Professional Documents
Culture Documents
Asme V Art 8
Uploaded by
ndt_inspectorOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Asme V Art 8
Uploaded by
ndt_inspectorCopyright:
Available Formats
ARTICLE 8
EDDY CURRENT EXAMINATION
OF TUBULAR PRODUCTS
T-810 SCOPE TABLE T-823
REQUIREMENTS OF AN EDDY CURRENT
(a) This Article describes the method to be used when EXAMINATION PROCEDURE
performing eddy current examination of seamless copper,
Non-
copper alloy, and other nonferromagnetic tubular prod- Essential Essential
ucts. The method conforms substantially with the follow- Requirement (As Applicable) Variable Variable
ing Standard listed in Article 26 and reproduced in
Frequency(s) X
Subsection B:
Mode (Differential/Absolute) X
SE-243 Electromagnetic (Eddy Current) Testing of Minimum Fill Factor X
Seamless Copper and Copper-Alloy Heat Exchanger and Probe Type X
Condenser Tubes. Maximum Scanning Speed X
Scanning Technique (Automatic/Manual) X
(b) The requirements of Article 1, General Require-
Material being examined X
ments, also apply when eddy current examination, in Material Size/Dimensions X
accordance with Article 8, is required by a referencing Reference Standard X
Code Section. Equipment Manufacturer/Model X
(c) Definitions of terms for eddy current examination Scanning Equipment/Fixtures X
Data Recording Equipment X
appear in Article 1, Appendix I, Subsection B, Article Cabling (Type and Length) X
30 and Mandatory Appendix IV of this Article. Acquisition Software X
Analysis Software X
T-820 GENERAL
T-821 Performance T-823 Procedure
Tubes may be examined at the finish size, after the T-823.1 Requirments. Eddy current or other electo-
final anneal or heat treatment, or at the finish size, prior magnetic examinations shall be performed in accordance
to the final anneal or heat treatment, unless otherwise with a written procedure, which shall, as a minimum
agreed upon between the supplier and the purchaser. The contain the requirements listed in Table T-823. The writ-
procedure shall be qualified by demonstrating detection ten procedure shall establish a single value, or range of
of discontinuities of a size equal to or smaller than those values, for each requirement.
in the reference specimen described in T-833. Indications T-823.2 Procedure Qualification. When procedure
equal to or greater than those considered reportable by the qualification is specified, a change of a requirement in
procedure shall be processed in accordance with T-880. Table T-823 identified as an essential variable from the
specified value, or range of values, shall require requali-
T-822 Personnel Requirements fication of the written procedure. Where a range is speci-
fied for an essential variable, the bounding values of the
The user of this Article shall be responsible for range shall be qualified by demonstration. A change of
assigning qualified personnel to perform eddy current a requirement identified as a nonessential variable from
examinations to the requirements of this Article. Person- the specified value, or range of values, does not require
nel performing examinations shall be qualified as required requalification of the written procedure. All changes of
by the referencing Code Section. essential or nonessential variables from the value, or
124
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
T-823.2 ARTICLE 8 EDDY CURRENT EXAMINATION OF TUBULAR PRODUCTS T-870
range of values, specified by the written procedure shall (e) additional information as necessary to permit
require revision of, or an addendum to, the written pro- retesting
cedure.
T-850 TECHNIQUE
T-830 EQUIPMENT Specific techniques may include special probe or coil
Equipment shall consist of electronic apparatus capable designs, electronics, calibration standards, analytical alg-
of energizing the test coil or probes with alternating cur- orithims and/or display software. Techniques, such as
rents of suitable frequencies and shall be capable of sens- channel mixes, may be used as necessary to suppress
ing the changes in the electromagnetic properties of the signals produced at the ends of tubes. Such techniques
material. Output produced by this equipment may be shall be in accordance with requirements of the referenc-
processed so as to actuate signaling devices and/or to ing Code Section.
record examination data.
T-860 CALIBRATION
T-831 Test Coils and Probes T-861 Performance Verification
Test coils or probes shall be capable of inducing alter- Performance of the examination equipment shall be
nating currents into the material and sensing changes in verified by the use of the reference specimen as follows:
the electromagnetic characteristics of the material. Test (a) As specified in the written procedure:
coils should be selected to provide the highest practical
(1) at the beginning of each production run of a
fill factor.
given diameter and thickness of a given material;
(2) at the end of the production run;
T-832 Scanners (3) at any time that malfunctioning is suspected.
Equipment used should be designed to maintain the (b) If, during calibration or verification, it is deter-
material concentric within the coil, or to keep the probe mined that the examination equipment is not functioning
centered within the tube and to minimize vibration during properly, all of the product tested since the last calibration
scanning. Maximum scanning speeds shall be based on or verification shall be re-examined.
the equipments data acquisition frequency response or (c) When requalification of the written procedure as
digitizing rate, as applicable. required in T-823.2.
T-862 Calibration of Equipment
T-833 Reference Specimen
(a) Frequency of Calibration. Eddy current instrumen-
The reference specimen material shall be processed in
tation shall be calibrated at least once a year, or whenever
the same manner as the product being examined. It shall
the equipment has been subjected to a major electronic
be the same nominal size and material type (chemical
repair, periodic overhaul, or damage. If equipment has
composition and product form) as the tube being exam-
not been in use for a year or more, calibration shall be
ined. Ideally, the specimen should be a part of the material
done prior to use.
being examined. Unless specified in the referencing Code
(b) Documentation. A tag or other form of documenta-
Section, the reference discontinuities shall be transverse
tion shall be attached to the eddy current equipment with
notches or drilled holes as described in Standard Practice
dates of the calibration and calibration due date.
SE-243, Section 7, Calibration Standards.
T-870 EXAMINATION
T-840 REQUIREMENTS
T-841 Procedure Requirements Tubes are examined by passing through an encircling
coil, or past a probe coil with the apparatus set up in
A written procedure, when required according to T- accordance with the written procedure. Signals produced
150, shall include at least the following: by the examination are processed and evaluated. Data
(a) frequency may be recorded for post-examination analysis or stored
(b) type of coil or probe (e.g., differential coil) for archival purposes in accordance with the procedure.
(c) type of material and sizes to which applicable Outputs resulting from the evaluation may be used to
(d) reference specimen notch or hole size mark and/or separate tubes.
125
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
T-880 2004 SECTION V T-892
T-880 EVALUATION (f) scanning speed
Evaluation of examination results for acceptance shall (g) examination procedure number and revision
be as specified in the written procedure and in accordance (h) calibration standard and serial number
with the referencing Code Section. (i) identity of examination personnel, and, when
required by the referencing Code Section, qualification
level
T-890 DOCUMENTATION
(j) date of inspection
T-891 Examination Reports
(k) list of acceptable material
A report of the examination shall contain the following (l) date and time of qualification
information:
(m) results of requalification (as applicable)
(a) tube material specification, diameter, and wall
thickness condition
(b) coil or probe manufacturer, size and type T-892 Documentation of Performance
(c) mode of operation (absolute, differential, etc.) Demonstration
(d) examination frequency or frequencies
(e) manufacturer, model, and serial number of eddy When required by the referencing Code Section, per-
current equipment formance demonstrations shall be documented.
126
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8
MANDATORY APPENDICES
APPENDIX I EDDY CURRENT equipment has been overhauled or repaired as a result of
EXAMINATION METHOD FOR malfunction or damage.
INSTALLED NONFERROMAGNETIC
HEAT EXCHANGER TUBING I-850 TECHNIQUE
I-800 INTRODUCTION Single frequency or multiple frequency techniques are
I-810 SCOPE permitted for this examination. Upon selection of the
test frequency(s) and after completion of calibration, the
This Appendix defines the eddy current (ET) examina- probe shall be inserted into the tube where it is extended
tion method and equipment requirements applicable to or positioned to the region of interest. Resulting eddy
installed nonferromagnetic heat exchanger tubing. When current signals at each of the individual frequencies shall
specified by the referencing Code Section, the eddy cur- be recorded for review, analysis, and final disposition.
rent techniques described in this Appendix shall be used.
The methods and techniques described in this Appendix
are intended to detect and quantify degradation in the I-860 CALIBRATION
tubing. I-861 Calibration Tube Standards
The calibration tube standard shall be manufactured
from a length of tubing of the same nominal size and
I-820 GENERAL REQUIREMENTS material type (chemical composition and product form)
(a) The basis frequency ET examination is required as that to be examined in the vessel. The intent of this
and shall be done in accordance with I-862. reference standard is to establish and verify system
(b) The requirements for test equipment and examina- response. The standard shall contain calibration disconti-
tion procedures shall be in accordance with I-830. nuities as follows.
(c) Calibrations shall be done in accordance with (a) A single hole drilled 100% through the wall 0.052
I-860. in. (1.3 mm) diameter for 34 in. (19 mm) O.D. tubing
(d) Examination shall be done in accordance with and smaller and 0.067 in. (1.7 mm) diameter for larger
I-870. tubing.
(b) Four flat bottom holes, 316 in. (5 mm) diameter,
spaced 90 deg. apart in a single plane around the tube
circumference, 20% through the tube wall from the O.D.
I-830 EQUIPMENT
(c) A 116 in. (1.5 mm) wide, 360 deg circumferential
Eddy current nondestructive testing equipment capable groove, 10% through from the inner tube surface
of operation in the differential mode or the absolute mode, (optional).
or both, shall be used for this examination. A device for (d) All calibration discontinuities shall be spaced so
recording data, real time, in a format suitable for evalua- that they can be identified from each other and from the
tion and for archival storage, shall be provided when end of the tube.
required by the referencing Code Section. (e) Each standard shall be identified by a serial
number.
(f) The depth of the calibration discontinuities, at their
I-831 Frequency of Calibration
center, shall be accurate to within 20% of the specified
Electronic instrumentation of the eddy current system depth or 0.003 in. (0.08 mm), whichever is smaller. All
shall be calibrated at least once a year or whenever the other dimensions shall be accurate to 0.010 in. (0.25 mm).
127
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
I-861 2004 SECTION V I-862
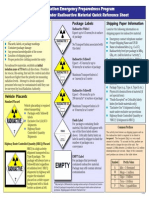
FIG. I-862-1 TYPICAL SIGNAL RESPONSE FROM A FIG. I-862-2 TYPICAL SIGNAL RESPONSE FROM A
PROPERLY CALIBRATED DIFFERENTIAL BOBBIN PROPERLY CALIBRATED ABSOLUTE BOBBIN COIL
COIL PROBE SYSTEM PROBE SYSTEM
(g) The dimensions of the calibration discontinuities (3) The sensitivity shall be adjusted to produce a
and the applicable ET system response shall become part minimum peak-to-peak signal from the four 20% flat
of the permanent record of the standard. bottom holes of 30% of the full scale horizontal presenta-
tion with the oscilloscope sensitivity set at 1 V per
division.
I-862 Basis Frequency1 Calibration (4) Adjust the phase or rotation control so that the
Procedure signal response due to probe motion, or the 10% deep
The examination system shall be calibrated utilizing circumferential inside diameter groove, or both, is posi-
the standard described in I-861. tioned along the horizontal axis of the display 5 deg.
(a) Basis Frequency Calibration Using Differential The responses from the calibration holes shall be main-
Bobbin Coil Technique tained as described in (a)(1), (2), and (3) above.
(1) Adjust the ET instrument for a basis frequency (b) Basis Frequency Calibration Using Absolute Bob-
chosen so that the phase angle of a signal from the four bin Coil Technique
20% flat bottom holes is between 50 deg. and 120 deg. (1) Adjust the ET instrument for a basis frequency
rotated clockwise from the signal of the through-the-wall so that the phase angle between a line drawn from the
hole (Fig. I-862-1). origin to the tip of the response from the through-the-
(2) The trace display for the four 20% flat bottom wall hole and the horizontal axis is approximately 40
holes shall be generated, when pulling the probe, in the deg. The phase angle formed by a line drawn from the
directions illustrated in Fig. I-862-1: down and to the left origin to the tip of the response of the four 20% flat
first, followed by an upward motion to the right, followed bottom holes and the through-the-wall response line is
by a downward motion returning to the point of origin. between 50 deg. and 120 deg. (see Fig. I-862-2).
(2) The sensitivity shall be adjusted to produce a
minimum origin-to-peak signal from the four 20% flat
1
The basis frequency is that test frequency selected for the examination bottom holes of 30% of the full scale horizontal presenta-
which provides responses from the 20% flat bottom holes and the 100%
through-the-wall hole references in the calibration tube standard that tion with the oscilloscope sensitivity set at 1 V per
have a phase angle difference between 50 deg and 120 deg. division.
128
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
I-862 ARTICLE 8 MANDATORY APPENDICES I-865
(3) Adjust the phase or rotation control so that the (c) Should the system be found to be out of calibration
signal response due to probe rotation, or the 10% deep (as defined in I-862) the equipment shall be recalibrated.
circumferential inside diameter groove, or both, is posi- The recalibration shall be noted on the recording. The
tioned along the horizontal axis of the display 5 deg. data analyst shall determine which tubes, if any, shall be
The response of the calibration reference shall be main- re-examined.
tained as described in (b)(1) and (2) above.
(4) The response may be rotated to the upper quad-
rants of the display at the option and convenience of the I-865 Correlation of Signals to Estimate
operator. Depth of Discontinuities
(5) Repeat withdrawing the probe through the cali- The depth of discontinuities is primarily shown by the
bration tube standard at the probe speed selected for phase angle of the ET signal they produce. A relationship
the examination. Record the responses of the applicable of reference comparator depths versus signal phase angle
calibration discontinuities. Ascertain that they are clearly shall be developed for the examination being performed
indicated by the instrument and are distinguishable from (see Fig. I-865-1). The following reference comparators
each other as well as from probe motion signals. may be used.
(a) The reference comparators shall be manufactured
from a length of tubing of the same nominal size (diameter
I-863 Auxiliary Frequency(s) Calibration
and wall thickness) and material (chemical composition
Procedure
and product form) as the tubes being examined.
(a) Auxiliary frequency(s) may be used to examine the (b) The reference comparators may be flat bottom
tube wall. Reference standards other than that specified holes drilled to varying depths.
in I-861 may be used to establish examination specific (c) The drilled holes in the calibration standard (see
sensitivity settings and an impedance plane phase ref- I-861) may be used to establish this relationship where
erence. additional depths are required.
(b) Auxiliary frequency(s) may be combined (mixed) (d) The tolerance for the dimensions of the flat bottom
with the basis frequency or with each other for extraneous holes shall be the same as those specified for the calibra-
variable suppression. When auxiliary frequency(s) are tion tube standards [see I-861(g)].
combined with the basis frequency for extraneous vari- (e) Except for the holes specified in (f)(1) below, all
able suppression, the basis frequency shall meet the references shall be far enough apart to avoid interference
requirements of I-862. between signals.
(c) Reference standards simulating the extraneous (f) When drilled holes are used, the dimensions shall
variables shall be used to establish mixing parameters. be as follows:
Auxiliary frequency response to the extraneous variable (1) four flat bottom drill holes, 316 in. (5 mm) diame-
reference standard, or basis frequency response to the ter, 20% through the wall [same as the calibration tube
extraneous variable reference standard, or both, shall be standard (b) in I-861(b)];
a part of the calibration record. (2) one flat bottom drill hole, 316 in. (5 mm) in
(d) Repeat withdrawing the probe through the calibra- diameter 40% through the wall from the outside
tion standard at the probe speed selected for examination. surface;
Record the auxiliary frequency response of the applicable (3) one flat bottom drill hole, 764 in. (2.8 mm) in
reference discontinuities. diameter 60% through the wall from the outside
(e) The basis frequency and auxiliary frequencies shall surface;
be recorded. (4) one flat bottom drill hole, 564 in. (2.0 mm) in
diameter 80% through the wall from the outside
surface;
I-864 Calibration Confirmation
(5) one through-the-wall drill hole [same as the cali-
(a) Calibration shall include the complete ET exami- bration tube standard in I-861(a)].
nation system. Any change of probe, extension cables, (g) Other reference comparators may be used, pro-
ET instrument, recording instruments, or any other parts vided that they can be demonstrated to be comparable to
of the ET examination system hardware shall require the intended discontinuity to be evaluated.
recalibration. (h) Signal amplitude may be used to estimate depth
(b) The system calibration hardware shall be con- for defects, which exhibit a known regularity in their
firmed as required by the referencing Code Section. growth history. Standards representative of the defect
129
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
I-865 2004 SECTION V I-891
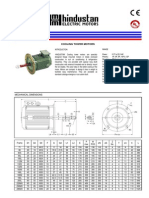
FIG. I-865-1 PHASE ANGLE vs FLAW DEPTH INCONEL TUBE, 400 kHz (TYPICAL 0.050 in. WALL TUBE)
shall be used to generate an amplitude versus depth cali- I-890 DOCUMENTATION
bration curve.
I-891 Procedure Requirements
When required by the referencing Code Section, Eddy
I-870 EXAMINATION Current (ET) examinations shall be performed in accor-
I-871 General dance with a written procedure. Each procedure shall
include at least the following information:
Data shall be recorded as the probe traverses the tube.
(a) tube material, diameter, and wall thickness;
(b) size and type of probes;
I-872 Probe Speed (c) mode of operation (differential or absolute or both);
The nominal probe speed during examination shall not (d) examination frequency or frequencies;
exceed 14 in. /s (350 mm/s). Higher probe speeds may (e) manufacturer and model of ET equipment;
be used if system frequency response and sensitivity to (f) scanning speed during examination;
the applicable calibration standards described in I-861 (g) examination technique, i.e., hand probe, mecha-
can be demonstrated. nized probe drive, remote control fixture, etc.;
(h) calibration procedure and calibration tube stan-
dards;
I-880 EVALUATION
(i) data recording equipment and procedures;
I-881 General (j) procedure for interpretation of results;
The evaluation of examination data shall be made in (k) additional information as necessary to describe the
accordance with the referencing Code Section. examination.
130
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8
MANDATORY APPENDICES
APPENDIX II EDDY CURRENT (i) procedure for analysis of examination results and
EXAMINATION OF applicable criteria for reportable indications;
NONFERROMAGNETIC HEAT (j) procedure for reporting examination results, e.g.,
EXCHANGER TUBING 3 digit codes or reference points;
(k) personnel requirements;
II-810 SCOPE (l) fixture location verification.
This Appendix provides the requirements for bobbin II-820.1.2 Personnel Requirements. Nondestruc-
coil, multifrequency, multiparameter, Eddy Current tive examination personnel shall be qualified in accor-
examination for nonferromagnetic heat exchanger tubing. dance with the requirements of the referencing Code
Section.
II-820 GENERAL
This Appendix also provides the methodology for II-830 EQUIPMENT
examining nonferromagnetic, heat exchanger tubing II-830.1 Data Acquisition System
using the eddy current method and bobbin coil technique. II-830.1.1 General System Requirements
By scanning the tubing from the boreside, information (a) The eddy current instrument shall have the capabil-
will be obtained from which the condition of the tubing ity of generating multiple frequencies simultaneously or
will be determined. Scanning is generally performed with multiplexed and be capable of multiparameter signal com-
a bobbin coil attached to a flexible shaft driven by a bination. In the selection of frequencies, consideration
motorized device. Results are obtained by evaluating data shall be given to optimizing flaw detection and character-
recorded during scanning. ization.
II-820.1 General Requirements (b) The outputs from the eddy current instrument shall
provide phase and amplitude information.
II-820.1.1 Procedure Requirements. Examina-
tions shall be conducted in accordance with a written (c) The eddy current equipment shall be capable of
procedure. Each procedure shall include the following detecting and recording dimensional changes, metallurgi-
information: cal changes and foreign material deposits, and responses
from flaws originating on either tube wall surface.
(a) tube material, diameter and wall thickness;
(b) size and type of probes, including manufacturers II-830.2 Analog Data Acquisition System
name, description or part number, and length of probe II-830.2.1 Eddy Current Instrument
and probe extension cables; (a) The frequency response of the outputs from the
(c) examination frequencies; eddy current instrument shall be constant within 2% of
(d) manufacturer and model of eddy current full scale from dc to Fmax, where Fmax (Hz) is equal to
equipment; 10 (Hz-in. /s) [0.4 (Hz-mm /s)] times maximum probe
(e) scanning direction and speed during examination travel speed (in. /sec) (mm /s).
(insertion, retraction, or both from inlet or outlet end); (b) Eddy current signals shall be displayed as two-
(f) inspection technique, e.g., hand probe, mechanized dimensional patterns by use of an X-Y storage oscillo-
probe driven, remote control fixture; scope or equivalent.
(g) description of calibration procedure and calibration (c) The frequency response of the instrument output
standards; shall be constant within 2% of the input value from dc
(h) description of data recording equipment and proce- to Fmax, where Fmax (Hz) is equal to 10 (Hz-in. /s) [0.4
dures; (Hz-mm /s)] times maximum probe travel speed.
131
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
II-830.2.2 2004 SECTION V II-830.7.1
II-830.2.2 Magnetic Tape Recorder (c) The recording system shall have a minimum reso-
(a) The magnetic tape recorder shall be capable of lution of 12 bits per data point.
recording and playing back eddy current signal data from II-830.4 Bobbin Coils
all test frequencies and shall have voice logging capa-
II-830.4.1 General Requirements
bility.
(a) Bobbin coils shall be able to detect calibration
(b) The frequency response of the magnetic tape
standard discontinuities.
recorder outputs shall be constant within 10% of the
(b) Bobbin coils shall have sufficient bandwidth for
input value from dc to Fmax, where Fmax (Hz) is equal to
operating frequencies selected for flaw detection and
10 (Hz-in. /s) [0.4 (Hz-mm /s)] times maximum probe
sizing.
travel speed.
(c) Signal reproducibility from input to output shall II-830.5 Data Analysis System
be within 5%. II-830.5.1 General System Requirements
II-830.2.3 Strip Chart Recorder (a) The data analysis system shall be capable of dis-
(a) Strip chart recorders used during the examination playing eddy current signal data from all test frequencies.
shall have at least 2 channels. (b) The system shall have multiparameter mixing
(b) The frequency response of the strip chart recorder capability.
shall be constant within 20% of full scale from dc to (c) The system shall be capable of maintaining the
Fmax, where Fmax (Hz) is equal to 10 (Hz-s /in.) [0.4 (Hz- identification of each tube recorded.
s /mm)] times maximum probe travel speed. (d) The system shall be capable of measuring phase
angles in increments of one degree or less.
II-830.3 Digital Data Acquisition System (e) The system shall be capable of measuring ampli-
II-830.3.1 Eddy Current Instrument tudes to the nearest 0.1 volt.
(a) At the scanning speed to be used, the sampling
II-830.6 Analog Data Analysis System
rate of the instrument shall result in a minimum digitizing
rate of 30 samples per in. (25 mm) of examined tubing, II-830.6.1 Display. Eddy current signals shall be
using dr p sr /ss, where dr is the digitizing rate in samples displayed as Lissajous patterns by use of an X-Y storage
per in., sr is the sampling rate in samples per sec or Hz, display oscilloscope or equivalent. The frequency
and ss is the scanning speed in in. per sec. response of the display device shall be constant within
(b) The digital eddy current instrument shall have a 2% of the input value from dc to Fmax, where Fmax (Hz)
minimum resolution of 12 bits per data point. is equal to 10 (Hz-in. /s) [0.4 (Hz-mm /s)] times maximum
(c) The frequency response of the outputs of analog probe travel speed.
portions of the eddy current instrument shall be constant II-830.6.2 Recording System
within 2% of the input value from dc to Fmax, where (a) The magnetic tape recorder shall be capable of
Fmax (Hz) is equal to 10 (Hz-in. /s) [0.4 (Hz-mm /s)] times playing back the recorded data.
maximum probe travel speed. (b) The frequency response of the magnetic tape
(d) The display shall be selectable so that the examina- recorder outputs shall be constant within 10% of the
tion frequency or mixed frequencies can be presented as input value from dc to Fmax, where Fmax (Hz) is equal to
a Lissajous pattern. 10 (Hz-in. /s) [0.4 (Hz-mm/s)] times maximum probe
(e) The Lissajous display shall have a minimum reso- travel speed (in. /s) (mm /s).
lution of 7 bits full scale. (c) Signal reproducibility input to output shall be
(f) The strip chart display shall be capable of dis- within 5%.
playing at least 2 traces. II-830.7 Digital Data Analysis System
(g) The strip chart display shall be selectable so either II-830.7.1 Display
the X or Y component can be displayed. (a) The analysis display shall be capable of presenting
(h) The strip chart display shall have a minimum reso- recorded eddy current signal data and text information.
lution of 6 bits full scale. (b) The analysis system shall have a minimum resolu-
II-830.3.2 Recording System tion of 12 bits per data point.
(a) The recording system shall be capable of recording (c) The Lissajous pattern display shall have a mini-
and playing back all acquired eddy current signal data mum resolution of 7 bits full scale.
from all test frequencies. (d) The strip chart display shall be selectable so either
(b) The recording system shall be capable of recording the X or Y component of any examination frequency or
and playing back text information. mixed frequencies can be displayed.
132
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
II-830.7.1 ARTICLE 8 MANDATORY APPENDICES II-860.2.2
(e) The strip chart display shall have a minimum reso- (b) The vertical and horizontal linearity of the cathode
lution of 6 bits full scale. ray tube (CRT) display shall be within 10% of the
II-830.7.2 Recording System deflection of the input voltage.
(a) The recording system shall be capable of playing (c) The CRT vertical and horizontal trace alignment
back all recorded eddy current signal data and text infor- shall be within 2 deg. of parallel to the graticule lines.
mation. (d) The ratio of the output voltage from the tape
(b) The recording system shall have a minimum reso- recorder shall be within 5% of the input voltage for
lution of 12 bits per data point. each channel of the tape recorder.
II-830.8 Hybrid Data Analysis System (e) The chart speed from the strip chart recorder shall
(a) For a hybrid system using both digital elements be within 5% of the indicated value.
and some analog elements, individual elements shall meet (f) Amplification for all channels of the eddy current
II-830.1 and either II-830.2 or II-830.3, as applicable. instrument shall be within 5% of the mean value, at all
(b) If analog to digital or digital to analog converters sensitivity settings, at any single frequency.
are used, the frequency response of the analog element (g) The two output channels of the eddy current instru-
outputs shall be constant within 5% of the input value ment shall be orthogonal within 3 deg. at the examina-
from dc to Fmax, where Fmax (Hz) is equal to 10 (Hz- tion frequency.
in. /s) [0.4 (Hz-mm /s)] times maximum probe travel II-860.1.2 Digital Equipment. Analog elements of
speed. digital equipment shall be calibrated in accordance with
II-860.1.1. Digital elements need not be calibrated.
II-840 REQUIREMENTS II-860.2 Calibration Standards
II-840.1 General Requirements
II-860.2.1 General Requirements. Calibration
(a) The eddy current signal data from all test frequen-
standards shall conform to the following:
cies shall be recorded on the recording media as the probe
traverses the tube. (a) Calibration standards shall be manufactured from
(b) The sensitivity for the differential bobbin coil tech- a tubing of the same material specification, same heat
nique shall be sufficient to produce a response from the treatment, and same nominal size as that to be examined
through-wall holes with a minimum vertical amplitude in the vessel.
of 50% of the full Lissajous display height. (b) Tubing calibration standard materials heat treated
differently from the tubing to be examined may be used
II-840.2 Probe Traverse Speed. The traverse speed when signal responses from the discontinuities described
shall not exceed that which provides adequate frequency in II-860.2.2 are demonstrated to the Inspector to be
response and sensitivity to the applicable calibration dis- equivalent in both the calibration standard and tubing of
continuities. the same heat treatment as the tubing to be examined.
II-840.3 Fixture Location Verification (c) As an alternative to (a) and (b), calibration stan-
(a) The ability of the fixture to locate specific tubes dards fabricated from UNS Alloy N06600 shall be manu-
shall be verified visually and recorded upon installation of factured from a length of tubing of the same material
the fixture and before relocating or removing the fixture. specification and same nominal size as that to be exam-
(b) When the performance of fixture location reveals ined in the vessel.
that an error has occurred in the recording of probe verifi- (d) Discontinuities in calibration standards shall be
cation location, the tubes examined since the previous spaced axially so they can be differentiated from each
location verification shall be re-examined. other and from the end of the tube. The as-built dimen-
II-840.4 Automated Data Screening System. When sions of the discontinuities and the applicable Eddy Cur-
automated eddy current data screening systems are used, rent equipment response shall become part of the
each system shall be qualified in accordance with a written permanent record of the standard.
procedure. II-860.2.2 Calibration Standards for Differential
and Absolute Bobbin Coil
II-860 CALIBRATION (a) Calibration standards shall contain:
II-860.1 Equipment Calibration (1) One or both through-wall holes as follows:
II-860.1.1 Analog Equipment (a) A 0.052 in. (1.3 mm) diameter hole for tubing
The following shall be verified by annual calibration. with diameters of 0.750 in. (19 mm) and less, or a 0.067
(a) The oscillator output frequency to the drive coil in. (1.70 mm) hole for tubing with diameters greater than
shall be within 5% of its indicated frequency. 0.750 in. (19 mm).
133
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
II-860.2.2 2004 SECTION V II-890.1.1
(b) Four holes spaced 90 deg. apart in a single and shall be distinguishable from each other as well as
plane around the tube circumference, 0.026 in. (0.65 mm) from probe motion signals.
diameter for tubing with diameters of 0.750 in. (19 mm)
II-860.4 Digital System Calibration. When the eddy
and less and 0.033 in. (0.83 mm) diameter for tubing
current examination information is digitized and recorded
with diameters greater than 0.750 in. (19 mm).
for off-line analysis and interpretation, the system calibra-
(2) A flat-bottom hole 0.109 in. (2.7 mm) diameter,
tion phase and amplitude settings shall be performed off-
60% through the tube wall from the outer surface.
line by the data analyst. Phase and amplitude settings
(3) A flat-bottom hole 316 in. (5 mm) diameter, 40% shall be such that the personnel acquiring the data can
through the tube wall from the outer surface. clearly discern that the eddy current instrument is working
(4) Four flat-bottom holes 316 in. (5 mm) diameter, properly.
spaced 90 deg. apart in a single plane around the tube
circumference, 20% through the tube wall from the outer II-860.4.1 System Calibration Verification
surface. (a) Calibration shall include the complete eddy current
(b) The depth of the artificial discontinuities, at their examination system. Any change of probe, extension
center, shall be within 20% of the specified depth or cables, eddy current instrument, recording instruments,
0.003 in. (0.08 mm), whichever is less. All other or any other parts of the eddy current examination system
dimensions shall be within 0.03 in. (0.8 mm). hardware shall require recalibration.
(c) All artificial discontinuities shall be sufficiently (b) System calibration verification shall be performed
separated to avoid interference between signals, except and recorded at the beginning and end of each unit of
for the holes specified in (a)(1)(b) and (a)(4). data storage of the recording media.
(c) Should the system be found to be out of calibration
II-860.3 Analog System Calibration (as defined in II-860.3), the equipment shall be recali-
II-860.3.1 Differential Bobbin Coil Technique brated. The recalibration shall be noted on the recording
(a) The sensitivity shall be adjusted to produce a mini- and the data analyst shall determine which tubes, if any,
mum peak-to-peak signal of 4 volts from the four 20% shall be reexamined.
flat-bottom holes or 6 volts from the four through-wall
drilled holes.
(b) The phase or rotation control shall be adjusted so II-880 EVALUATION
the signal response due to the through-wall hole forms II-880.1 Data Evaluation. Data shall be evaluated in
down and to the right first as the probe is withdrawn accordance with the requirements of this Article.
from the standard holding the signal response from the
II-880.2 Means of Determining Indication Depth.
probe motion horizontal.
For indication types that must be reported in terms of
(c) Withdraw the probe through the calibration stan-
depth, a means of correlating the indication depth with
dard at the nominal examination speed. Record the
the signal amplitude or phase shall be established. The
responses of the applicable calibration discontinuities.
means of correlating the signal amplitude or phase with
The responses shall be clearly indicated by the instrument
the indication depth shall be based on the basic calibration
and shall be distinguishable from each other as well as
standard or other representative standards that have been
from probe motion signals.
qualified. This shall be accomplished by using curves,
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
II-860.3.2 Absolute Bobbin Coil Technique tables, or software.
(a) The sensitivity shall be adjusted to produce a mini-
II-880.3 Frequencies Used for Data Evaluation. All
mum origin-to-peak signal of 2 volts from the four 20%
indications shall be evaluated. Indication types, which
flat-bottom holes or 3 volts from the four through-wall
must be reported, shall be characterized using the frequen-
drilled holes.
cies or frequency mixes that were qualified.
(b) Adjust the phase or rotation control so that the
signal response due to the through-wall hole forms up
and to the left as the probe is withdrawn from the standard
II-890 DOCUMENTATION
holding the signal response from the probe motion hori-
zontal. II-890.1 Reporting
(c) Withdraw the probe through the calibration stan- II-890.1.1 Criteria. Indications reported in accor-
dard at the nominal examination speed. Record the dance with the requirements of this Article shall be
responses of the applicable calibration discontinuities. described in terms of the following information, as a
The responses shall be clearly indicated by the instrument minimum:
134
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
II-890.1.1 ARTICLE 8 MANDATORY APPENDICES II-890.2.3
(a) location along the length of the tube and with (f) serial number of the calibration standard
respect to the support members (g) operators identification and certification level
(b) depth of the indication through the tube wall, when (h) examination frequencies
required by this Article (i) lengths of probe and probe extension cables
(c) signal amplitude (j) size and type of probes
(d) frequency or frequency mix from which the indica- (k) probe manufacturers name and manufacturers
tion was evaluated part number or probe description
II-890.1.2 Depth. The maximum evaluated depth
II-890.2.2 Tube Identification
of flaws shall be reported in terms of percentage of loss
(a) Each tube examined shall be identified on the appli-
of tube wall. When the loss of tube wall is determined
cable unit of data storage
by the analyst to be less than 20%, the exact percentage
(b) The method of recording the tube identification
of tube wall loss need not be recorded, i.e., the indication
shall correlate tube identification with corresponding rec-
may be reported as being less than 20%.
orded tube data.
II-890.1.3 Non-Quantifiable Indications. A non-
quantifiable indication is a reportable indication that can- II-890.2.3 Reporting
not be characterized. The indication shall be considered (a) The Owner or his agent shall prepare a report of
a flaw until otherwise resolved. the examinations performed. The report shall be prepared,
filed, and maintained in accordance with the referencing
II-890.1.4 Support Members
Code Section. Procedures and equipment used shall be
II-890.1.4.1 Location of Support Members.
identified sufficiently to permit comparison of the exami-
The location of support members used as reference points
nation results with new examination results run at a later
for the eddy current examination shall be verified by
date. This shall include initial calibration data for each
fabrication drawings or the use of a measurement tech-
eddy current examination system and subsequent
nique.
rechecks.
II-890.2 Records (b) The report shall include a record indicating the
II-890.2.1 Record Identification. The recording tubes examined (this may be marked on a tubesheet sketch
media shall contain the following information within each or drawing), any scanning limitations, the location and
unit of data storage: depth of each reported flaw, and the identification and
(a) owner certification level of the operators and data evaluators
(b) plant site that conducted each examination or part thereof.
(c) heat exchanger identification (c) Tubes that are to be repaired or removed from
(d) data storage unit number service, based on eddy current examination data, shall
(e) date of examination be identified.
135
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8
MANDATORY APPENDICES
APPENDIX III EDDY CURRENT III-850 TECHNIQUE
(ET) EXAMINATION ON COATED III-851 Coating Thickness Measurement
FERRITIC MATERIALS The performance of examinations shall be preceded
III-810 SCOPE by measurement of the coating thickness in the areas to
be examined. If the coating is nondconductive, an Eddy
(a) This Appendix provides the Eddy Current exami-
Current technique may be used to measure the coating
nation methodology and equipment requirements applica-
thickness. If the coating is conductive, a magnetic coating
ble for performing Eddy Current examination on coated
thickness technique may be used in accordance with
ferritic materials.
SD-1186. Coating thickness measurement shall be used
(b) Article 1, General Requirements, also applies when in accordance with the equipment manufacturers instruc-
Eddy Current examination of coated ferritic materials is tions. Coating thickness measurements shall be taken at
required. Requirements for written procedures, as speci- the intersections of a 2 in. (50 mm) maximum grid pattern
fied in Article 8, shall apply, as indicated. over the area to be examined. The thickness shall be the
(c) SD-1186, Standard Test Methods for Nondestruc- mean of three separate readings within 14 in. (6 mm) of
tive Measurement of Dry Film Thickness of Nonmagnetic each intersection.
Coatings Applied to a Ferrous Base, may be used to
develop a procedure for measuring the thickness of non-
magnetic and conductive coatings. III-852 Procedure Verification
(a) A qualification specimen is required. The material
used for the specimen shall be the same specification and
III-820 GENERAL heat treatment as the coated ferromagnetic material to be
III-821 Personnel Qualification examined. If a conductive primer was used on the material
to be examined, the primer thickness on the procedure
NDE personnel shall be qualified in accordance with qualification specimen shall be the maximum allowed on
the requirements of the referencing Code Section. the examination surfaces by the coating specification.
Plastic shim stock may be used to simulate nonconductive
III-822 Procedure coatings for procedure qualification. The thickness of the
coating or of the alternative plastic shim stock on the
The requirements of T-823 shall apply. The type of procedure qualification specimen shall be equal to or
coating and maximum coating thickness shall be essential greater than the maximum coating thickness measured
variables. on the examination surface.
(b) The qualification specimen shall include at least
III-823 Procedure Demonstration one crack. The length of the crack open to the surface
shall not exceed the allowable length for surface flaws.
The procedure shall be demonstrated to the satisfaction
The maximum crack depth in the base metal shall be
of the Inspector in accordance with requirements of the
between 0.020 and 0.040 in. (0.5 mm and 1.0 mm). In
referencing Code Section.
addition, if the area of interest includes weld metal, a
0.020 in. (0.5 mm) maximum depth crack is required in
an as-welded and coated surface typical of the welds to
III-830 EQUIPMENT
be examined. In lieu of a crack, a machined notch of 0.010
The ET system shall include phase and amplitude in. (0.25 mm) maximum width and 0.020 in. (0.5 mm)
display. maximum depth may be used in the as-welded surface.
136
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
III-852 ARTICLE 8 MANDATORY APPENDICES III-892
(c) Examine the qualification specimen first uncoated III-890 DOCUMENTATION
and then after coating to the maximum thickness to be III-891 Examination Report
qualified. Record the signal amplitudes from the qualifi-
cation flaws. The report of examination shall contain the following
information:
(d) Using the maximum scanning speed, the maximum
(a) a procedure identification and revision
scan index, and the scan pattern specified by the proce-
(b) examination personnel identity, and, when
dure, the procedure shall be demonstrated to consistently
required by the referencing Code Section, qualification
detect the qualification flaws through the maximum coat-
level
ing thickness regardless of flaw orientation (e.g., perpen-
(c) date of examination
dicular, parallel, or skewed to the scan direction). The
(d) results of examination and related sketches or maps
signal amplitude from each qualification flaw in the
of rejectable indications
coated qualification specimen shall be at least 50% of
(e) identification of part or component examined
the signal amplitude measured on the corresponding qual-
ification flaw prior to coating.
III-892 Performance Demonstration Report
Performance demonstrations shall be documented and
contain the following information:
III-870 EXAMINATION (a) identification of the procedure
(b) identification of personnel performing and wit-
(a) Prior to the examination, all loose, blistered, flak- nessing the qualification
ing, or peeling coating shall be removed from the exami- (c) descriptions and drawings or sketches of the quali-
nation area. fication specimen and calibration reference standards,
(b) When conducting examinations, areas of suspected including coating thickness measurement and flaw dimen-
flaw indications shall be confirmed by application of sions
another surface or volumetric examination method. It (d) calibration sensitivity details
may be necessary to remove the surface coating prior to (e) qualification results, including maximum coating
performing the other examination. thickness and flaws detected
137
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8
MANDATORY APPENDICES
APPENDIX IV GLOSSARY OF definitions, which are in addition to SE-1316 and are
TERMS FOR EDDY CURRENT Code specific.
EXAMINATION
IV-810 SCOPE IV-830 REQUIREMENTS
This Mandatory Appendix is used for the purpose of (a) The following SE-1316 terms are used in conjunc-
establishing standard terms and definitions of terms tion with this Article: absolute coil, differential coils,
related to Eddy Current examination, which appears in eddy current, eddy current testing, frequency, phase
Article 8. angle, probe coil, reference standard, standard.
(b) The following Code terms are used in conjunction
with this Article.
IV-820 GENERAL REQUIREMENTS bobbin coil for inspection of tubing, a bobbin coil
is defined as a circular inside diameter coil wound such
(a) This standard terminology for nondestructive that the coil is concentric with a tube during examination
examination ASTM E 1316 has been adopted by the text information information stored on the recording
Committee as SE-1316. media to support recorded eddy current data. Examples
(b) SE-1316 Section 6, Electromagnetic Testing, pro- include tube and steam generator identification, opera-
vides the definitions of terms listed in IV-830(a). tors name, date of examination, and results.
(c) For general terms, such as Interpretation, Flaw, unit of data storage each discrete physical recording
Discontinuity, Evaluation, etc., refer to Article 1, Manda- medium on which eddy current data and text information
tory Appendix I. are stored. Examples include tape cartridge, floppy
(d) Paragraph IV-830(b) provides a list of terms and disk, etc.
138
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8 04
MANDATORY APPENDICES
APPENDIX V EDDY CURRENT TABLE V-821
MEASUREMENT OF REQUIREMENTS OF AN EDDY CURRENT
EXAMINATION PROCEDURE FOR THE
NONCONDUCTIVE-NONMAGNETIC MEASUREMENT OF NONCONDUCTIVE-
COATING THICKNESS ON A NONMAGNETIC COATING
NONMAGNETIC METALLIC THICKNESS ON A METALLIC MATERIAL
MATERIAL Non-
Essential Essential
V-810 SCOPE
Requirement Variable Variable
This Appendix provides requirements for absolute sur-
Examination Frequency X
face probe measurement of nonconductive-nonmagnetic Absolute Mode X
coating thickness on a nonmagnetic metallatic material. Size and Probe Type(s), Manufacturers
Name and Description X
Substrate Material X
Equipment Manufacturer/Model X
V-820 GENERAL Cabling (Type and Length) X
Nonconductive Calibration Material
This Appendix provides a technique for measuring
(Nonconductive Shims) X
nonconductive-nonmagnetic coating thicknesses on a Personnel Qualification Requirements
nonmagnetic metallic substrate. The measurements are Unique to this Technique X
made with a surface probe with the lift-off calibrated for Reference to the Procedure
thickness from the surface of the test material. Various Qualification Records X
numbers of thickness measurements can be taken as the
probes spacing from the surface is measured. Measure-
ments can be made with various types of measurements.
V-822 Personnel Qualification
V-821 Written Procedure Requirements
Personnel qualification requirements shall be in accor-
V-821.1 Requirements. Eddy current examination dance with the referencing Code Section.
shall be performed in accordance with a written proce-
dure, which shall, as a minimum, contain requirements
listed in Table V-821. The written procedure shall estab- V-823 Procedure/Technique Demonstration
lish a single value, or range of values, for each
requirement. The procedure/technique shall be demonstrated to the
satisfaction of the Inspector in accordance with the
V-821.2 Procedure Qualification/Technique Vali- requirements of the referencing Code Section.
dation. When procedure qualification is specified, a
change of requirement in Table V-821 identified as an
essential variable shall require requalification of written
V-830 EQUIPMENT
procedure by demonstration. A change of a requirement
identified as a nonessential variable, does not require The eddy current instrument may have a storage type
requalification of the written procedure. All changes of display for phase and amplitude or it may contain an
essential or nonessential variables from those specified analog or digital meter. The frequency range of the instru-
within the written procedure shall require revision of, or ment shall be adequate for the material and the coating
an addendum to, the written procedure. thickness range.
139
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
V-831 2004 SECTION V V-892
V-831 Probes a reading representing a coating thickness change greater
than 10% from the prior calibration is observed, exami-
The eddy current absolute probe shall be capable of
nations made after the prior calibration shall be repeated.
inducing alternating currents into the material and sensing
changes in the separation (lift-off) between the contact
surface of the probe and the substrate material.
V-870 EXAMINATION
Coating thickness measurements shall be taken at indi-
V-850 TECHNIQUE vidual points as indicated in the referencing Code Section.
A single frequency technique shall be used with a If it is desired to measure the minimum coating thickness
suitable calibration material such as nonconductive or maximum coating thickness on a surface, a suitable
shim(s), paper or other nonconductive nonmagnetic mate- grid pattern shall be established and measurements shall
rial. The shims or other material thicknesses shall be used be taken at the intersections of the grid pattern. Measure-
to correlate a position on the impedance plane or meter ments shall be recorded.
reading with the nonconductive material thicknesses and
the no thickness position or reading when the probe is
against the bare metal. If the thickness measurement is V-880 EVALUATION
used only to assure a minimum coating thickness, then Coating thicknesses shall be compared with the accept-
only a specimen representing the minimum thickness ance standards of the referencing Code Section.
need be used.
V-890 DOCUMENTATION
V-860 CALIBRATION
V-891 Examination Report
The probe frequency and gain settings shall be selected
to provide a suitable and repeatable signal. The probe The report of the examination shall contain the follow-
shall be nulled on the bare metal. ing information:
(a) Impedance Plane Displays. For instruments with (a) a procedure identification and revision,
impedance plane displays, gains on the vertical and hori- (b) examination personnel identity, and, when
zontal axes shall be the same value. The phase or rotation required by the referencing Code Section, qualification
control and the gain settings shall be adjusted so that the level,
bare metal point (null) and the air pont are located at (c) date of examination,
diagonally opposite corners of the display. A typical coat- (d) results of examination and related sketches or maps
ing thickness calibration curve is illustrated in Fig. V-860. of thickness measurements,
(b) Meter Displays. For instruments with analog meter (e) identification of part or component examined.
displays, the phase and gain controls shall be used to
provide near full scale deflection between the bare metal V-892 Performance Demonstration Report
and maximum coating thickness.
(c) All Instruments. For all instruments, the difference When performance demonstration is required, it shall
in meter readings or thickness positions on the screen be documented and contain the following information:
shall be adequate to resolve a 10% change in the maxi- (a) identification of the procedure,
mum thickness. (b) identification of the personnel performing and wit-
(d) Calibration Data. The screen positions or meter nessing the qualification,
readings and the shim thicknesses shall be recorded along (c) coating thickness materials and base material,
with the bare metal position or meter reading. (d) frequency, gain and rotation settings as applicable,
(e) Verification of Calibration. Calibration readings (e) qualification results, maximum coating thickness
shall be verified every two hours. If during recalibration, measured.
140
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
ARTICLE 8 MANDATORY APPENDICES
Air Point
5
4 Bare
3 Metal
2 Point
1
0
FIG. V-860 TYPICAL LIFT-OFF CALIBRATION CURVE FOR COATING THICKNESS SHOWING THICKNESS
CALIBRATION POINTS ALONG THE CURVE
141
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
ARTICLE 8
MANDATORY APPENDICES
A05 APPENDIX VI EDDY CURRENT TABLE VI-821 A06
DETECTION AND MEASUREMENT REQUIREMENTS OF AN EDDY CURRENT
EXAMINATION PROCEDURE FOR THE
OF DEPTH OF SURFACE DETECTION AND MEASUREMENT OF DEPTH FOR
DISCONTINUITIES IN SURFACE DISCONTINUITIES IN NONMAGNETIC
NONMAGNETIC METALS WITH METALLIC MATERIALS
SURFACE PROBES Non-
VI-810 SCOPE Essential Essential
Requirement Variable Variable
This Appendix provides the requirements for the detec-
Examination frequency X ...
tion and measurement of depth for surface discontinuities
Size and probe type(s), manufacturers X ...
in nonmagnetic metallic materials using an absolute sur- name and description
face probe eddy current technique. Material X ...
Equipment manufacturer/model X ...
VI-820 GENERAL Cabling (type and length) X ...
Reference specimen and notch depths X ...
This Appendix provides a technique for the detection Personnel qualification, when required by X ...
and depth measurement of cracks and other surface dis- the referencing Code Section
continuities in nonmagnetic metal components. An abso- Personnel qualification requirements ... X
unique to this technique
lute surface probe containing a single excitation coil is Reference to the procedure qualification ... X
scanned over the surface of the examination object. When records
a surface discontinuity is encountered by the magnetic
field of the probe, eddy currents generated in the material
change their flow and provide a different magnetic field
in opposition to the probes magnetic field. Changes in require requalification of the written procedure by demon-
the eddy currents magnetic field and the probes mag- stration. A change of a requirement identified as a nones-
netic field are sensed by the instrument and are presented sential variable does not require requalification of the
on the instruments impedance plane display. These written procedure. All changes of essential or nonessen-
instruments generally have capability for retaining the tial variables from those specified within the written pro-
signal on the instruments display where any discontinuity cedure shall require revision of, or an addendum to, the
signal can be measured and compared to the calibra- written procedure.
tion data.
VI-821 Written Procedure Requirements VI-822 Personnel Qualification
VI-821.1 Requirements. Eddy current examination Personnel qualification requirements shall be in accor-
shall be performed in accordance with a written procedure dance with the referencing Code Section.
that shall, as a minimum, contain the requirements listed
in Table VI-821. The written procedure shall establish a
single value, or range of values, for each requirement. VI-823 Procedure/Technique Demonstration
A06 VI-821.2 Procedure Qualification. When procedure The procedure/technique shall be demonstrated to the
qualification is specified, a change of a requirement in satisfaction of the Inspector, in accordance with the
Table VI-821 identified as an essential variable shall requirements of the referencing Code Section.
141.1
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
VI-830 ARTICLE 8 MANDATORY APPENDICES VI-850
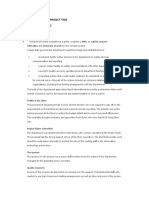
1 in. (25 mm) 1 in. (25 mm) 1 in. (25 mm)
Typical Typical Typical
Typical Notch Depths
0.010 in. 0.020 in. 0.040 in.
(0.25 mm) (0.5 mm) (1 mm)
GENERAL NOTES:
(a) Typical notch dimensions are 0.25 in. (6 mm) length x 0.010 in. (0.25 mm) width.
(b) Tolerances on notch dimensions are 10% for length and width, and +10% and 20% for depth.
FIG. VI-832 REFERENCE SPECIMEN
VI-830 EQUIPMENT length notches are required to be detected by the referenc-
ing Code Section, the reference specimen shall contain
The eddy current instrument shall have a storage-type
a smaller length notch meeting the referencing Codes
display for phase and amplitude on an impedance plane.
requirements. The depth shall have a tolerance of +10%
The frequency range of the instrument shall be adequate
and 20% of the required dimensions. A typical reference
to provide for a suitable depth of penetration for the
specimen for measuring flaw depths in the range of 0.01
material under examination.
in. (0.25 mm) through 0.04 in. (1 mm) is shown in Fig.
VI-832.
A06 VI-831 Probes When curvature of the examination object in the area
of interest is not flat and affects the lift-off signal, a
The eddy current absolute probe shall be capable of
reference specimen representing that particular geometry
inducing alternating currents into the material and sensing
with the applicable notches shall be used.
changes in the depth of the notches in the reference speci-
men. The probe and instrument at the frequency to be
used in the examination shall provide a signal amplitude
VI-850 TECHNIQUE A06
for the smallest reference notch of a minimum of 10%
full screen height (FSH). With the same gain setting for A single-frequency technique shall be used. The fre-
the smallest notch, the signal amplitude on the largest quency shall be selected to result in an impedance plane
notch shall be a minimum of 50% FSH. If the amplitudes presentation that will result in a 90 deg phase shift
of the signals cannot be established as stated, other probe between the lift-off signal and the flaw signals. The
impedances or geometries (windings, diameters, etc.) resulting signals will be displayed using an impedance
shall be used. plane presentation, with one axis representing the lift-off
signal and the other axis representing the reference notch
and flaw signal responses. The gain control on each axis
VI-832 Reference Specimen
displaying the flaw signals shall be adjusted to present
A reference specimen shall be constructed of the same amplitude for the flaw signal from the deepest notch to
alloy as the material under examination. Minimum be at least 50% of the vertical or horizontal display it is
dimensions of the reference specimen shall be 2 in. (50 presented on. Typical responses of the calibrated instru-
mm) by 4 in. (100 mm) and shall contain a minimum of ment are shown in Fig. VI-850. Note that the display
two notches. Notch length shall be a minimum of 0.25 may be rotated to show these indications in accordance
in. (6 mm) and notch depth shall be the minimum to be with the procedure. Typically, the gain setting on the axis
measured and the maximum depth allowed. If smaller displaying the discontinuity signal will be higher than on
141.2
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
VI-850 2004 SECTION V VI-892
A06 FIG. VI-850 IMPEDANCE PLANE REPRESENTATIONS OF INDICATIONS FROM FIG. VI-832
the axis displaying lift-off. Discontinuity indications will scan direction shall be perpendicular to the long axis of
be mostly vertical or horizontal (at 90 deg to lift-off). the discontinuities. The object shall be scanned in two
Any surface discontinuities in the examination specimen directions, 90 deg to each other. During the examination,
would provide similar indications. the maximum scanning speed and lift-off distance shall
not be greater than those used for calibration.
A06 VI-860 CALIBRATION
VI-880 EVALUATION A06
The probe frequency and gain settings shall be selected
The discontinuity shall be scanned perpendicular to its
to provide a suitable depth of penetration within the mate-
long axis, to determine its maximum depth location and
rial, so that the depth of the deepest notch is distinguish-
value. The maximum depth of any discontinuity detected
able from the next smaller notch. The gain settings on
shall be compared with the appropriate response of the
the vertical and horizontal axes shall be set so that there
reference specimen as specified in the referencing Code
is a dB difference, with the discontinuity depth gain being
Section.
higher. The probe shall be nulled on the bare metal away
from the notches. The XY position of the null point shall
be placed on one corner of the screen. The phase or VI-890 DOCUMENTATION A06
rotation control shall be adjusted so that when the probe VI-891 Examination Report A06
is lifted off the metal surface, the display point travels
at 90 deg to the discontinuity depth. Increase the vertical The report of the examination shall contain the follow-
or horizontal gain, as applicable, if the smallest indication ing information:
or the largest indication from the notches do not make (a) procedure identification and revision
10% or 50% FSH, respectively. Maximum response from (b) examination personnel identity and, when required
the notches is achieved when the probe is scanned perpen- by the referencing Code Section, qualification level
dicular to the notch and centered on the notch. Differences (c) date of examination
in the vertical and horizontal gains may have to be (d) results of examination and related sketches or maps
adjusted. The screen indication lengths from the baseline of indications exceeding acceptance standard
(lift-off line) for each of the notch depths shall be (e) identification of part or component examined
recorded. (f) identification of reference specimen
(g) calibration results, and minimum and maximum
discontinuity depths measured
A06 VI-870 EXAMINATION
The area of interest shall be scanned, with overlap on VI-892 Performance Demonstration Report A06
the next scan to include at least 10% of the probe diameter. When performance demonstration is required, it shall
If the direction of suspected discontinuities is known, the be documented with the following information:
141.3
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
VI-892 ARTICLE 8 MANDATORY APPENDICES VI-893
(a) procedure identification and revision VI-893 Record Retention A06
(b) identification of the personnel performing and wit-
Records shall be maintained in accordance with
nessing the demonstration
requirements of the referencing Code Section.
(c) base material and thickness
(d) frequency, gain, and rotation settings, as applicable
(e) demonstration results, and minimum and maxi-
mum discontinuity depths measured
(f) identification of reference specimen
--``,`,,`,,`,``,,``,,,``,,,,,`,`-`-`,,`,,`,`,,`---
141.4
Copyright ASME International
Provided by IHS under license with ASME Licensee=Shell Global Solutions International B.V./5924979112
No reproduction or networking permitted without license from IHS Not for Resale, 03/24/2009 02:14:41 MDT
You might also like
- ASTM E140 Hardness Conversion Tables PDFDocument22 pagesASTM E140 Hardness Conversion Tables PDFndt_inspectorNo ratings yet
- E127Document13 pagesE127UTshooterNo ratings yet
- EMC of ICs Masters STU 2009Document105 pagesEMC of ICs Masters STU 2009Lily BabouNo ratings yet
- Flange InspectionDocument12 pagesFlange Inspectionndt_inspectorNo ratings yet
- APIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackDocument48 pagesAPIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackUsman NaseemNo ratings yet
- Flange Inspection Procedure - Applus (NXPowerLite)Document6 pagesFlange Inspection Procedure - Applus (NXPowerLite)ndt_inspectorNo ratings yet
- Observations On Magnetic WallDocument10 pagesObservations On Magnetic WallMuhammad NozarNo ratings yet
- ASTM E747 (2010) IQI SpecificationDocument15 pagesASTM E747 (2010) IQI Specificationndt_inspectorNo ratings yet
- Phasec2d Data SheetDocument2 pagesPhasec2d Data SheetMaria DazaNo ratings yet
- E 215 - 98 R04 - Rtixnq - PDFDocument7 pagesE 215 - 98 R04 - Rtixnq - PDFLeón SuárezNo ratings yet
- E127 15 PDFDocument9 pagesE127 15 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- BS EN ISO 23279-2010 - UT Characterization EtcDocument22 pagesBS EN ISO 23279-2010 - UT Characterization Etchaim timor50% (2)
- Asme Sec V A-15-2006Document4 pagesAsme Sec V A-15-2006Muhammed Abo-FandoodNo ratings yet
- BS en 9934-3Document21 pagesBS en 9934-3The Normal HeartNo ratings yet
- A-Star Training & Consultancy Pte LTD: Phased Array Ultrasonic Testing Level Ii - SpecificDocument3 pagesA-Star Training & Consultancy Pte LTD: Phased Array Ultrasonic Testing Level Ii - SpecificDu Xuan BinhNo ratings yet
- M. of St. Lighting Poles Installation & Related LCPDocument18 pagesM. of St. Lighting Poles Installation & Related LCPWaleed Salih100% (1)
- 2001 ASME V Article 6Document8 pages2001 ASME V Article 6Patrick DominguezNo ratings yet
- SAP Product CostingDocument2 pagesSAP Product CostingRona RussellNo ratings yet
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationDocument5 pagesEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITNo ratings yet
- Ect - Aerospace - OptimizedDocument30 pagesEct - Aerospace - OptimizedNguyen PhucNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- BS EN ISO 9934-1 Current CalculationDocument3 pagesBS EN ISO 9934-1 Current Calculationbhavin178No ratings yet
- Section: NW2060CVB-IV (M) General ArrangementDocument1 pageSection: NW2060CVB-IV (M) General Arrangementdarko1969No ratings yet
- Digital BankingDocument66 pagesDigital BankingshyamNo ratings yet
- T27-X03-001 - UT Procedure PipingDocument30 pagesT27-X03-001 - UT Procedure Pipingndt_inspector100% (1)
- Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesDocument8 pagesUltrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Selecting Dosimetry Systems For Application in Pulsed X-Ray SourcesDocument19 pagesSelecting Dosimetry Systems For Application in Pulsed X-Ray SourcesEric GozzerNo ratings yet
- Ultrasonic Guided Waves For NDE OF Welded Structures: An Overview byDocument44 pagesUltrasonic Guided Waves For NDE OF Welded Structures: An Overview byMejazMallick100% (1)
- ASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFDocument12 pagesASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFndt_inspectorNo ratings yet
- Electromagnetic Acoustic Transducers (Emats) : Standard Guide ForDocument8 pagesElectromagnetic Acoustic Transducers (Emats) : Standard Guide ForEric GozzerNo ratings yet
- SB 548Document5 pagesSB 548Edson Julio S RNo ratings yet
- ISO 9001 - 2015 Awareness Training at PuneDocument1 pageISO 9001 - 2015 Awareness Training at PunematrixmazeNo ratings yet
- Astm E1065 E1065m 20Document10 pagesAstm E1065 E1065m 20Mohamed AboelkhierNo ratings yet
- ASTM E 1104 Measurement of Focal SpotDocument8 pagesASTM E 1104 Measurement of Focal Spotndt_inspectorNo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- Se 797Document7 pagesSe 797donaldoguerreroNo ratings yet
- EMAT Ultrasonic Guided Wave Inspection of Simple Pipe SupportsDocument4 pagesEMAT Ultrasonic Guided Wave Inspection of Simple Pipe SupportsVuong Tran VanNo ratings yet
- Examination and Evaluation of Pitting Corrosion: Standard Guide ForDocument7 pagesExamination and Evaluation of Pitting Corrosion: Standard Guide ForluisNo ratings yet
- Astm E1962 19Document4 pagesAstm E1962 19Mohamed AboelkhierNo ratings yet
- European Standard EN 14584 Norme Europeenne Europaische NormDocument15 pagesEuropean Standard EN 14584 Norme Europeenne Europaische Normvassili_iuNo ratings yet
- BS 2452 (1954)Document30 pagesBS 2452 (1954)siswou100% (1)
- 005 - Calculating Snells LawDocument9 pages005 - Calculating Snells LawdaddadNo ratings yet
- Selenium 75, Ir 192 and X-RaysDocument5 pagesSelenium 75, Ir 192 and X-RaysLei LaniNo ratings yet
- E 1065 - 99-UT-transdDocument22 pagesE 1065 - 99-UT-transdDemian PereiraNo ratings yet
- Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesDocument8 pagesUltrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesSantyagoGPaquiNo ratings yet
- A Landscape For The Future of NDT in The UK EconomyDocument32 pagesA Landscape For The Future of NDT in The UK EconomyJunior Da CunhaNo ratings yet
- Planar Flaw Height Sizing by Ultrasonics: Standard Guide ForDocument22 pagesPlanar Flaw Height Sizing by Ultrasonics: Standard Guide ForAnonymous gQTQ8cbUNo ratings yet
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanNo ratings yet
- AMSY-6 System DescriptionDocument51 pagesAMSY-6 System Descriptionfatrose18100% (1)
- ASNTDocument5 pagesASNTshifaNo ratings yet
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Accessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishDocument3 pagesAccessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishimahidaNo ratings yet
- Vision Test Format PCNDocument3 pagesVision Test Format PCNVisvaNo ratings yet
- Astm e 2446Document9 pagesAstm e 2446김경은No ratings yet
- Selenium 75Document5 pagesSelenium 75jimmy david espinoza mejiaNo ratings yet
- AA0850126 Rev 02Document10 pagesAA0850126 Rev 02Manish KumarNo ratings yet
- 340 Operators ManualDocument119 pages340 Operators Manualcutefrenzy100% (2)
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- IACS Rec-69-Rev2-Oct-2020-Ul (NDT)Document21 pagesIACS Rec-69-Rev2-Oct-2020-Ul (NDT)Al aminNo ratings yet
- En 14096-1 Final DraftDocument11 pagesEn 14096-1 Final Draftrizwankhanzhi100% (1)
- Acceptance For Phased Array InspectionDocument6 pagesAcceptance For Phased Array InspectionLuisSilva100% (1)
- Asme NDT MethodDocument1 pageAsme NDT Methodkinglordofato100% (1)
- Identification And/or Segregation of Mixed Lots of Metals: Standard Guide ForDocument3 pagesIdentification And/or Segregation of Mixed Lots of Metals: Standard Guide ForROHITNo ratings yet
- Mandatory Appendix 12 Ultrasonic Examination of Welds (Ut) : 12-1 SCOPEDocument1 pageMandatory Appendix 12 Ultrasonic Examination of Welds (Ut) : 12-1 SCOPESefa yıldızNo ratings yet
- Sensors: An Online MFL Sensing Method For Steel Pipe Based On The Magnetic Guiding EffectDocument13 pagesSensors: An Online MFL Sensing Method For Steel Pipe Based On The Magnetic Guiding EffectNikhil MohanNo ratings yet
- 38DLPlus Training Power PointDocument236 pages38DLPlus Training Power PointVegaGonzalezNo ratings yet
- Emergency Responder Fact Sheet - TransportationDocument2 pagesEmergency Responder Fact Sheet - TransportationS Pushya Mitra100% (1)
- BS 4069-1982Document14 pagesBS 4069-1982Jithu KareemNo ratings yet
- A Study On HOMC Guided Waves in Industrial PipesDocument40 pagesA Study On HOMC Guided Waves in Industrial PipesParas ThakurNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Division 2 Rules For Inspection and Testing of Components of Gas-Cooled PlantsDocument2 pagesDivision 2 Rules For Inspection and Testing of Components of Gas-Cooled Plantsndt_inspectorNo ratings yet
- Subject Index: Subject Interpretation File No. Page NoDocument12 pagesSubject Index: Subject Interpretation File No. Page Nondt_inspectorNo ratings yet
- Astm A0194 A0194mDocument12 pagesAstm A0194 A0194mndt_inspectorNo ratings yet
- Asme V Art 9Document3 pagesAsme V Art 9ndt_inspectorNo ratings yet
- Astm A0490Document7 pagesAstm A0490ndt_inspectorNo ratings yet
- Astm A0490mDocument8 pagesAstm A0490mndt_inspectorNo ratings yet
- Astm A0540 A0540mDocument8 pagesAstm A0540 A0540mndt_inspectorNo ratings yet
- Astm A0453 PDFDocument8 pagesAstm A0453 PDFndt_inspectorNo ratings yet
- PSL-18 - Dup Cert-Wallet Card ApplicationDocument2 pagesPSL-18 - Dup Cert-Wallet Card Applicationndt_inspectorNo ratings yet
- Asme CC 2541Document1 pageAsme CC 2541ndt_inspectorNo ratings yet
- AC 25.899-1 Electrical Bonding and Protection Against Static ElectricityDocument11 pagesAC 25.899-1 Electrical Bonding and Protection Against Static ElectricitysheyunfengNo ratings yet
- Lab Exercise - Ethernet: ObjectiveDocument11 pagesLab Exercise - Ethernet: ObjectiveTakaskiNo ratings yet
- EE610: CMOS Analog EE610: CMOS Analog Circuits: L3: MOS Models-3Document47 pagesEE610: CMOS Analog EE610: CMOS Analog Circuits: L3: MOS Models-3Epili Rajkiran SarabaNo ratings yet
- CV-Agus Nugraha (11.01.2021)Document11 pagesCV-Agus Nugraha (11.01.2021)Agus NugrahaNo ratings yet
- Batangas State University College of Engineering, Architecture & Fine ArtsDocument20 pagesBatangas State University College of Engineering, Architecture & Fine ArtsJezreel GamboaNo ratings yet
- I'm About To Reduce My Cost For Launching ProductsDocument1 pageI'm About To Reduce My Cost For Launching ProductsJose Luis FloresNo ratings yet
- Topics That We Will ExploreDocument135 pagesTopics That We Will ExploreAJNo ratings yet
- Samsung 12k84 Washing Machine - User ManualDocument68 pagesSamsung 12k84 Washing Machine - User ManualFidelis NdanoNo ratings yet
- Gambia ICT - Final - WebDocument77 pagesGambia ICT - Final - Webabey.mulugetaNo ratings yet
- ISO 14971 ChangedDocument1 pageISO 14971 ChangedSen MingNo ratings yet
- 998-20710038 - Eliwell - NA - 2019a - Catalog - GMA - BrochureDocument60 pages998-20710038 - Eliwell - NA - 2019a - Catalog - GMA - BrochureTesoro HonNo ratings yet
- Cooling Tower MotorDocument2 pagesCooling Tower MotorDipendraTomarNo ratings yet
- Bsbpmg512 - Manage Project Time Gustavo Lima Quirino Summative 2Document5 pagesBsbpmg512 - Manage Project Time Gustavo Lima Quirino Summative 2EjNo ratings yet
- Xirrus Enterprise WiFiDocument2 pagesXirrus Enterprise WiFiLuis MendozaNo ratings yet
- T & H P A: Understanding Person AccountsDocument2 pagesT & H P A: Understanding Person AccountsPriya JuligantiNo ratings yet
- Datasheet - HK S29al016j70tfi020 6599589Document58 pagesDatasheet - HK S29al016j70tfi020 6599589SAABNo ratings yet
- 19BCG1077 - Swarup DebDocument1 page19BCG1077 - Swarup DebUX ༒CONQUERERNo ratings yet
- Cp15 Semester 6Document16 pagesCp15 Semester 6mithunprayag0% (1)
- CourseSyllabus Bki114-IHCI-2016 v11Document5 pagesCourseSyllabus Bki114-IHCI-2016 v11Erno LedderNo ratings yet
- Intarsia Knitting: Highest Flexibility in Color and DesignDocument8 pagesIntarsia Knitting: Highest Flexibility in Color and DesignJuan Carlos HuarachiNo ratings yet
- ACS880 - Diode Supply CNTRL Prog - FW Manual - Rev BDocument126 pagesACS880 - Diode Supply CNTRL Prog - FW Manual - Rev BerrikcoyNo ratings yet
- Resistron: Operating InstructionsDocument51 pagesResistron: Operating Instructions16_45_2013_gabri0% (1)
- Sustaining An Ict Project For Social ChangeDocument6 pagesSustaining An Ict Project For Social Changechristianbunao1907No ratings yet
- 1.outllok Manual Archive SettingsDocument5 pages1.outllok Manual Archive SettingsVedadrisrinivasnNo ratings yet