You might also like
- The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocument7 pagesThe Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessAlejandra HernandezNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- JMMP 02 00063Document19 pagesJMMP 02 00063kishoreNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Simulation of Heat Transfer in Steel Billets During Continuous CastingDocument14 pagesSimulation of Heat Transfer in Steel Billets During Continuous CastingFahrgerusteNo ratings yet
- Materials 15 02545 v2Document23 pagesMaterials 15 02545 v2Bhawesh SthaNo ratings yet
- 3d Heat Transfer Analysis and Numerical Modeling of LENSTM Process For One End Stepped Cylindrical Wall by Using Stainless Steel 304Document5 pages3d Heat Transfer Analysis and Numerical Modeling of LENSTM Process For One End Stepped Cylindrical Wall by Using Stainless Steel 304IJMERNo ratings yet
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 pagesIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100No ratings yet
- Finite Element Analysis of Welded JointsDocument5 pagesFinite Element Analysis of Welded JointsjangdiniNo ratings yet
- 2nd PaperDocument11 pages2nd PaperGaurav PandeyNo ratings yet
- Multiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryDocument4 pagesMultiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryAswathi S MenonNo ratings yet
- Yang 2013Document10 pagesYang 2013mohamadNo ratings yet
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDocument26 pagesRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNo ratings yet
- M.A. Wahab, 1998. The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocument7 pagesM.A. Wahab, 1998. The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessHao KingNo ratings yet
- Metal Big Area Additive Manufacturing Process Modeling and ValidationDocument17 pagesMetal Big Area Additive Manufacturing Process Modeling and ValidationTiago Camargo AlvesNo ratings yet
- Numerical Analysis of Quenching and Cooling ProcesDocument7 pagesNumerical Analysis of Quenching and Cooling ProcestalalNo ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- Prediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelDocument8 pagesPrediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelAdilchelakotNo ratings yet
- Predicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsDocument8 pagesPredicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsRobert SimmonsNo ratings yet
- Important PaperDocument11 pagesImportant PaperrahulNo ratings yet
- Experience in SimulationDocument5 pagesExperience in SimulationGowrav ShenoyNo ratings yet
- 7206 9292 1 PB PDFDocument11 pages7206 9292 1 PB PDFMichael SerraNo ratings yet
- JMATPRO Ifhtse 2008Document4 pagesJMATPRO Ifhtse 2008FahrgerusteNo ratings yet
- Procast - ESI - Casting SimulationsDocument14 pagesProcast - ESI - Casting Simulationsvmgobinath100% (2)
- Mesh ModellingDocument4 pagesMesh ModellingVikas GargNo ratings yet
- Laser Sintering Control For Metal Additive Manufacturing by PDE BacksteppingDocument12 pagesLaser Sintering Control For Metal Additive Manufacturing by PDE Backsteppingbabes badreddineNo ratings yet
- Determination of Temperature Distribution in The Cutting Zone PDFDocument8 pagesDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieNo ratings yet
- Levicast ProcessDocument5 pagesLevicast ProcessMuha KimNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Finite Element Analysis of EBW Welded Joint Using SysweldDocument6 pagesFinite Element Analysis of EBW Welded Joint Using Sysweldamd mhmNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Finite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDocument17 pagesFinite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDuarte NetoNo ratings yet
- MET 49 4 301 305 KastelicDocument5 pagesMET 49 4 301 305 Kastelic3834saldNo ratings yet
- Control and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsDocument16 pagesControl and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsMostafaNo ratings yet
- Finite Element Analysis of Heat Flow inDocument5 pagesFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaNo ratings yet
- IEI Journal PaperDocument7 pagesIEI Journal PaperPearl IPNo ratings yet
- Studying Thermal BehaviorDocument6 pagesStudying Thermal BehaviorAhmed MatNo ratings yet
- Ipc2012 90337Document6 pagesIpc2012 90337Marcelo Varejão CasarinNo ratings yet
- Design of Hot Forging Process of Parts With Complex Geometry in Digital EnvironmentDocument4 pagesDesign of Hot Forging Process of Parts With Complex Geometry in Digital Environmentsandeep5No ratings yet
- Investigation of Temperature and Residual StressesDocument10 pagesInvestigation of Temperature and Residual StressesNice place PlaceNo ratings yet
- Discrete-Event Simulation Thermal ModelDocument21 pagesDiscrete-Event Simulation Thermal Modelal-masriNo ratings yet
- Extended Abstract - Amit K SinghDocument4 pagesExtended Abstract - Amit K SinghRama BalharaNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- Sciencedirect: Finite Element Modelling of Wire-Arc-Additive-Manufacturing ProcessDocument6 pagesSciencedirect: Finite Element Modelling of Wire-Arc-Additive-Manufacturing ProcessSaturnus PlutoNo ratings yet
- Research of Thermal Processes For The Continuous Casting of SteelDocument4 pagesResearch of Thermal Processes For The Continuous Casting of SteeleuisNo ratings yet
- Experimental Investigation and Process Parameter Optimization of Sheet Metal Bending by Line Heating MethodDocument12 pagesExperimental Investigation and Process Parameter Optimization of Sheet Metal Bending by Line Heating MethodJoel AbateNo ratings yet
- Laser Welding Process Specification Base On Welding TheoriesDocument7 pagesLaser Welding Process Specification Base On Welding TheoriesIlea VladNo ratings yet
- On The Issue of Heat Balance of Molds For InjectioDocument6 pagesOn The Issue of Heat Balance of Molds For Injectiolinh ngoNo ratings yet
- Finite Difference Simulation of Low Carbon Steel Manual Arc WeldingDocument8 pagesFinite Difference Simulation of Low Carbon Steel Manual Arc WeldingRami GhorbelNo ratings yet
- Welding Project Report PDFDocument61 pagesWelding Project Report PDFEzzadin Baban50% (6)
- Magnesium With HariDocument9 pagesMagnesium With HariElaine JohnsonNo ratings yet
- Materials and Design: A. Kermanpur, M. Eskandari, H. Purmohamad, M.A. Soltani, R. ShateriDocument9 pagesMaterials and Design: A. Kermanpur, M. Eskandari, H. Purmohamad, M.A. Soltani, R. ShaterircarpiooNo ratings yet
- Finite Element Modeling of Hot Stamping: Metal FormingDocument7 pagesFinite Element Modeling of Hot Stamping: Metal FormingsharenterNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- Finite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsDocument8 pagesFinite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsRiston SinagaNo ratings yet
- Prediction of Mechanical Properties and Microstructure Distribution of Quenched and Tempered Steel ShaftDocument10 pagesPrediction of Mechanical Properties and Microstructure Distribution of Quenched and Tempered Steel ShaftfdcarazoNo ratings yet
- Preliminary Study On Rapid Prototyping TechnologyDocument11 pagesPreliminary Study On Rapid Prototyping Technology开始关心你No ratings yet
- Phase-Field Modelling of Microstructure Evolution During Processing of Cold-Rolled Dual Phase SteelsDocument13 pagesPhase-Field Modelling of Microstructure Evolution During Processing of Cold-Rolled Dual Phase SteelsfdcarazoNo ratings yet
- Process Hazards Analysis Pha Hazop Fmea Fta Jsa EtcDocument2 pagesProcess Hazards Analysis Pha Hazop Fmea Fta Jsa EtcfelavinNo ratings yet
- ASTM g8 96 Reapproved 2010Document9 pagesASTM g8 96 Reapproved 2010felavinNo ratings yet
- Surface Preparation and ProtectiveDocument26 pagesSurface Preparation and ProtectivefelavinNo ratings yet
- Surface Preparation and ProtectiveDocument26 pagesSurface Preparation and ProtectivefelavinNo ratings yet
- Cathodic Disbonding TesterDocument1 pageCathodic Disbonding TesterfelavinNo ratings yet
- Duplex Wire Type IQI According To ISO 19232-5 Total Image Unsharpness Gage According To ASTM E 2002Document2 pagesDuplex Wire Type IQI According To ISO 19232-5 Total Image Unsharpness Gage According To ASTM E 2002felavinNo ratings yet
- IQI Controlling Radiographic QualityDocument3 pagesIQI Controlling Radiographic QualityfelavinNo ratings yet
- Pin-Fuse Joint FinalDocument10 pagesPin-Fuse Joint FinalShubham BeraNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Comparative Analysis of Effect of Thermal Shock On Adhesive Joint StrengthDocument6 pagesComparative Analysis of Effect of Thermal Shock On Adhesive Joint StrengthCandace FrankNo ratings yet
- Structural Integrity of Fasterners PDFDocument208 pagesStructural Integrity of Fasterners PDFFelipe ArceNo ratings yet
- Abaqus Convergence DiscussionDocument21 pagesAbaqus Convergence DiscussionBolarinwaNo ratings yet
- Composite Smart MaterialsDocument21 pagesComposite Smart MaterialsrajaNo ratings yet
- Calculation of Section Modulus PDFDocument4 pagesCalculation of Section Modulus PDFDeniz DasNo ratings yet
- D-Hardness Test (2019-2020)Document19 pagesD-Hardness Test (2019-2020)Vipul MetaNo ratings yet
- Section Properties: Design of Padeye As Per Aisc 360-2005Document6 pagesSection Properties: Design of Padeye As Per Aisc 360-2005Enrique BarajasNo ratings yet
- RC Rectangular Column DesignDocument12 pagesRC Rectangular Column DesignSachin AgarwalNo ratings yet
- Bsce-4: Timber Second Floor Framing Plan and Design CriteriaDocument3 pagesBsce-4: Timber Second Floor Framing Plan and Design CriteriaKurt Laurhon CabahugNo ratings yet
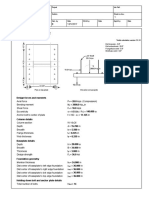
- Base Plate 2Document5 pagesBase Plate 2Bunkun15No ratings yet
- Unit 5 - Week 2 - Crystallography II + Structure of Solids IDocument4 pagesUnit 5 - Week 2 - Crystallography II + Structure of Solids IAnonymous OYXHZSksNo ratings yet
- SG Iron GradesDocument2 pagesSG Iron GradesSagarKBL100% (1)
- Spring DesignDocument49 pagesSpring DesignbennyfergusonNo ratings yet
- Failure Analysis On Diesel-Engine Valve SpringsDocument7 pagesFailure Analysis On Diesel-Engine Valve SpringsReza FebriNo ratings yet
- LOCOS SlideshowDocument39 pagesLOCOS SlideshowManasa UpadhyayaNo ratings yet
- 2 Sheet Metal StructuresDocument98 pages2 Sheet Metal StructuresSteph AicoNo ratings yet
- Relationship Between: Tensile Properties of Fibres and Nonwoven FabricsDocument5 pagesRelationship Between: Tensile Properties of Fibres and Nonwoven Fabricssasi kumar UNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFSandip JawalkarNo ratings yet
- Non Destructive Testing Seminar ReportDocument22 pagesNon Destructive Testing Seminar ReportMonu LodhaNo ratings yet
- Extrusion Die Swell Simulation of Tire Tread Compound Using Viscoelastic Equation of Phan Thien & Tanner (PTT Model)Document7 pagesExtrusion Die Swell Simulation of Tire Tread Compound Using Viscoelastic Equation of Phan Thien & Tanner (PTT Model)Ashutosh Kudale100% (1)
- ASTM E384-Standard Test Method For Microindentation Hardness of MaterialsDocument40 pagesASTM E384-Standard Test Method For Microindentation Hardness of MaterialsNestor Leonardo Ayasta LevanoNo ratings yet
- Buckling of ShellsDocument19 pagesBuckling of ShellsOSCARDELTANo ratings yet
- Differences Between Working Stress Method and Limit State MethodDocument1 pageDifferences Between Working Stress Method and Limit State MethodTare Er Kshitij91% (33)
- MaterialsDocument4 pagesMaterialsSilvio VarricchioNo ratings yet
- ASTM's Standards For Tensile Polymer TestingDocument5 pagesASTM's Standards For Tensile Polymer TestingKhaqan Amin50% (2)
- 2009Document6 pages2009ankitgaurav3497No ratings yet
- Fatigue DesignDocument13 pagesFatigue DesignBaskar KannaiahNo ratings yet
- MATSCI 210 - Lecture 2 - Polymer Physics Part 1Document33 pagesMATSCI 210 - Lecture 2 - Polymer Physics Part 1Samanoske AkechiNo ratings yet
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyFrom EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyRating: 4 out of 5 stars4/5 (51)
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)
- AI Superpowers: China, Silicon Valley, and the New World OrderFrom EverandAI Superpowers: China, Silicon Valley, and the New World OrderRating: 4.5 out of 5 stars4.5/5 (398)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldFrom EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldRating: 4.5 out of 5 stars4.5/5 (107)
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4 out of 5 stars4/5 (6)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyFrom EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyRating: 3.5 out of 5 stars3.5/5 (111)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (55)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (228)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)From EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)No ratings yet
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumFrom EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumRating: 3 out of 5 stars3/5 (12)
- YouTube Secrets: The Ultimate Guide on How to Start and Grow Your Own YouTube Channel, Learn the Tricks To Make a Successful and Profitable YouTube ChannelFrom EverandYouTube Secrets: The Ultimate Guide on How to Start and Grow Your Own YouTube Channel, Learn the Tricks To Make a Successful and Profitable YouTube ChannelRating: 4.5 out of 5 stars4.5/5 (48)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeFrom EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeRating: 4.5 out of 5 stars4.5/5 (99)
- The Knowledge: How to Rebuild Our World from ScratchFrom EverandThe Knowledge: How to Rebuild Our World from ScratchRating: 3.5 out of 5 stars3.5/5 (133)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Four Battlegrounds: Power in the Age of Artificial IntelligenceFrom EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceRating: 5 out of 5 stars5/5 (5)
- Solutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesFrom EverandSolutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesNo ratings yet
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterFrom EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterRating: 5 out of 5 stars5/5 (3)