance Instructions: Penberthy Model Tme MixerDocument4 pagesInstallation, Operation and Maintenance Instructions: Penberthy Model Tme MixerGuillermo MartinezNo ratings yet
- Plate Heat Exchanger Design & Application GuideDocument56 pagesPlate Heat Exchanger Design & Application GuidefelitosegundoNo ratings yet
- Almera n16 Europa Idx-K9kDocument6 pagesAlmera n16 Europa Idx-K9kMARK llNo ratings yet
- Insulation Regulation Summary (English) - v2Document3 pagesInsulation Regulation Summary (English) - v2Rahul DivakaranNo ratings yet
- Caterpillar Tier T4Document14 pagesCaterpillar Tier T4Juan AsarcadoNo ratings yet
- 5054 w22 QP 11 PDFDocument16 pages5054 w22 QP 11 PDFAbdullahNo ratings yet