You might also like
- MT Level IIDocument13 pagesMT Level IIidealparrot89% (19)
- Pts Painting 2017Document67 pagesPts Painting 2017Faiz IshakNo ratings yet
- Laut ProcedureDocument33 pagesLaut ProcedureGoutam Kumar DebNo ratings yet
- SOP02 - F26 - R00 Pipe Stringing Report 1Document12 pagesSOP02 - F26 - R00 Pipe Stringing Report 1Faiz IshakNo ratings yet
- Contract Provison of Hook-Up and Commisioning of Petronas Carigali For YEAR 2012-2018Document6 pagesContract Provison of Hook-Up and Commisioning of Petronas Carigali For YEAR 2012-2018Faiz IshakNo ratings yet
- RPT Dunia Sains Dan Teknologi Tahun 1Document2 pagesRPT Dunia Sains Dan Teknologi Tahun 1Faiz IshakNo ratings yet
- Curriculum Vitae - Evie Aisyah Arum PDFDocument6 pagesCurriculum Vitae - Evie Aisyah Arum PDFFaiz IshakNo ratings yet
- Petra Resources SDN BHD: Samarang Turnaround 2020Document9 pagesPetra Resources SDN BHD: Samarang Turnaround 2020Faiz IshakNo ratings yet
- 20160923033345270Document1 page20160923033345270Faiz IshakNo ratings yet
- 28 AUGUST 2020 - Onshore Fabrication Progress Status (MCM)Document649 pages28 AUGUST 2020 - Onshore Fabrication Progress Status (MCM)Faiz IshakNo ratings yet
- Increased welding defect analysisDocument6 pagesIncreased welding defect analysisFaiz IshakNo ratings yet
- (W38) Welding Defect Analysis (20170922)Document5 pages(W38) Welding Defect Analysis (20170922)Faiz IshakNo ratings yet
- CSWIP 3.1 Short Notes (Mindmap)Document27 pagesCSWIP 3.1 Short Notes (Mindmap)Faiz IshakNo ratings yet
- F&AE 2FabricationPlanningDocument59 pagesF&AE 2FabricationPlanningFaiz IshakNo ratings yet
- Msds CA 508xuc 36 enDocument10 pagesMsds CA 508xuc 36 enFaiz IshakNo ratings yet
- InTra Supervisor List 2017-2018!1!290917Document115 pagesInTra Supervisor List 2017-2018!1!290917Faiz IshakNo ratings yet
- TOFD Full Notes PDFDocument80 pagesTOFD Full Notes PDFFaiz IshakNo ratings yet
- Inspection & Test Plan (ITP) / Manufacturing Process Quality Plan (MPQP)Document26 pagesInspection & Test Plan (ITP) / Manufacturing Process Quality Plan (MPQP)Rakesh RanjanNo ratings yet
- F&AE 8Safety&Health PDFDocument25 pagesF&AE 8Safety&Health PDFFaiz IshakNo ratings yet
- F&AE 7RepairWeldingDocument13 pagesF&AE 7RepairWeldingFaiz IshakNo ratings yet
- Welding Quality Management System (QMSDocument103 pagesWelding Quality Management System (QMSFaiz IshakNo ratings yet
- The Contribution of 5S Towards Total Quality Management in the Marine IndustryDocument131 pagesThe Contribution of 5S Towards Total Quality Management in the Marine IndustryFaiz IshakNo ratings yet
- F&AE 8Safety&Health PDFDocument25 pagesF&AE 8Safety&Health PDFFaiz IshakNo ratings yet
- Precautions for Semi-Automatic and Automatic WeldingDocument8 pagesPrecautions for Semi-Automatic and Automatic WeldingFaiz IshakNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Cswip3 150401024756 Conversion Gate01Document8 pagesCswip3 150401024756 Conversion Gate01Joseph PeterNo ratings yet
- Qualitative On The Factors Influencing Industrial Supply Vessel ConstructionDocument107 pagesQualitative On The Factors Influencing Industrial Supply Vessel ConstructionFaiz IshakNo ratings yet
- Tofd SUHAIRYDocument4 pagesTofd SUHAIRYFaiz IshakNo ratings yet
- Latest Internship Opportunities from Top CompaniesDocument108 pagesLatest Internship Opportunities from Top CompaniesFaiz IshakNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Properties of Skeletal MuscleDocument72 pagesProperties of Skeletal MuscleAakash GohilNo ratings yet
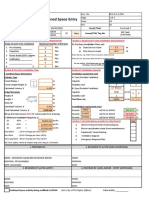
- Ventilation Plan For Confined Space EntryDocument9 pagesVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- BHCC Peri 5c Jyps - MK Classroom Toilet (Pending To Sign by Moe) - Removed - RemovedDocument8 pagesBHCC Peri 5c Jyps - MK Classroom Toilet (Pending To Sign by Moe) - Removed - RemovedrajavelNo ratings yet
- Legal Opinion WritingDocument53 pagesLegal Opinion WritingBenedict AnicetNo ratings yet
- FormatCARS KAAUH Alqahtani 106Document8 pagesFormatCARS KAAUH Alqahtani 106ZEYNONo ratings yet
- Qc-Sop-0 - Drilling of PoleDocument7 pagesQc-Sop-0 - Drilling of PoleAmeerHamzaWarraichNo ratings yet
- Design Stress and FatigueDocument30 pagesDesign Stress and FatigueAshok DargarNo ratings yet
- Idea of CultureDocument28 pagesIdea of CultureGustavo Dias VallejoNo ratings yet
- PreviewpdfDocument50 pagesPreviewpdfMarcosGouvea100% (1)
- Flaechendicht k435 de 0216 0 Eng ScreenDocument2 pagesFlaechendicht k435 de 0216 0 Eng ScreenAlexandru IonescuNo ratings yet
- Functional Molecular Engineering Hierarchical Pore-Interface Based On TD-Kinetic Synergy Strategy For Efficient CO2 Capture and SeparationDocument10 pagesFunctional Molecular Engineering Hierarchical Pore-Interface Based On TD-Kinetic Synergy Strategy For Efficient CO2 Capture and SeparationAnanthakishnanNo ratings yet
- Solar Panel Cleaning System Design and DevelopmentDocument4 pagesSolar Panel Cleaning System Design and DevelopmentMohammed safarulla HNo ratings yet
- PPST OrientationDocument66 pagesPPST OrientationRaymund Dagdag100% (1)
- Starting and Configuring Crontab in CygwinDocument2 pagesStarting and Configuring Crontab in CygwinSamir BenakliNo ratings yet
- Emp Unit-1 Communication SkillsDocument14 pagesEmp Unit-1 Communication SkillsSaraswathi GopalNo ratings yet
- LD Lab ManualDocument92 pagesLD Lab ManualSunil BegumpurNo ratings yet
- Matlab 8Document6 pagesMatlab 8Robert RoigNo ratings yet
- Decision Tree Classifier On Private DataDocument8 pagesDecision Tree Classifier On Private DataBianca RodriguesNo ratings yet
- FSR & FST First Stage Regulator: Maintenance Manual FOR Authorised TechniciansDocument23 pagesFSR & FST First Stage Regulator: Maintenance Manual FOR Authorised TechniciansпавелNo ratings yet
- E-Governance in KeralaDocument10 pagesE-Governance in KeralaRahmath SafeenaNo ratings yet
- OhmDocument15 pagesOhmRhonnel Manatad Alburo88% (17)
- A Simple Method To Transfer The SelectedDocument2 pagesA Simple Method To Transfer The SelectedrekabiNo ratings yet
- AS-9100-Rev-D Internal-Audit-Checklist SampleDocument4 pagesAS-9100-Rev-D Internal-Audit-Checklist Samplesaifulramli69No ratings yet
- Eco Schools Action PlanDocument1 pageEco Schools Action PlanJohnty GreentoesNo ratings yet
- Geometric Design of Highways for Optimal Traffic FlowDocument123 pagesGeometric Design of Highways for Optimal Traffic FlowGadisa TeferaNo ratings yet
- Laptop Power SequenceDocument16 pagesLaptop Power SequenceDelwar Hossain90% (10)
- Industrial Visit Report - 08 09 2018Document11 pagesIndustrial Visit Report - 08 09 2018HARIKRISHNA MNo ratings yet
- Causal Inference For The Brave and True - Causal Inference For The Brave and TrueDocument2 pagesCausal Inference For The Brave and True - Causal Inference For The Brave and TrueVkook ForeverNo ratings yet
- Slit LampDocument20 pagesSlit LampTricia Gladys SoRiano80% (5)
- Features Description: LT3598 6-String 30ma LED Driver With 1.5% Current MatchingDocument24 pagesFeatures Description: LT3598 6-String 30ma LED Driver With 1.5% Current MatchingMick Thomson RcNo ratings yet