You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PayrollBatchLoader v4Document158 pagesPayrollBatchLoader v4MaheshNo ratings yet
- Engineering Journal::Review On Cold Rolling Mill Roll DeformationDocument8 pagesEngineering Journal::Review On Cold Rolling Mill Roll DeformationEngineering JournalNo ratings yet
- Grinding Polishing: Kiesow Dr. BrinkmannDocument36 pagesGrinding Polishing: Kiesow Dr. BrinkmannChoice OrganoNo ratings yet
- Andreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.Document12 pagesAndreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.beast mickeyNo ratings yet
- Chemical BondingDocument27 pagesChemical BondingSachin Kumar50% (2)
- DSTV Channel PublicDocument3 pagesDSTV Channel PublicCalvin MulaudziNo ratings yet
- Panduit Electrical CatalogDocument1,040 pagesPanduit Electrical CatalognumnummoNo ratings yet
- Eurotrace Installation Instructions: Installation On A PipeDocument6 pagesEurotrace Installation Instructions: Installation On A PipeNicolas150956No ratings yet
- V33500 TVDocument2 pagesV33500 TVgoriath-fxNo ratings yet
- SamplesDocument14 pagesSamplesSanjayNo ratings yet
- Rail Mechanical PropertiesDocument46 pagesRail Mechanical PropertiesAGnes Stephani MuntheNo ratings yet
- Roof Manual p10Document1 pageRoof Manual p10AllistairNo ratings yet
- PLC Programming Case Study For Hydraulic PositioniDocument6 pagesPLC Programming Case Study For Hydraulic PositioniDicky DarmawanNo ratings yet
- Need and Future of Electronics and Automation inDocument21 pagesNeed and Future of Electronics and Automation inAjay Kumar VermaNo ratings yet
- Technical Reference Options and Adapters Volume 1 Apr84Document501 pagesTechnical Reference Options and Adapters Volume 1 Apr84kgrhoadsNo ratings yet
- 06668967Document10 pages06668967PECMURUGANNo ratings yet
- Ratings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsDocument2 pagesRatings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsJIM CAMPBELL100% (1)
- Euro Tempered Glass Industries Corp. - Company ProfileDocument18 pagesEuro Tempered Glass Industries Corp. - Company Profileunited harvest corpNo ratings yet
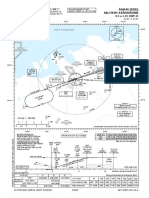
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 pageI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeNo ratings yet
- Flapper Diverter Valve BrochureDocument4 pagesFlapper Diverter Valve BrochureRicardo Ramírez ZapataNo ratings yet
- Tone ReportDocument58 pagesTone ReportchuchisNo ratings yet
- RE14092021Document2 pagesRE14092021francis puthuserilNo ratings yet
- HandRail Specsgf For CfvdrfsDocument3 pagesHandRail Specsgf For CfvdrfsTarek TarekNo ratings yet
- AR15.40-P-5032TA Remove/install Alternator 4.2.09 Engine 648.961 in MODEL 211.023 /223 /026 /226Document2 pagesAR15.40-P-5032TA Remove/install Alternator 4.2.09 Engine 648.961 in MODEL 211.023 /223 /026 /226Stefan AdrianNo ratings yet
- Ammendement No.1 - List of Approved VendorsDocument3 pagesAmmendement No.1 - List of Approved VendorsLakhwant Singh KhalsaNo ratings yet
- Flying Qualities CriteriaDocument24 pagesFlying Qualities CriteriajoereisNo ratings yet
- QC of Continuous Flight Auger PilesDocument1 pageQC of Continuous Flight Auger Pilesnischal_babuNo ratings yet
- Ericsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsDocument18 pagesEricsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsmohammedelrabeiNo ratings yet
- Financial Auditor Job DescriptionDocument8 pagesFinancial Auditor Job Descriptionfinancemanagement702No ratings yet
- Boiling MechanismDocument16 pagesBoiling MechanismherawanadifNo ratings yet