You might also like
- Calidad Superficial PDFDocument2 pagesCalidad Superficial PDFDiegoNo ratings yet
- ContenidosDocument1 pageContenidosDiegoNo ratings yet
- Ejercicios VistasDocument3 pagesEjercicios VistasDiegoNo ratings yet
- Diseno Reductor VelocidadDocument75 pagesDiseno Reductor VelocidadHarold Mauricio Moreno Rueda100% (1)
- 4.2 AjustesDocument13 pages4.2 AjustesAngel Sanchez VargasNo ratings yet
- Designacion AcerosDocument29 pagesDesignacion AcerosSergio Gomez100% (3)
- Designacion AcerosDocument29 pagesDesignacion AcerosSergio Gomez100% (3)
- Tabla PerfilesDocument19 pagesTabla PerfilesAlejandro CostaNo ratings yet
- RD 751 2011 Instruccion Acero Estructural EAE 2011 ComentadaDocument658 pagesRD 751 2011 Instruccion Acero Estructural EAE 2011 ComentadaCristina Martín FernándezNo ratings yet
- Representación de Elementos RoscadosDocument4 pagesRepresentación de Elementos RoscadosDiegoNo ratings yet
- 4.2 AjustesDocument13 pages4.2 AjustesAngel Sanchez VargasNo ratings yet
- Calidad SuperficialDocument2 pagesCalidad SuperficialDiegoNo ratings yet
- Reducto ResDocument6 pagesReducto ResDiego Martinez TrivesNo ratings yet
- Reducto ResDocument6 pagesReducto ResDiego Martinez TrivesNo ratings yet
- Martillo Neumatico Atlas CopcoDocument24 pagesMartillo Neumatico Atlas CopcoCesar ZarcNo ratings yet
- FT DN 500S - NB 732 - Exportación Bolivia - Barras - Versión 02Document2 pagesFT DN 500S - NB 732 - Exportación Bolivia - Barras - Versión 02Victor Hugo MGomezNo ratings yet
- Hds Enap Mezclas Propano Butano EspecialDocument4 pagesHds Enap Mezclas Propano Butano EspecialhernandoNo ratings yet
- Investigacion Costos Por Orden de ProduccionDocument9 pagesInvestigacion Costos Por Orden de ProduccionNeydenNo ratings yet
- Quiz 1 Procesos QuímicosDocument9 pagesQuiz 1 Procesos QuímicosandresfeurNo ratings yet
- PCP V2 1Document34 pagesPCP V2 1Castro238No ratings yet
- CanaletasDocument5 pagesCanaletasjulio alexisNo ratings yet
- Guia Fluidizacion PDFDocument5 pagesGuia Fluidizacion PDFRoberth Mauricio ObregonNo ratings yet
- DeckpanelDocument4 pagesDeckpanelMaría NoelNo ratings yet
- Método Marshall para Diseño de Mezclas de Agregados Con Cemento AsfálticoDocument10 pagesMétodo Marshall para Diseño de Mezclas de Agregados Con Cemento AsfálticoFredRibbon90% (10)
- Cubierta Capi6Document14 pagesCubierta Capi6Pedro Perez100% (1)
- Ejercicios NaturalesDocument2 pagesEjercicios NaturalesGabriel AmadioNo ratings yet
- Veamos Tintas y Sus Efectos en TelaDocument16 pagesVeamos Tintas y Sus Efectos en TelaAgustin LorenzoNo ratings yet
- Manual Técnico Tubería Hierro Dúctil Edición 1Document126 pagesManual Técnico Tubería Hierro Dúctil Edición 1Mario LunaNo ratings yet
- AdhesiónDocument4 pagesAdhesiónGema EscobedoNo ratings yet
- Fosa Septica y LetrinaDocument8 pagesFosa Septica y LetrinarobmacfcNo ratings yet
- Diapositivas LubricantesDocument28 pagesDiapositivas LubricantesholgerNo ratings yet
- Practica 2 CompletaDocument5 pagesPractica 2 CompletaSantiago Kuri RiosNo ratings yet
- 3.-Memoria Descriptiva JunioDocument27 pages3.-Memoria Descriptiva JunioKevin Sucaticona ItoNo ratings yet
- 620 - Grasa 62 EP - Hoja de Seguridad ProductoDocument6 pages620 - Grasa 62 EP - Hoja de Seguridad ProductoCristian PerezNo ratings yet
- Tecnología CNC de DeltaDocument3 pagesTecnología CNC de DeltaMarcos Garcia ManjarrezNo ratings yet
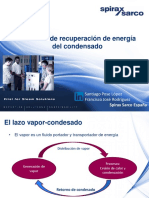
- Sistemas de Recuperación de Energia Del CondensadoDocument28 pagesSistemas de Recuperación de Energia Del CondensadoJose Luis Cruz ZuritaNo ratings yet
- Medina - Johnnathan - Tabajo Produccion Del Caucho.Document6 pagesMedina - Johnnathan - Tabajo Produccion Del Caucho.Johnnathan Javier MedinaNo ratings yet
- NORMATIVADocument14 pagesNORMATIVAPossu JayNo ratings yet
- Manual Mantenimiento Tpo Firestone PDFDocument10 pagesManual Mantenimiento Tpo Firestone PDFJENNY ALEJANDRA RIVEROS CHAVEZNo ratings yet
- Catálogo General 2007 SuntecDocument231 pagesCatálogo General 2007 SuntecJuan Sorley100% (1)
- Manual INSTAFLEXDocument66 pagesManual INSTAFLEXPeralta Serrano Marbely GeraldineNo ratings yet
- 25800-220-V63-G00Z-00066 Procedimiento Manejo Integral de ResiduosDocument31 pages25800-220-V63-G00Z-00066 Procedimiento Manejo Integral de ResiduosPedro RobledoNo ratings yet
- 08 3700 C PDFDocument150 pages08 3700 C PDFRicardoNo ratings yet
- Sensor de OxigenoDocument6 pagesSensor de OxigenoStalyn NietoNo ratings yet
- Mi proyecto escolar Matemáticas Lúdicas: Adaptaciones curriculares para preescolar, primaria y secundariaFrom EverandMi proyecto escolar Matemáticas Lúdicas: Adaptaciones curriculares para preescolar, primaria y secundariaRating: 5 out of 5 stars5/5 (5)
- Mentalidades matemáticas: Cómo liberar el potencial de los estudiantes mediante las matemáticas creativas, mensajes inspiradores y una enseñanza innovadoraFrom EverandMentalidades matemáticas: Cómo liberar el potencial de los estudiantes mediante las matemáticas creativas, mensajes inspiradores y una enseñanza innovadoraRating: 4.5 out of 5 stars4.5/5 (5)
- Guía práctica para la refracción ocularFrom EverandGuía práctica para la refracción ocularRating: 5 out of 5 stars5/5 (2)
- El Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalFrom EverandEl Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalRating: 5 out of 5 stars5/5 (3)
- Sanación por Cristales - La guía definitiva para principiantes: Descubre el poder de los cristales curativos, piedras y minerales para la salud y la felicidadFrom EverandSanación por Cristales - La guía definitiva para principiantes: Descubre el poder de los cristales curativos, piedras y minerales para la salud y la felicidadRating: 4.5 out of 5 stars4.5/5 (14)
- Física cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasFrom EverandFísica cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasRating: 5 out of 5 stars5/5 (4)
- Física paso a paso: Más de 100 problemas resueltosFrom EverandFísica paso a paso: Más de 100 problemas resueltosRating: 4 out of 5 stars4/5 (12)
- Didáctica de la matemática en la escuela primariaFrom EverandDidáctica de la matemática en la escuela primariaRating: 2.5 out of 5 stars2.5/5 (3)
- Había una vez el átomo: O cómo los científicos imaginan lo invisibleFrom EverandHabía una vez el átomo: O cómo los científicos imaginan lo invisibleRating: 5 out of 5 stars5/5 (3)
- Proyectos de instalaciones eléctrica de baja tensiónFrom EverandProyectos de instalaciones eléctrica de baja tensiónRating: 5 out of 5 stars5/5 (1)
- Armónicas en Sistemas Eléctricos IndustrialesFrom EverandArmónicas en Sistemas Eléctricos IndustrialesRating: 4.5 out of 5 stars4.5/5 (12)
- La Teoría de Conjuntos y los Fundamentos de las MatemáticasFrom EverandLa Teoría de Conjuntos y los Fundamentos de las MatemáticasRating: 5 out of 5 stars5/5 (1)
- Convertidores conmutados de potencia: Test de autoevaluaciónFrom EverandConvertidores conmutados de potencia: Test de autoevaluaciónRating: 5 out of 5 stars5/5 (1)