You might also like
- JD 6020 Diagnostics PDFDocument1,496 pagesJD 6020 Diagnostics PDFjwd100% (8)
- Profile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaDocument13 pagesProfile Sections and Molded Parts Made From Elastomers (EPDM) in The Body AreaNagarajan DS100% (1)
- World RefineryDocument8 pagesWorld RefineryshakNo ratings yet
- Pyrolysis of Waste Tires, A Modeling and Parameter Estimation Study Using Aspen Plus PDFDocument12 pagesPyrolysis of Waste Tires, A Modeling and Parameter Estimation Study Using Aspen Plus PDFJosé Miguel GonzálezNo ratings yet
- Sait - Admission ApplicationDocument2 pagesSait - Admission ApplicationshakNo ratings yet
- Barbicide MsdsDocument3 pagesBarbicide MsdstudorcerneaNo ratings yet
- Fan Lub CFM56-7 - HandbookDocument44 pagesFan Lub CFM56-7 - HandbookANDRANo ratings yet
- Artificial Lift Systems and The 5 P's - HalliburtonDocument6 pagesArtificial Lift Systems and The 5 P's - HalliburtonjoreliNo ratings yet
- Computer Aided Simulation of Multiple Effect Evaporator For Concentration of Caustic Soda SolutionDocument11 pagesComputer Aided Simulation of Multiple Effect Evaporator For Concentration of Caustic Soda SolutionRahul PatilNo ratings yet
- Modelling and Economic Analysis of A Crude Oil Distillation System Using Aspen HYSYSDocument16 pagesModelling and Economic Analysis of A Crude Oil Distillation System Using Aspen HYSYSEdunjobi TundeNo ratings yet
- Spray DryerDocument21 pagesSpray Dryersundhar100% (3)
- JCHPS 40 Chandarraja 177-182Document6 pagesJCHPS 40 Chandarraja 177-182Azza M. ElnenaeyNo ratings yet
- Crude DistillationDocument6 pagesCrude DistillationNag RajNo ratings yet
- Lampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareDocument11 pagesLampiran Jurnal Process Simulation and Optimization of Crude Oil Stabilization Scheme Using Aspen Hysys SoftwareKevinNo ratings yet
- AbstractDocument11 pagesAbstracthisyer11No ratings yet
- Biomass Simulator 3 MatlabDocument11 pagesBiomass Simulator 3 MatlablovedorikNo ratings yet
- Venturi PDFDocument13 pagesVenturi PDFCarlos LoorNo ratings yet
- Simulation Study of Technical and Feasible Gas Lift PerformanceDocument24 pagesSimulation Study of Technical and Feasible Gas Lift PerformanceTorryNo ratings yet
- Two Examples of Steady State Simulation With HYSYS atDocument6 pagesTwo Examples of Steady State Simulation With HYSYS atRolando Enrique Zelada MuñozNo ratings yet
- Steady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using ASPEN HYSYSDocument12 pagesSteady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using ASPEN HYSYSAli AlmajedNo ratings yet
- Condensate Fractionation Column: Design Variation Study by SimulationDocument1 pageCondensate Fractionation Column: Design Variation Study by SimulationHoang NamNo ratings yet
- 4-PV3 EvaporatorDocument21 pages4-PV3 EvaporatorIshega AdamNo ratings yet
- Application of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsDocument14 pagesApplication of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsAbbas AlkhudafiNo ratings yet
- Co2 CompressorDocument9 pagesCo2 CompressorManthanNo ratings yet
- Studying Effect of Feed Vapor Fraction On Consumption Energy in Distillation ProcessDocument5 pagesStudying Effect of Feed Vapor Fraction On Consumption Energy in Distillation ProcessStive BrackNo ratings yet
- Modelling and Optimization of The Gas and Condensate Process Facilities in The Gas PlantDocument20 pagesModelling and Optimization of The Gas and Condensate Process Facilities in The Gas PlantsabirNo ratings yet
- 63vural GurselDocument6 pages63vural GurselCatlinhbk08No ratings yet
- OTC-24703-MS A Simulation Approach For Optimization of Gas Lift Performance and Multi-Well Networking in An Egyptian Oil FieldDocument14 pagesOTC-24703-MS A Simulation Approach For Optimization of Gas Lift Performance and Multi-Well Networking in An Egyptian Oil FieldBagga BasheerNo ratings yet
- Simulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyDocument10 pagesSimulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyMaria Camila Ortiz SarmientoNo ratings yet
- Simulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyDocument10 pagesSimulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyRuben MaciasNo ratings yet
- Using Evaporative Cooling Methods For Improving PeDocument14 pagesUsing Evaporative Cooling Methods For Improving PeDiaa GobranNo ratings yet
- Optimizing A Hydrofoil For Industrial UseDocument10 pagesOptimizing A Hydrofoil For Industrial UsepavijayaNo ratings yet
- Exergy and Economic Analyses of Crude Oil Distillation UnitDocument12 pagesExergy and Economic Analyses of Crude Oil Distillation UnitBang BiNo ratings yet
- Easjecs 39 196-204c Dyohe9tDocument9 pagesEasjecs 39 196-204c Dyohe9tAmira KamalNo ratings yet
- Energy Intgration For CrackingDocument9 pagesEnergy Intgration For Cracking441103042No ratings yet
- SPE 130768 Multi-Field Asset Integrated Optimization BenchmarkDocument19 pagesSPE 130768 Multi-Field Asset Integrated Optimization BenchmarkIndo UtamaNo ratings yet
- CFD Simulation With Experimental Validation of Oil-Water Core-Annular Flows Through Venturi and Nozzle Flow MetersDocument13 pagesCFD Simulation With Experimental Validation of Oil-Water Core-Annular Flows Through Venturi and Nozzle Flow MetersEnivaldo BarbosaNo ratings yet
- Pchemeng 2020 107020Document11 pagesPchemeng 2020 107020gauravNo ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALNo ratings yet
- Major Unit DesignDocument32 pagesMajor Unit DesignFunmilayo Salaja Fatokun0% (1)
- Development and Validation of A Comprehensive Two-Zone Model For Combustion and Emissions Formation in A DI Diesel EngineDocument29 pagesDevelopment and Validation of A Comprehensive Two-Zone Model For Combustion and Emissions Formation in A DI Diesel EngineNapoleon MpNo ratings yet
- Dynamic Simulation and Control: Application To Atmospheric Distillation Unit of Crude Oil RefineryDocument6 pagesDynamic Simulation and Control: Application To Atmospheric Distillation Unit of Crude Oil RefineryAhmed Mohamed KhalilNo ratings yet
- Performance Enhancement of Vapor Recompression Heat PumpDocument11 pagesPerformance Enhancement of Vapor Recompression Heat PumpForcus onNo ratings yet
- Equilibrium Model SEPPUR PDFDocument7 pagesEquilibrium Model SEPPUR PDFTalha AfzalNo ratings yet
- Che413 Fluid Mechanics For Chemical Engineers: Group AssignmentDocument9 pagesChe413 Fluid Mechanics For Chemical Engineers: Group AssignmentfaizfaizNo ratings yet
- Energy: Olivier Dumont, Antoine Parthoens, R Emi Dickes, Vincent LemortDocument9 pagesEnergy: Olivier Dumont, Antoine Parthoens, R Emi Dickes, Vincent LemortCHELIN_2305No ratings yet
- Centrifugal Pellet DryerDocument12 pagesCentrifugal Pellet DryerMadiha ZaimuriNo ratings yet
- Improving The Energy Efficiency of Traditional Multi-Stage Steam-Jet-Ejector Vacuum Systems For Deodorizing Edible OilsDocument7 pagesImproving The Energy Efficiency of Traditional Multi-Stage Steam-Jet-Ejector Vacuum Systems For Deodorizing Edible OilsSyed Zubair AkhterNo ratings yet
- Analysis of The Thermal Efficiency For A Steam Injection Process Applied To A Thin Heavy Oil Reservoir From The Northeast of BrazilDocument12 pagesAnalysis of The Thermal Efficiency For A Steam Injection Process Applied To A Thin Heavy Oil Reservoir From The Northeast of BrazilNavneet SinghNo ratings yet
- Waste Management: Hamza Y. Ismail, Ali Abbas, Fouad Azizi, Joseph ZeaiterDocument12 pagesWaste Management: Hamza Y. Ismail, Ali Abbas, Fouad Azizi, Joseph ZeaiterJuan Martin Castro AlonsoNo ratings yet
- Dynamic Simulation and Process Design Analysis of Syngas Purification and The Utilization of Gas PermeationDocument8 pagesDynamic Simulation and Process Design Analysis of Syngas Purification and The Utilization of Gas PermeationIJRASETPublicationsNo ratings yet
- CO2 Capture From Flue Gas Using MEADocument9 pagesCO2 Capture From Flue Gas Using MEAbozhao.zjuNo ratings yet
- Bildea, 2017Document10 pagesBildea, 2017AnaNo ratings yet
- Experimental Investigation of Vapour Absorption Refrigeration Cycle For Automobile Cabin CoolingDocument8 pagesExperimental Investigation of Vapour Absorption Refrigeration Cycle For Automobile Cabin CoolingShahzaib Anwar OffNo ratings yet
- Fischer 2013Document7 pagesFischer 2013sukanyagggNo ratings yet
- ASPEN-HYSYS Simulation of Natural Gas PRDocument7 pagesASPEN-HYSYS Simulation of Natural Gas PRM Afif HidayatNo ratings yet
- PerfoEvaluation CentrifugalCompressor WetComprDocument0 pagesPerfoEvaluation CentrifugalCompressor WetComprHussain NouriNo ratings yet
- Real-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysisDocument12 pagesReal-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysiscamartinezriNo ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- Analysis and Simulation of An Industrial Vegetable Oil Refining ProcessDocument12 pagesAnalysis and Simulation of An Industrial Vegetable Oil Refining ProcessBamrung SungnoenNo ratings yet
- Lightnin: Fermentation: Critical Process Phenomena and New Technology Developments That Affect Yield and ProductivityDocument6 pagesLightnin: Fermentation: Critical Process Phenomena and New Technology Developments That Affect Yield and ProductivityAkash PagareNo ratings yet
- ORC Process Simulator SelectionDocument6 pagesORC Process Simulator Selectionivan a gargurevich100% (1)
- Tzempelikos D. Et Al - Airflow Patterns in A Laboratory Batch-Type, Tray Air Dryer - Ic-Scce2012 - ProceedingsDocument10 pagesTzempelikos D. Et Al - Airflow Patterns in A Laboratory Batch-Type, Tray Air Dryer - Ic-Scce2012 - ProceedingsAndronikos FiliosNo ratings yet
- Accepted Manuscript: Separation and Purification TechnologyDocument36 pagesAccepted Manuscript: Separation and Purification Technologyeti apriyantiNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- The Noise in Your Ears: Facts About TinnitusDocument3 pagesThe Noise in Your Ears: Facts About TinnitusshakNo ratings yet
- Tank TerminalDocument2 pagesTank TerminalshakNo ratings yet
- Mahindra Scorpio AccessoryDocument2 pagesMahindra Scorpio AccessoryshakNo ratings yet
- Question AnswersDocument40 pagesQuestion AnswersameyasjoshiNo ratings yet
- RefDocument4 pagesRefshakNo ratings yet
- SulphurDocument1 pageSulphurshakNo ratings yet
- Rro-N1/63 115: Government of India Ministry of Railways Railway BoardDocument14 pagesRro-N1/63 115: Government of India Ministry of Railways Railway BoardshakNo ratings yet
- InternationalDocument1 pageInternationalshakNo ratings yet
- Question AnswersDocument40 pagesQuestion AnswersameyasjoshiNo ratings yet
- PETE203 FinalDocument3 pagesPETE203 FinalshakNo ratings yet
- B P - Petrophysical Reservoir EvaluationDocument42 pagesB P - Petrophysical Reservoir Evaluationmejiasid100% (5)
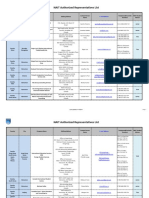
- NAIT Authorized Representatives List November 16 2011Document5 pagesNAIT Authorized Representatives List November 16 2011shakNo ratings yet
- PETE201 FinalDocument3 pagesPETE201 FinalshakNo ratings yet
- NPTEL - NOC - SPOC To Apply For Scholarship Before July 23rd 2015Document3 pagesNPTEL - NOC - SPOC To Apply For Scholarship Before July 23rd 2015vedhhNo ratings yet
- Program FeeDocument1 pageProgram FeeshakNo ratings yet
- PLATINUMPIDControlSimulator AppNoteDocument2 pagesPLATINUMPIDControlSimulator AppNoteshak100% (1)
- PRPP 2013 Refinig DisDocument8 pagesPRPP 2013 Refinig DisMohamadMostafaviNo ratings yet
- Tps Fundamentals Process Control For Plant OperationDocument1 pageTps Fundamentals Process Control For Plant OperationshakNo ratings yet
- Hays 1204734 PDFDocument36 pagesHays 1204734 PDFshakNo ratings yet
- Chapter 15 1-12-05Document43 pagesChapter 15 1-12-05shakNo ratings yet
- MathalbertaDocument16 pagesMathalbertashakNo ratings yet
- Process Operations Support Guide For Foundation Level 1 and Level 2 2Document25 pagesProcess Operations Support Guide For Foundation Level 1 and Level 2 2shakNo ratings yet
- KLM Advanced Process ControlDocument6 pagesKLM Advanced Process ControlshakNo ratings yet
- New AcademicDocument263 pagesNew AcademicshakNo ratings yet
- Jáchym Vohryzek-IOL AlbenaDocument23 pagesJáchym Vohryzek-IOL AlbenashakNo ratings yet
- Operator Training and Simulation Fundamentals Distillation OperationDocument2 pagesOperator Training and Simulation Fundamentals Distillation OperationshakNo ratings yet
- KLM Brouchures TrainingRev3Document5 pagesKLM Brouchures TrainingRev3shakNo ratings yet
- 10 Thermal TechnologyDocument97 pages10 Thermal TechnologyNguyenHuanNo ratings yet
- Isi BukuDocument183 pagesIsi BukuHayat Hamzah DawiNo ratings yet
- Protanal® SP5H Alginate Blend - FMC CorporationDocument10 pagesProtanal® SP5H Alginate Blend - FMC CorporationAlex OkunNo ratings yet
- Conservation Equations and Modeling of Chemical and Biochemical ProcessesDocument650 pagesConservation Equations and Modeling of Chemical and Biochemical ProcessesArman BasmacıoğluNo ratings yet
- Unit 3: Aldehydes and Ketones: EngageDocument10 pagesUnit 3: Aldehydes and Ketones: Engagejerome timmangoNo ratings yet
- Intro AzoDyeDocument2 pagesIntro AzoDyejammNo ratings yet
- A Guide For Tank InspectionDocument10 pagesA Guide For Tank InspectionAmer Y KNo ratings yet
- METALS Structured Questions and Worked SolutionsDocument9 pagesMETALS Structured Questions and Worked SolutionsYoviNo ratings yet
- Lamb Meat NutritionDocument3 pagesLamb Meat NutritionMuhammad MuhsininNo ratings yet
- Introduction To Surface EngineeringDocument31 pagesIntroduction To Surface Engineeringlogeshboy007No ratings yet
- Fill Rite Series 5200 Piston Hand Pump OIPMDocument8 pagesFill Rite Series 5200 Piston Hand Pump OIPMElmeri Fidel Gomez AriasNo ratings yet
- Arthrex Starfish ™ Scope Rotation Attachment Insert Manual: 950-0036-01 Revision 0 08/2020Document36 pagesArthrex Starfish ™ Scope Rotation Attachment Insert Manual: 950-0036-01 Revision 0 08/2020eliaNo ratings yet
- Carbon Structural Steel: Standardspecification ForDocument4 pagesCarbon Structural Steel: Standardspecification ForlinaNo ratings yet
- Group #4: September 25, 2019Document5 pagesGroup #4: September 25, 2019MIKAYLA ELAINE P. DELA CRUZNo ratings yet
- Chapter 13 - Normalization Tutorial: Branchno Branchaddress TelnosDocument2 pagesChapter 13 - Normalization Tutorial: Branchno Branchaddress TelnosMoms Diva Diva DivaNo ratings yet
- 393Document8 pages393Ram MohanNo ratings yet
- RP12E Toc PDFDocument10 pagesRP12E Toc PDF황산악No ratings yet
- Chemical and MSDS RegisterDocument5 pagesChemical and MSDS RegisterRhen HalfferzrheinsNo ratings yet
- Remazol Ultra RGB Feb 2010Document23 pagesRemazol Ultra RGB Feb 2010rauftextile0% (2)
- The Calorific Value of A Fuel Is TheDocument4 pagesThe Calorific Value of A Fuel Is TheRana PrathapNo ratings yet
- Geas FinalDocument489 pagesGeas FinalroselleNo ratings yet
- Fischer Esterification of Benzyl AcetateDocument3 pagesFischer Esterification of Benzyl AcetateMarjory CastilloNo ratings yet
- Chapter-1 Ishida2011Document79 pagesChapter-1 Ishida2011sasidharkanthetiNo ratings yet
- Samsung Floor Standing Heat PumpDocument1 pageSamsung Floor Standing Heat Pumpe-ComfortUSA100% (1)
- Prria MemoDocument4 pagesPrria MemoRebecca C. LewisNo ratings yet