You might also like
- Total04 Digital Version PDFDocument52 pagesTotal04 Digital Version PDFbeatriz matos67% (3)
- Solomon On Sex - Avoiding Marital Disaster: February 12, 2012Document14 pagesSolomon On Sex - Avoiding Marital Disaster: February 12, 2012baimareanNo ratings yet
- Ultimate GuideDocument33 pagesUltimate GuidemrosamusicNo ratings yet
- Diwali Pujan BookletDocument10 pagesDiwali Pujan Bookletman_ishkumarNo ratings yet
- SINAMICS V70 OPI en-US en-USDocument134 pagesSINAMICS V70 OPI en-US en-USRogério PereiraNo ratings yet
- CC-S3C ManualDocument62 pagesCC-S3C ManualRolando Nunez del Prado B.100% (2)
- FPAL Product Code GuideDocument53 pagesFPAL Product Code GuideSRARNo ratings yet
- Fanuc Manuals 520Document268 pagesFanuc Manuals 520danielstancu883296100% (2)
- Hoja de Datos PLC S7 1200 DC/DC/DC POWER SUPPLY 24VDCDocument9 pagesHoja de Datos PLC S7 1200 DC/DC/DC POWER SUPPLY 24VDCRaulNo ratings yet
- Draft STATCOM Maintenance Schedule (FINAL)Document36 pagesDraft STATCOM Maintenance Schedule (FINAL)Sukanta Parida100% (2)
- ED700AdvancedUserManual (V1 3)Document230 pagesED700AdvancedUserManual (V1 3)Andres SuarezNo ratings yet
- S7-200 SMART System Manual V2.1Document726 pagesS7-200 SMART System Manual V2.1Sagar Pawar75% (8)
- S7-200 SMART System Manual V2.1Document726 pagesS7-200 SMART System Manual V2.1Sagar Pawar75% (8)
- Stec nc2 o PDFDocument153 pagesStec nc2 o PDFDanielson Santos100% (1)
- SZGH-CNC1000MDi Modbus CNC Milling ControllerDocument246 pagesSZGH-CNC1000MDi Modbus CNC Milling ControllerRolando Nunez del Prado B.No ratings yet
- Fe Series Operation Manual - VicomDocument47 pagesFe Series Operation Manual - VicomMADS LABNo ratings yet
- Kinco DTools User ManualDocument531 pagesKinco DTools User ManualhoangkhanhNo ratings yet
- SD Series Digital Ac Servo System User Manual: (Third Page)Document39 pagesSD Series Digital Ac Servo System User Manual: (Third Page)marcos antonio santos100% (1)
- Delta Compact Modular Mid-Range PLC AS SeriesDocument56 pagesDelta Compact Modular Mid-Range PLC AS SeriesRolando Nunez del Prado B.No ratings yet
- 18 Appendix: Default Parameters With Compact Brake Motors: Service Manual For Frequency Control SystemDocument34 pages18 Appendix: Default Parameters With Compact Brake Motors: Service Manual For Frequency Control SystemJoss Maykol Mundaca VasquezNo ratings yet
- Instruction Manual: QS Series Stepper Motor Driver QS-10N QS-10P QS-10HDocument10 pagesInstruction Manual: QS Series Stepper Motor Driver QS-10N QS-10P QS-10HNhậtQuangNguyễn100% (1)
- Powerflex 755 Ac Drives: Hardware Service ManualDocument472 pagesPowerflex 755 Ac Drives: Hardware Service ManualJefferson NickNo ratings yet
- R5.5-A125 ManualDocument1 pageR5.5-A125 ManualDiiani AmayaNo ratings yet
- Panasonic Refrigeraor NR-B472TZ - B412TZ v1.1Document24 pagesPanasonic Refrigeraor NR-B472TZ - B412TZ v1.1Anonymous 2iQ1B59No ratings yet
- CLP Delta TP4Document9 pagesCLP Delta TP4Ricardo ChumaNo ratings yet
- 2.14.4.2 Powerflex 753 Adjustable Frequency Ac Drive-1-717 XXXDocument717 pages2.14.4.2 Powerflex 753 Adjustable Frequency Ac Drive-1-717 XXXcreyesdear3978No ratings yet
- ManualProgramacion XinjeDocument366 pagesManualProgramacion XinjeIsidro Igigi HernándezNo ratings yet
- PC450-8 Uess12601 0802Document24 pagesPC450-8 Uess12601 0802milorad14x50% (2)
- Penawaran Pekerjaan Fire Fighting (Upah + Material)Document3 pagesPenawaran Pekerjaan Fire Fighting (Upah + Material)vixer ndi100% (6)
- SV-iC5 User ManualDocument15 pagesSV-iC5 User ManualChristopher T. Caniedo100% (2)
- Ia321 SummaryDocument21 pagesIa321 SummaryRogersNo ratings yet
- FX3S, FX3G (C), FX3U (C) - User's Manual (Modbus Serial Communication Edition) JY997D26201-G (04.15)Document128 pagesFX3S, FX3G (C), FX3U (C) - User's Manual (Modbus Serial Communication Edition) JY997D26201-G (04.15)Sampath Weerakkodi67% (3)
- RANGER 5 AXIS ROBOT OPERATIONS MANUAL AB VERSION REV 2.7 EuroDocument87 pagesRANGER 5 AXIS ROBOT OPERATIONS MANUAL AB VERSION REV 2.7 EuroErnie Sergejenko0% (1)
- DahaoDocument10 pagesDahaorehan riaz100% (1)
- Golden Sun CNC-201R Rotary TableDocument10 pagesGolden Sun CNC-201R Rotary TableGerald100% (2)
- Variador de Velocidad Powtran Pi8600 r75g1Document5 pagesVariador de Velocidad Powtran Pi8600 r75g1jsrosero3250100% (1)
- Manual Etiquetadora 3M PL100Document32 pagesManual Etiquetadora 3M PL100Juan Carlos Lillo Rocha100% (3)
- PLC FlowchartDocument16 pagesPLC FlowchartChristian BaldonadoNo ratings yet
- HIPROM 1788-EN2FFR Linking Device User Manual PDFDocument102 pagesHIPROM 1788-EN2FFR Linking Device User Manual PDFAlvaro PantojaNo ratings yet
- Service Manual: New DSP Hc40Document30 pagesService Manual: New DSP Hc40SVC ADM100% (1)
- FB900 Digital Controller - ManualDocument400 pagesFB900 Digital Controller - ManualRenzoNo ratings yet
- ASDA A2 ManualDocument583 pagesASDA A2 ManualClaudio Lourenço da Silva100% (1)
- Variador Carlo GavazziDocument107 pagesVariador Carlo GavazziPepe ChampiiNo ratings yet
- Kinco HMIware User ManualDocument536 pagesKinco HMIware User ManualRichard AvilezNo ratings yet
- Aerial Work Platform 02Document3 pagesAerial Work Platform 02Aulia Ismatullah100% (1)
- Series 0+-MODEL F Plus: Easier To Use The World Standard CNC From FANUCDocument16 pagesSeries 0+-MODEL F Plus: Easier To Use The World Standard CNC From FANUCWazabi MooNo ratings yet
- Variador Sumitomo PDFDocument8 pagesVariador Sumitomo PDFGera Ortiz MartinezNo ratings yet
- Timer Off DelayDocument8 pagesTimer Off DelayNatanael MarquezNo ratings yet
- Capacitors - GE Two BushingDocument9 pagesCapacitors - GE Two Bushingmu5eedNo ratings yet
- V1.0 - 1901007 IS550 20140815 (001 194) .ZH CN - en FusionadoDocument194 pagesV1.0 - 1901007 IS550 20140815 (001 194) .ZH CN - en FusionadockatiNo ratings yet
- XGB-U +manual V1.0+XBC-DN32UUAUP XBC-DR28UUAUP PDFDocument1,322 pagesXGB-U +manual V1.0+XBC-DN32UUAUP XBC-DR28UUAUP PDFJaka SimonicNo ratings yet
- Dop-103bq en 20180528Document2 pagesDop-103bq en 20180528Yogesh Chaudhari0% (1)
- EC Wiring Diagrams: M3G074 Motor (Single Phase) M3G084 Motor (Single Phase)Document1 pageEC Wiring Diagrams: M3G074 Motor (Single Phase) M3G084 Motor (Single Phase)EduRoiNo ratings yet
- MAX500 Frequency Inverter Catalog V218Document8 pagesMAX500 Frequency Inverter Catalog V218luis castiblancoNo ratings yet
- InteliCharger 65 - 24 AF DatasheetDocument3 pagesInteliCharger 65 - 24 AF Datasheetjean sanchezNo ratings yet
- A06b 08Document234 pagesA06b 08Carlos SimosNo ratings yet
- Omega: User ManualDocument24 pagesOmega: User ManualTek tek hapNo ratings yet
- 2cr Klixon 6Document2 pages2cr Klixon 6AlejandroCoila100% (1)
- ADH Single Table Laser Cutter ULF-3015 2000w RaycusDocument21 pagesADH Single Table Laser Cutter ULF-3015 2000w RaycusAbubaker KakuleNo ratings yet
- Santerno SINUS M User ManualDocument219 pagesSanterno SINUS M User ManualnelsonNo ratings yet
- Proface PLCs Ethernet Communication PDFDocument17 pagesProface PLCs Ethernet Communication PDFRata IonNo ratings yet
- TECO Inverter T310 Catalogue 1Document12 pagesTECO Inverter T310 Catalogue 1MyoNo ratings yet
- PAX ANALOG Product Manual - 0Document36 pagesPAX ANALOG Product Manual - 0Saeed Ahmad ChandioNo ratings yet
- Fanuc-Ipendant PDFDocument2 pagesFanuc-Ipendant PDFantoineNo ratings yet
- Volts To Bar Conversion 2012Document8 pagesVolts To Bar Conversion 2012Skyler BurchNo ratings yet
- Shihlin Ekran Haberleşme MITSUBISHI enDocument10 pagesShihlin Ekran Haberleşme MITSUBISHI endthi16088No ratings yet
- Servo Motor'S Instruction Manual For Hydraulic SystemDocument12 pagesServo Motor'S Instruction Manual For Hydraulic Systembbrean14No ratings yet
- Innovance 201610191513041361Document614 pagesInnovance 201610191513041361Maya MayoshkaNo ratings yet
- MB8 3+1 Axis CNC Hydraulic Servo Press Brake Machine - DELEM DA52SDocument8 pagesMB8 3+1 Axis CNC Hydraulic Servo Press Brake Machine - DELEM DA52SryneleeNo ratings yet
- Brabender: ... Where Quality Is MeasuredDocument6 pagesBrabender: ... Where Quality Is MeasuredTotaltech Pvt LtdNo ratings yet
- WOODWARD SenkronizerDocument4 pagesWOODWARD Senkronizernelson ijeboimenNo ratings yet
- DeviceNet-Motor Starters and Contactors-Freedom AE19 AN19 PDFDocument18 pagesDeviceNet-Motor Starters and Contactors-Freedom AE19 AN19 PDFALEXANDERNo ratings yet
- AgisDocument20 pagesAgisFabian Andres Blanco GNo ratings yet
- Description Features: Deep Sea Electronics PLC Auto Start InstrumentationDocument4 pagesDescription Features: Deep Sea Electronics PLC Auto Start InstrumentationJavier Antonio AlvaradoNo ratings yet
- SZGH Products CatalogDocument22 pagesSZGH Products CatalogRolando Nunez del Prado B.No ratings yet
- SMPInterface Part 1 SignalsDocument128 pagesSMPInterface Part 1 SignalsRolando Nunez del Prado B.No ratings yet
- SMTWOperating GuideDocument199 pagesSMTWOperating GuideRolando Nunez del Prado B.No ratings yet
- Winston Power SuplyDocument37 pagesWinston Power SuplyRolando Nunez del Prado B.No ratings yet
- (CIMON) PLC-S CPU Built-In Positioning User ManualDocument60 pages(CIMON) PLC-S CPU Built-In Positioning User ManualRolando Nunez del Prado B.No ratings yet
- Controlador Lambda s4 Mesa de CorteDocument161 pagesControlador Lambda s4 Mesa de CorteRolando Nunez del Prado B.No ratings yet
- CIMON - SCADA - UltimateAccess - 2015 - Opt PDFDocument3 pagesCIMON - SCADA - UltimateAccess - 2015 - Opt PDFRolando Nunez del Prado B.No ratings yet
- Prensa HidraulicaDocument113 pagesPrensa HidraulicaRicardo Evangelista HernándezNo ratings yet
- Motor (ABB Type)Document50 pagesMotor (ABB Type)Rolando Nunez del Prado B.No ratings yet
- CIMON SCADA Catalogue - 2018 PDFDocument4 pagesCIMON SCADA Catalogue - 2018 PDFRolando Nunez del Prado B.No ratings yet
- Brochure 2015 PDFDocument10 pagesBrochure 2015 PDFRolando Nunez del Prado B.No ratings yet
- (CIMON) PLC-S CPU Built-In Positioning User ManualDocument60 pages(CIMON) PLC-S CPU Built-In Positioning User ManualRolando Nunez del Prado B.No ratings yet
- Controlde Parison InyectoraDocument77 pagesControlde Parison InyectoraDaniloApolinarioNo ratings yet
- Catalogue DRASTARDocument52 pagesCatalogue DRASTARRolando Nunez del Prado B.No ratings yet
- User'S Manual: Multi-Function Compact InverterDocument446 pagesUser'S Manual: Multi-Function Compact InverterjorgeulianaNo ratings yet
- High Precision Micro Planetary ReducerDocument21 pagesHigh Precision Micro Planetary ReducerRolando Nunez del Prado B.No ratings yet
- Product BrochureDocument19 pagesProduct BrochureRolando Nunez del Prado B.No ratings yet
- Catalogue 2012 (D+B) SDocument26 pagesCatalogue 2012 (D+B) SRolando Nunez del Prado B.No ratings yet
- Catalogo Gral Rounds - EncodersDocument24 pagesCatalogo Gral Rounds - EncodersRolando Nunez del Prado B.No ratings yet
- Mid-Year Examination, 2023 Science Year 7 1 HourDocument23 pagesMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanNo ratings yet
- Complicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalDocument7 pagesComplicaciones Postoperatorias en Esofagectomía Por Cáncer. Evaluación de 215 Casos Según Definiciones Del Grupo de Consenso InternacionalPaulo RoseroNo ratings yet
- Chinese ArchitectureDocument31 pagesChinese Architecturenusantara knowledge100% (2)
- K&J Magnetics - Demagnetization CurvesDocument4 pagesK&J Magnetics - Demagnetization CurvessubbannachrsNo ratings yet
- ScheduleDocument1 pageScheduleparag7676No ratings yet
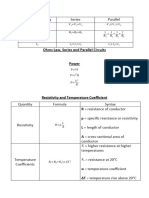
- EET - Formulas - Christmas TermDocument3 pagesEET - Formulas - Christmas TermJMDNo ratings yet
- CADS Revit Scia Engineer Link Best PracticesDocument32 pagesCADS Revit Scia Engineer Link Best PracticestrevorNo ratings yet
- Basic Principles of Remote SensingDocument24 pagesBasic Principles of Remote Sensingfelipe4alfaro4salas100% (1)
- Mwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToDocument7 pagesMwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToMateo AponteNo ratings yet
- VlsiDocument79 pagesVlsimdhuq1No ratings yet
- The Ecological Effects of Eucalyptus PDFDocument97 pagesThe Ecological Effects of Eucalyptus PDFgejuinaNo ratings yet
- Manual Generador CAT C15 IbaguéDocument6 pagesManual Generador CAT C15 IbaguéAndres VargasNo ratings yet
- Movimiento Circular, Momentun Lineal y EnergíaDocument92 pagesMovimiento Circular, Momentun Lineal y EnergíaJulio César Macías ZamoraNo ratings yet
- Cateora2ce IM Ch012Document9 pagesCateora2ce IM Ch012Priya ShiniNo ratings yet
- 2UEB000487 v1 Drive On GeneratorDocument19 pages2UEB000487 v1 Drive On GeneratorSherifNo ratings yet
- Augocom Micro 768 Battery Tester User ManualDocument29 pagesAugocom Micro 768 Battery Tester User ManualJorge PontonNo ratings yet
- AC350 Specs UsDocument18 pagesAC350 Specs Uskloic1980100% (1)
- TR189 Kathuria PDFDocument168 pagesTR189 Kathuria PDFuqiNo ratings yet
- PECI 405 ECPP 7th Sem CivilDocument96 pagesPECI 405 ECPP 7th Sem CivilYasaswi AkkirajuNo ratings yet
- Lcnews227 - Nexera SeriesDocument47 pagesLcnews227 - Nexera SeriesMuhammad RohmanNo ratings yet
- Asyb 2020 2Document295 pagesAsyb 2020 2KhangNo ratings yet
- The Influence of School Architecture and Design On The Outdoor Play Experience Within The Primary SchoolDocument20 pagesThe Influence of School Architecture and Design On The Outdoor Play Experience Within The Primary SchoolAnca BalotaNo ratings yet