You might also like
- Commerce Paper - IIDocument8 pagesCommerce Paper - IIvmktptNo ratings yet
- Macroeconomic Principles and Theories ExplainedDocument1 pageMacroeconomic Principles and Theories ExplainedvmktptNo ratings yet
- TeachingDocument4 pagesTeachingvmktptNo ratings yet
- SumiDocument1 pageSumivmktptNo ratings yet
- Advantages For LicenseeDocument1 pageAdvantages For LicenseevmktptNo ratings yet
- EmiDocument6 pagesEmivmktptNo ratings yet
- National IncomeDocument14 pagesNational Incomevmktpt100% (1)
- Sources of FinanceDocument8 pagesSources of FinancevmktptNo ratings yet
- Cooperative BankingDocument8 pagesCooperative BankingvmktptNo ratings yet
- Cost ConceptsDocument35 pagesCost ConceptsvmktptNo ratings yet
- MosquitoesDocument6 pagesMosquitoesvmktptNo ratings yet
- Nature of Managerial EconomicsDocument12 pagesNature of Managerial EconomicsArap RuttoNo ratings yet
- SBI's Role in Financial Inclusion InitiativesDocument5 pagesSBI's Role in Financial Inclusion InitiativesvmktptNo ratings yet
- New Industrial PolicyDocument3 pagesNew Industrial PolicyMadhu Mahesh RajNo ratings yet
- Amdocs PPT FinalDocument14 pagesAmdocs PPT FinalvmktptNo ratings yet
- 8 Characterization of Air Emissions PDFDocument6 pages8 Characterization of Air Emissions PDFvmktptNo ratings yet
- Surveying Professor Bharat Lohani Department of Civil Engineering Indian Institute of Technology, KanpurDocument25 pagesSurveying Professor Bharat Lohani Department of Civil Engineering Indian Institute of Technology, KanpurvmktptNo ratings yet
- Project Report On LICDocument60 pagesProject Report On LICcoolvats70% (37)
- Surveying Professor Bharat Lohani Department of Civil Engineering Indian Institute of Technology, KanpurDocument25 pagesSurveying Professor Bharat Lohani Department of Civil Engineering Indian Institute of Technology, KanpurvmktptNo ratings yet
- Questionnaire On Shareholders Feelings in Stock MKTDocument3 pagesQuestionnaire On Shareholders Feelings in Stock MKTvmktptNo ratings yet
- Credit Rating Is The Opinion of The Rating Agency On The Relative Ability and Willingness of The Issuer of A Debt Instrument To Meet The Debt Service Obligations As and When They AriseDocument5 pagesCredit Rating Is The Opinion of The Rating Agency On The Relative Ability and Willingness of The Issuer of A Debt Instrument To Meet The Debt Service Obligations As and When They ArisePrince VargheseNo ratings yet
- Credit Rating Agency CraDocument46 pagesCredit Rating Agency CravmktptNo ratings yet
- International Bank For Reconstruction and DevelopmentDocument4 pagesInternational Bank For Reconstruction and DevelopmentvmktptNo ratings yet
- International Development AssociationDocument8 pagesInternational Development AssociationvmktptNo ratings yet
- What Is ProductivityDocument21 pagesWhat Is ProductivityvmktptNo ratings yet
- Union Budget of IndiaDocument5 pagesUnion Budget of IndiavmktptNo ratings yet
- World Trade OrganizationDocument21 pagesWorld Trade OrganizationvmktptNo ratings yet
- 13mba 224a IfmDocument3 pages13mba 224a IfmvmktptNo ratings yet
- Bhaskar - POWERDocument35 pagesBhaskar - POWERvmktptNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- All NIT Closing Ranks - JOSSA CounsellingDocument43 pagesAll NIT Closing Ranks - JOSSA CounsellingAvishek BiswasNo ratings yet
- Jadual Peperiksaan Akhir Semester Ii Sesi Akademik 2019/2020 Bagi Program Ijazah Sarjana Muda Dan Diploma (Draf Pertama)Document75 pagesJadual Peperiksaan Akhir Semester Ii Sesi Akademik 2019/2020 Bagi Program Ijazah Sarjana Muda Dan Diploma (Draf Pertama)cm6699No ratings yet
- Astm c497dsvsdvdvDocument10 pagesAstm c497dsvsdvdvaj quintoNo ratings yet
- B XLZ Z2 RZ ZW9 Q MDEz NZ Y0 MTC 2 MQDocument2 pagesB XLZ Z2 RZ ZW9 Q MDEz NZ Y0 MTC 2 MQMohammed AusimNo ratings yet
- قواعد تقييم المجلات والمؤتمرات222Document113 pagesقواعد تقييم المجلات والمؤتمرات222Ahmed NadyNo ratings yet
- Technology Standard of Pipe Rehabilitation (2021)Document164 pagesTechnology Standard of Pipe Rehabilitation (2021)Elia Negrini100% (1)
- (Factored Loads) : Vertical Load Moment @X-X MX Moment @y-Y MyDocument10 pages(Factored Loads) : Vertical Load Moment @X-X MX Moment @y-Y MyBalaji Rao ChNo ratings yet
- Sample Construction ScheduleDocument10 pagesSample Construction Scheduleyusuf abdinasirNo ratings yet
- SIPROTEC 5 Transformerdifferentialprotection enDocument40 pagesSIPROTEC 5 Transformerdifferentialprotection enAhmed Badr100% (1)
- Diploma Civil Final, 2013 PDFDocument181 pagesDiploma Civil Final, 2013 PDFBabu BasnetNo ratings yet
- Structural analysis and seismic performance evaluation using N2 methodDocument8 pagesStructural analysis and seismic performance evaluation using N2 methodBoby culiusNo ratings yet
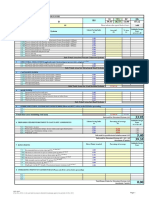
- Buildability Score CalculationDocument4 pagesBuildability Score CalculationtangkokhongNo ratings yet
- Carbon-Fiber-reinforced Polymer - Wikipedia, The Free EncyclopediaDocument9 pagesCarbon-Fiber-reinforced Polymer - Wikipedia, The Free Encyclopediask211me1158No ratings yet
- Pipe and Products Catalog: ForterraDocument155 pagesPipe and Products Catalog: ForterraRamsi AnkziNo ratings yet
- R C C Beam DesignDocument6 pagesR C C Beam DesignediezelNo ratings yet
- Siemens MCCBDocument8 pagesSiemens MCCB90germanyNo ratings yet
- VENTUS - Catalogue - 2013 PDFDocument98 pagesVENTUS - Catalogue - 2013 PDFatisz333No ratings yet
- Prospekt Dyrhoff - Dec. 2009Document6 pagesProspekt Dyrhoff - Dec. 2009greenelectricdooNo ratings yet
- High Pressure Piping System Procedure PDFDocument4 pagesHigh Pressure Piping System Procedure PDFBudi PrasetyoNo ratings yet
- 03 Chapter 2 Substructure BFC21002Document116 pages03 Chapter 2 Substructure BFC21002Claudius IdusNo ratings yet
- Ii Year Ii Sem. R07Document4 pagesIi Year Ii Sem. R07Ganesh Anand GoparajuNo ratings yet
- Splices and JointsDocument18 pagesSplices and JointsmajjisyNo ratings yet
- Irr Ra 9292Document2 pagesIrr Ra 9292Rom PeDraza0% (1)
- Saipem Pres2Document45 pagesSaipem Pres2alexrodriguezabcNo ratings yet
- Contacts: Sylvester Otieno OumaDocument6 pagesContacts: Sylvester Otieno OumaZuma SylvesterNo ratings yet
- SUBSTATIONS IN POWER SYSTEMSDocument30 pagesSUBSTATIONS IN POWER SYSTEMSswamy_satya20004521No ratings yet
- Statement of PurposeDocument2 pagesStatement of PurposePrince ArbaazNo ratings yet
- Town Planning Lectures by Ravindar KumarDocument10 pagesTown Planning Lectures by Ravindar KumarMalik ZainNo ratings yet
- Drrilled Pier Foundations PDFDocument88 pagesDrrilled Pier Foundations PDFjohntptorresNo ratings yet
- 49 Project Management ProcessesDocument1 page49 Project Management ProcessesBeloved1234No ratings yet