You might also like
- GMAW Welding - MaxDocument44 pagesGMAW Welding - Maxforex500No ratings yet
- Overview of Advanced Welding ProcessesDocument55 pagesOverview of Advanced Welding ProcessesSaravanan RajendranNo ratings yet
- Electrowinning and Smelting BasicsDocument13 pagesElectrowinning and Smelting BasicsJohann Rene Meddrano100% (2)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Pipe THK CalculationDocument2 pagesPipe THK CalculationchannajayamangalaNo ratings yet
- Wet WeldingDocument13 pagesWet WeldingViktor ŽganecNo ratings yet
- Duplex Stainless Steel - Part 1 - TWIDocument6 pagesDuplex Stainless Steel - Part 1 - TWItuanNo ratings yet
- A 48 Gray Iron CastingsDocument5 pagesA 48 Gray Iron Castingswasatiah05No ratings yet
- Duplex Stainless Steel SAF 2304, 2205, SAF 2507Document12 pagesDuplex Stainless Steel SAF 2304, 2205, SAF 2507Anonymous skBAwexNo ratings yet
- Guide To Types of Welding PDFDocument24 pagesGuide To Types of Welding PDFbhaskarjalanNo ratings yet
- Tin Plating ProcessDocument3 pagesTin Plating Processkrishy76100% (1)
- 304 Stainless SteelDocument3 pages304 Stainless Steelnum fistismNo ratings yet
- Astm A48 PDFDocument5 pagesAstm A48 PDFPhan Linh100% (1)
- TUNDISH COVER RefractoryDocument3 pagesTUNDISH COVER RefractoryMashiur RahmanNo ratings yet
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Data Sheet VDM 617Document12 pagesData Sheet VDM 617Anonymous lmCR3SkPrKNo ratings yet
- O - Alloy 59: Nicrofer 5923 HDocument12 pagesO - Alloy 59: Nicrofer 5923 HIniyan Thiruselvam Navaladi KarthikeyanNo ratings yet
- VDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 EditionDocument12 pagesVDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 Editionrohitshukla23No ratings yet
- ISO Standards On Mech Test of MetalsDocument1 pageISO Standards On Mech Test of MetalsKiran NikateNo ratings yet
- 17 4 PHDocument2 pages17 4 PHParag NaikNo ratings yet
- BUTTING Duplex 2018Document20 pagesBUTTING Duplex 2018Benny PoNo ratings yet
- Nickel Alloys Monel 400 N04400Document4 pagesNickel Alloys Monel 400 N04400David Balboa VillenasNo ratings yet
- Chemical Composition (In Weight %) : Specification SheetDocument6 pagesChemical Composition (In Weight %) : Specification SheetGusti CahyonoNo ratings yet
- Stellite 21Document2 pagesStellite 21Mohsen ParpinchiNo ratings yet
- P91TPDocument37 pagesP91TPPhong ĐỗNo ratings yet
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoNo ratings yet
- 17-4 Fi Us enDocument10 pages17-4 Fi Us ennaeem akramNo ratings yet
- Instrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard RatingDocument5 pagesInstrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard Ratinggohjh80No ratings yet
- Duplex-Alloy-2205-Stress ValuesDocument5 pagesDuplex-Alloy-2205-Stress ValuesShiniNo ratings yet
- Data Sheet VDM Alloy 800 HDocument14 pagesData Sheet VDM Alloy 800 HpinkNo ratings yet
- Mitf987 Aisi 1078 Hot RolledDocument4 pagesMitf987 Aisi 1078 Hot Rolledmicah.driesnerNo ratings yet
- 02.CARBO - RC 3 Blau eDocument1 page02.CARBO - RC 3 Blau eMario CastilloNo ratings yet
- Hardness HSS - SKD11Document5 pagesHardness HSS - SKD11Antonius PrakosaNo ratings yet
- Alloy Solution To Marine Fastener ProblemsDocument10 pagesAlloy Solution To Marine Fastener ProblemsBackia LakshmiNo ratings yet
- AISI 1045 SteelDocument3 pagesAISI 1045 Steelsenthil4youNo ratings yet
- 708M40 Alloy Steel: Form of SupplyDocument3 pages708M40 Alloy Steel: Form of SupplyLUCIA MAÑAYNo ratings yet
- Cuzr0,15: Uns:C15100 En:Cw120CDocument17 pagesCuzr0,15: Uns:C15100 En:Cw120CNut AssanaiNo ratings yet
- 17 4 PHDocument2 pages17 4 PHzaranrajputNo ratings yet
- Material Search Results - COMPARISON REPORT: General Information MAT - ID 123 MAT - ID 212 MAT - ID 265Document4 pagesMaterial Search Results - COMPARISON REPORT: General Information MAT - ID 123 MAT - ID 212 MAT - ID 265Muhammad DiazNo ratings yet
- AISI 1045 Steel, Hot Rolled, 19-32 MM (0.75-1Document2 pagesAISI 1045 Steel, Hot Rolled, 19-32 MM (0.75-1diego AlvarezNo ratings yet
- C15100 Alloy - CuZr0,15Document17 pagesC15100 Alloy - CuZr0,15kristechnikNo ratings yet
- Duplex Stainless Steel LDX 2404 or 1.4662 PDFDocument4 pagesDuplex Stainless Steel LDX 2404 or 1.4662 PDFtienNo ratings yet
- 6063 ProfilesDocument1 page6063 ProfilesBPP-Tech PythonNo ratings yet
- JIS G4051 Grade S45C: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesJIS G4051 Grade S45C: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearALEX MURPHYNo ratings yet
- PK2SPDocument3 pagesPK2SPEmanuelValenciaHenaoNo ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- ELT-05-ET-TS-0003 - Specification For Welding Consumable For 9% Ni Steel - R0Document12 pagesELT-05-ET-TS-0003 - Specification For Welding Consumable For 9% Ni Steel - R0jorgekarlosprNo ratings yet
- ALLOY 400 Data Sheet: Uns NDocument5 pagesALLOY 400 Data Sheet: Uns NNguyễn Quốc PhượngNo ratings yet
- SB-462 - ASME BPVC 2021 Sección II Part BDocument6 pagesSB-462 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Ptasccandsrcresistanceofadvanced 347 Ap 1665635031601Document5 pagesPtasccandsrcresistanceofadvanced 347 Ap 1665635031601Amr SolimanNo ratings yet
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Document13 pagesDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesNo ratings yet
- Austenitic Standard GradesDocument6 pagesAustenitic Standard Gradesfierro44No ratings yet
- MERILODocument1 pageMERILOpedjaNo ratings yet
- Norsok M-001 - Materials Selection GuidanceDocument29 pagesNorsok M-001 - Materials Selection GuidanceWalid LabidiNo ratings yet
- Iogp S-563 Mds Id145Document2 pagesIogp S-563 Mds Id145FIKRI BADRULNo ratings yet
- Minfm33419 en 10028 2 Grade p355gh Normalized or Normalized Formed NDocument4 pagesMinfm33419 en 10028 2 Grade p355gh Normalized or Normalized Formed NMert EmremNo ratings yet
- High TemperatureCharacteristicsofStainlessSteel 9004Document14 pagesHigh TemperatureCharacteristicsofStainlessSteel 9004SukhDeolNo ratings yet
- Boehler CM2-UPDocument1 pageBoehler CM2-UPdiahNo ratings yet
- 444 Data Sheet PDFDocument2 pages444 Data Sheet PDFamitavjhaNo ratings yet
- Nicrofer 3220 3220h eDocument15 pagesNicrofer 3220 3220h eKevinCollinNo ratings yet
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardsDocument1 pageMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardschetanNo ratings yet
- En40b PDFDocument3 pagesEn40b PDFjeyakumarNo ratings yet
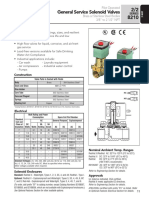
- General Service Solenoid Valves Asco en Us 6005028Document6 pagesGeneral Service Solenoid Valves Asco en Us 6005028Lupita ArriagaNo ratings yet
- Giunzione e ManutenzioneDocument29 pagesGiunzione e Manutenzionerenhat parulian sitorusNo ratings yet
- 25CR20NIDocument2 pages25CR20NIShariq KhanNo ratings yet
- Alloy Cuni 70-30Document2 pagesAlloy Cuni 70-30didiethardoyoNo ratings yet
- Kaiser Aluminum 7075 Rod and BarDocument2 pagesKaiser Aluminum 7075 Rod and BarH VNo ratings yet
- General Service Solenoid Valves: FeaturesDocument6 pagesGeneral Service Solenoid Valves: FeaturesIgnacio FranNo ratings yet
- Jis G 3505-2004Document17 pagesJis G 3505-2004wasatiah05No ratings yet
- Iso 643Document40 pagesIso 643wasatiah0567% (3)
- Tempering BainiteDocument26 pagesTempering Bainitewasatiah05No ratings yet
- B951.927 - MG Alloy Naming and CompsDocument7 pagesB951.927 - MG Alloy Naming and Compswanghongxuan66No ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Balkishan DyavanapellyNo ratings yet
- Steam TurbineDocument17 pagesSteam TurbinebobyNo ratings yet
- Strengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentDocument3 pagesStrengthening The Mechanical Properties of 20MnCr5 Steel by Developing Martensite Structure Through Deep Cryogenic TreatmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologyDocument13 pagesDesign, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologySERDARNo ratings yet
- Orthodontic Biomaterials: From The Past To The Present: Review ArticleDocument12 pagesOrthodontic Biomaterials: From The Past To The Present: Review ArticleYeraldin EspañaNo ratings yet
- Indian Stainless Steel IndustryDocument29 pagesIndian Stainless Steel IndustryImran ansariNo ratings yet
- En 19Document1 pageEn 19Parvee K Nakwal100% (1)
- Ductile Iron SpecificationsDocument12 pagesDuctile Iron SpecificationsDouglas BooyensNo ratings yet
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- TSADocument44 pagesTSAdraj1875977No ratings yet
- Nippon PDFDocument6 pagesNippon PDFYogesh GuptaNo ratings yet
- Certificado de Materiales Picos de RonchiDocument1 pageCertificado de Materiales Picos de RonchiGuillermo Rafael Tranquini CarrascoNo ratings yet
- UTP A 3545 NBDocument1 pageUTP A 3545 NBNapol HengbumrungNo ratings yet
- EN19 - 709M40 Black (As Rolled, Forged or Heat Treated) (ALLOY STEEL) (Direct Hardening or Nitriding)Document1 pageEN19 - 709M40 Black (As Rolled, Forged or Heat Treated) (ALLOY STEEL) (Direct Hardening or Nitriding)Raja Sekaran SajjaNo ratings yet
- Common Metallurgical Defects in Ductile Iron EnglishDocument1 pageCommon Metallurgical Defects in Ductile Iron EnglishedgarestevessNo ratings yet
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDocument8 pagesEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesNo ratings yet
- Rolled Coil Sheet 16 03 2022Document1 pageRolled Coil Sheet 16 03 2022muraliNo ratings yet
- Effects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020Document8 pagesEffects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020rezaNo ratings yet
- Chapter 7 Ferrous and Non-Ferrous MetalsDocument60 pagesChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatNo ratings yet
- 3249T311Document1 page3249T311alexmc000123No ratings yet
- Calculation and Sizing in Boilermaking - Chapter 2 - CourseDocument5 pagesCalculation and Sizing in Boilermaking - Chapter 2 - Coursedoua hmidaNo ratings yet
- Electroless Ni-P or Ni-B-B4C Duplex Composite Coatings For Improving The Corrosion and Tribological Behavior of Ck45 SteelDocument6 pagesElectroless Ni-P or Ni-B-B4C Duplex Composite Coatings For Improving The Corrosion and Tribological Behavior of Ck45 SteelArghyaMukherjeeNo ratings yet