You might also like
- The Clock of The Long Now PDFDocument325 pagesThe Clock of The Long Now PDFpaulaisabel2No ratings yet
- Transport Phenomena and Unit Operations - GriskeyDocument458 pagesTransport Phenomena and Unit Operations - Griskeymls333100% (12)
- Small Scale Hydropower Technologies PDFDocument113 pagesSmall Scale Hydropower Technologies PDFDedy Eko RahmantoNo ratings yet
- Stenter Exhaust Heat Recovery For Combustion Air PreheatingDocument17 pagesStenter Exhaust Heat Recovery For Combustion Air PreheatingMansoor Khanali100% (1)
- Schneider Theory PDFDocument12 pagesSchneider Theory PDFArbind KumarNo ratings yet
- Ulrike Lohmann, Felix Lüönd, Fabian Mahrt-An Introduction To Clouds - From The Microscale To Climate-Cambridge University Press (2016)Document380 pagesUlrike Lohmann, Felix Lüönd, Fabian Mahrt-An Introduction To Clouds - From The Microscale To Climate-Cambridge University Press (2016)Octavia Hopper100% (3)
- The Finite Element Method in Engineering: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandThe Finite Element Method in Engineering: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 4 out of 5 stars4/5 (5)
- Handbook of Computational Fluid MechanicsFrom EverandHandbook of Computational Fluid MechanicsRating: 3.5 out of 5 stars3.5/5 (2)
- MSC - Nastran 2007 Implicit Nonlinear (SOL 600) User's GuideDocument532 pagesMSC - Nastran 2007 Implicit Nonlinear (SOL 600) User's GuideDonNo ratings yet
- MARINE 2011, IV International Conference On Computational Methods in Marine EngineeringDocument278 pagesMARINE 2011, IV International Conference On Computational Methods in Marine EngineeringYuriyAKNo ratings yet
- Stenter Exhaust Heat Recovery For Combustion Air PreheatingDocument76 pagesStenter Exhaust Heat Recovery For Combustion Air Preheatingmohitishar100% (2)
- Numerical Modelling and Analysis of Fluid Flow and Deformation of Fractured Rock MassesFrom EverandNumerical Modelling and Analysis of Fluid Flow and Deformation of Fractured Rock MassesXing ZhangNo ratings yet
- Heat and Mass Transfer in Impingement DryingDocument31 pagesHeat and Mass Transfer in Impingement DryingEKKACHAI PRABNAKORNNo ratings yet
- The Exergy Method of Thermal Plant AnalysisFrom EverandThe Exergy Method of Thermal Plant AnalysisRating: 3.5 out of 5 stars3.5/5 (3)
- Block 2 Engineering Principles & Heat TransfersDocument188 pagesBlock 2 Engineering Principles & Heat TransfersBabu AravindNo ratings yet
- Solar Dryer Augmenting - Natural - Convection - and - Conduction - BasedDocument9 pagesSolar Dryer Augmenting - Natural - Convection - and - Conduction - Basedpravin mundeNo ratings yet
- Vdoc - Pub - Supersonic Jet Texturing of YarnsDocument20 pagesVdoc - Pub - Supersonic Jet Texturing of YarnsAmir YasinNo ratings yet
- Energy Intensive Process in Professional Laundry ServiceDocument6 pagesEnergy Intensive Process in Professional Laundry ServiceAyoDeji AyeniNo ratings yet
- CFD Applied in The Optimization of A Dryer For Parchment Coffee Drying (Coffeaarabica L.) by Forced VentilationDocument9 pagesCFD Applied in The Optimization of A Dryer For Parchment Coffee Drying (Coffeaarabica L.) by Forced Ventilation11751175No ratings yet
- Computational Fluid Dynamics in Drying Process Modelling - A Technical ReviewDocument22 pagesComputational Fluid Dynamics in Drying Process Modelling - A Technical ReviewEmre ArpaciNo ratings yet
- Aic 11406Document18 pagesAic 11406haftomNo ratings yet
- The Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationDocument5 pagesThe Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationSiraj AL sharifNo ratings yet
- Characterization of Drying Behavior and Modeling of Industrial Drying ProcessDocument9 pagesCharacterization of Drying Behavior and Modeling of Industrial Drying ProcessMilos VasicNo ratings yet
- Review SludgeDocument16 pagesReview SludgeRrodriguezz22No ratings yet
- Dishwasher History and Its Role in Modern DesignDocument6 pagesDishwasher History and Its Role in Modern DesignVinh QuangNo ratings yet
- WasteEng2014 Arlabosse Fullpaper v2Document14 pagesWasteEng2014 Arlabosse Fullpaper v2Analizer LimsNo ratings yet
- Editorial Special Topic Issueðparticle Technology Particle Technologyða Driving Force in European Chemical EngineeringDocument2 pagesEditorial Special Topic Issueðparticle Technology Particle Technologyða Driving Force in European Chemical EngineeringMarthaAlbaGuevaraNo ratings yet
- Not BookDocument8 pagesNot BookErmias AbelnehNo ratings yet
- Entropy 24 01682 v2Document17 pagesEntropy 24 01682 v2Pawan ParamashettiNo ratings yet
- Jurnal Rotary DryerDocument8 pagesJurnal Rotary DryerAdi Santri Rohis NurManNo ratings yet
- Hry All Final ThesisDocument215 pagesHry All Final ThesisjamesborNo ratings yet
- Pretreatment AssignmentDocument12 pagesPretreatment AssignmentMuhammad HassanNo ratings yet
- 1 s2.0 S187770581632536X Main PDFDocument8 pages1 s2.0 S187770581632536X Main PDFreiferNo ratings yet
- Boging MDDocument27 pagesBoging MDJustineJulesDorotanNo ratings yet
- Technical Textile and SustainabilityDocument5 pagesTechnical Textile and SustainabilityNaimul HasanNo ratings yet
- Applsci 10 04201Document17 pagesApplsci 10 04201RestuNo ratings yet
- Applying CFD For Designing A New Fruit Cabinet DryerDocument8 pagesApplying CFD For Designing A New Fruit Cabinet DryerRamasamikannan RamasamikannanNo ratings yet
- Industrial Drying EquipmentDocument3 pagesIndustrial Drying EquipmentGustavo Savini0% (1)
- Review Article: Electrochemical Techniques in Textile Processes and Wastewater TreatmentDocument13 pagesReview Article: Electrochemical Techniques in Textile Processes and Wastewater TreatmentLarisa MocanuNo ratings yet
- Solar Dryers PDFDocument313 pagesSolar Dryers PDFjustorfcNo ratings yet
- Processes: Tribological Properties of Additive Manufactured Materials For Energy Applications: A ReviewDocument33 pagesProcesses: Tribological Properties of Additive Manufactured Materials For Energy Applications: A ReviewVivekananda SubramaniNo ratings yet
- Revista Internacional de Investigación e Innovación TecnológicaDocument10 pagesRevista Internacional de Investigación e Innovación TecnológicaDANNY ISAIAS VERA GUERRERONo ratings yet
- Ochando Pulido2017 PDFDocument31 pagesOchando Pulido2017 PDFRizki TriwulandaNo ratings yet
- M14 - Poglavlje U Knjizi INTECHDocument17 pagesM14 - Poglavlje U Knjizi INTECHMilos VasicNo ratings yet
- Analysis of Slurry Drying in A Spray DryerDocument12 pagesAnalysis of Slurry Drying in A Spray Dryervijay88666No ratings yet
- A Review of Water Hammer Theory and PracticeDocument12 pagesA Review of Water Hammer Theory and PracticeLuiz CamargoNo ratings yet
- Bobbins DryingDocument14 pagesBobbins DryingRupees CashNo ratings yet
- Umerical and ExperimentalDocument11 pagesUmerical and ExperimentalRithin mathewNo ratings yet
- Minerals 11 00229 v3Document18 pagesMinerals 11 00229 v3Ryan FirmansyahNo ratings yet
- Jimmy Finaly Year ProjectDocument56 pagesJimmy Finaly Year Projectßélå Åß MélÉssêNo ratings yet
- 01louw Performance 2011 PDFDocument69 pages01louw Performance 2011 PDFsivakumar990No ratings yet
- A Simple Dynamic Model For Solid Transport in Rotary Dryers: Drying Technology May 2000Document22 pagesA Simple Dynamic Model For Solid Transport in Rotary Dryers: Drying Technology May 2000elamaNo ratings yet
- Development of A High-Efficiency Rotary Dryer For Sewage SludgeDocument10 pagesDevelopment of A High-Efficiency Rotary Dryer For Sewage SludgeJorge VallejosNo ratings yet
- Engineering Design of TextilesDocument14 pagesEngineering Design of Textilessaran7ranNo ratings yet
- Design and Fabrication of A Cassava Peeling MachinDocument9 pagesDesign and Fabrication of A Cassava Peeling MachinNoël OdjoumaniNo ratings yet
- La Motte - 2022 - Sustainable Fashion and Textile RecyclingDocument3 pagesLa Motte - 2022 - Sustainable Fashion and Textile RecyclingMayumi KawamotoNo ratings yet
- Energy Efficient Drying and Dewatering Technologies For Sewage SludgeDocument22 pagesEnergy Efficient Drying and Dewatering Technologies For Sewage SludgehanhccidNo ratings yet
- Source 7Document30 pagesSource 7souhaila.ahniba2000No ratings yet
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984From EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984No ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Urban Alternatives: Proceedings of the USERC Environment, Resources and Urban Development WorkshopFrom EverandUrban Alternatives: Proceedings of the USERC Environment, Resources and Urban Development WorkshopEdward A. WolffNo ratings yet
- Tech Ref Induction MachineDocument21 pagesTech Ref Induction MachinemingNo ratings yet
- Plane Stress - MSE 305-1Document149 pagesPlane Stress - MSE 305-1Oloyede RidwanNo ratings yet
- Problem 6: Answer: 138.24kN, 157.93kN, 304kNDocument1 pageProblem 6: Answer: 138.24kN, 157.93kN, 304kNMarvin Carl GranadaNo ratings yet
- Portfolio PhysicsLecDocument44 pagesPortfolio PhysicsLecJohn Eazer FranciscoNo ratings yet
- Hydraulic Machine PPT Updated 08-09-2023Document108 pagesHydraulic Machine PPT Updated 08-09-2023ghostsnimitzNo ratings yet
- Chapter 2-ADocument24 pagesChapter 2-AM Jamshaid TahiriNo ratings yet
- Assignment-1 Problems On ELD and Hydro-Thermal CoordinationDocument5 pagesAssignment-1 Problems On ELD and Hydro-Thermal CoordinationAli PatelNo ratings yet
- 18.08.22 - OSR - STAR CO-SC - Jee - Adv - 2020 - P1 - GTA-12 (P1) - QPDocument19 pages18.08.22 - OSR - STAR CO-SC - Jee - Adv - 2020 - P1 - GTA-12 (P1) - QPYuva AkhilNo ratings yet
- Lecture 1 - Temperature and Thermal EquilibriumDocument21 pagesLecture 1 - Temperature and Thermal EquilibriumAlexander Gordon InesNo ratings yet
- SQA Higher Physics Summary NotesDocument115 pagesSQA Higher Physics Summary Noteshhhhhhhhhhhhhhhhhhhhhhhhhhhhhf100% (2)
- Chemical BondingDocument49 pagesChemical BondingOsmany MadrigalNo ratings yet
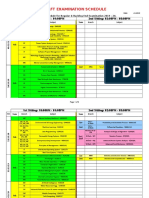
- Draft Examination Schedule: 1st Sitting: 10:00AM - 01:00PM 2nd Sitting: 02:00PM - 05:00PMDocument8 pagesDraft Examination Schedule: 1st Sitting: 10:00AM - 01:00PM 2nd Sitting: 02:00PM - 05:00PMBiswajit mallickNo ratings yet
- EXPERIMENTDocument4 pagesEXPERIMENTBholenath BhaktNo ratings yet
- Construction Vibrations and Their Impact On Vibrat PDFDocument10 pagesConstruction Vibrations and Their Impact On Vibrat PDFAngel PaulNo ratings yet
- Roof Our PrjectDocument33 pagesRoof Our PrjectHundeejireenyaNo ratings yet
- 3396 A001Document6 pages3396 A001Malki BelkhiriNo ratings yet
- DSM Vibration Welding PDFDocument20 pagesDSM Vibration Welding PDFraj202987_47312067100% (1)
- Physics Project: Name:Meemansa Sharma CLASS:12 Roll NumberDocument15 pagesPhysics Project: Name:Meemansa Sharma CLASS:12 Roll NumberasNo ratings yet
- Example GRAVITY DAM STABILITY Analysis02Document3 pagesExample GRAVITY DAM STABILITY Analysis02itsmejavNo ratings yet
- 02 Pascals LawDocument14 pages02 Pascals LawSatyam gupta100% (2)
- Psychrometrics: United States Standard AtmosphereDocument17 pagesPsychrometrics: United States Standard AtmosphereYuti PasaribuNo ratings yet
- Extra Solved Questions Class Ix Term II ChemistryDocument3 pagesExtra Solved Questions Class Ix Term II Chemistrychhabra navdeep100% (1)
- Mekanika Teknik: Teknik Bangunan Dan Landasan 2018Document465 pagesMekanika Teknik: Teknik Bangunan Dan Landasan 2018damdomie rasyidNo ratings yet
- Part 6 Mesin FluidaDocument19 pagesPart 6 Mesin FluidaARFAI020797No ratings yet
- Tutorial 1Document4 pagesTutorial 1SYAFIQAH ISMAILNo ratings yet