You might also like
- Torque Values Graphite Laminate (B16.5)Document2 pagesTorque Values Graphite Laminate (B16.5)Gonçalo Cortez50% (2)
- Astm D 5138 - 99Document7 pagesAstm D 5138 - 99Ahda Dapong Rizqy MaulanaNo ratings yet
- Visual Studio C++ TutorialDocument324 pagesVisual Studio C++ TutorialFahadNo ratings yet
- EN Iso 2560 - BDocument2 pagesEN Iso 2560 - Bimupathan100% (1)
- Torque Values RTJ B16 5 PDFDocument3 pagesTorque Values RTJ B16 5 PDFPranpath NarupantawartNo ratings yet
- Bolt torque requirements for gasketsDocument2 pagesBolt torque requirements for gasketsrached100% (2)
- Standard Torque Values ChartDocument9 pagesStandard Torque Values ChartTamandeep SehmiNo ratings yet
- Name: Fatema Saeed Grade Level:: Lesson Plan TemplateDocument3 pagesName: Fatema Saeed Grade Level:: Lesson Plan Templateapi-340688378No ratings yet
- Cswip 3.1 2011Document400 pagesCswip 3.1 2011Anonymous SA40GK6No ratings yet
- Elbows - DIN 2605: VL Code 711Document3 pagesElbows - DIN 2605: VL Code 711ramonaghergheNo ratings yet
- Pipe Schedules Chart Imperial and Metric HFT50-WEB-PDocument7 pagesPipe Schedules Chart Imperial and Metric HFT50-WEB-PAmjad ShahNo ratings yet
- Hi - Temp 900Document5 pagesHi - Temp 900bhavesh solankiNo ratings yet
- A338 Steel StandardDocument2 pagesA338 Steel StandardguilhermehsssNo ratings yet
- INS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesDocument25 pagesINS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesenriqueNo ratings yet
- NPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Document4 pagesNPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Mr. ANo ratings yet
- Bolted+Flanged+Joints+New+Methods+&+Practices+ +proceedingsDocument191 pagesBolted+Flanged+Joints+New+Methods+&+Practices+ +proceedingsIvo KovachevNo ratings yet
- DIN flange bolting technical dataDocument2 pagesDIN flange bolting technical dataOsmar GomesNo ratings yet
- ANSI Flanges Dimensions Specs Grades ClassesDocument23 pagesANSI Flanges Dimensions Specs Grades ClassesVenkatesh GangadharNo ratings yet
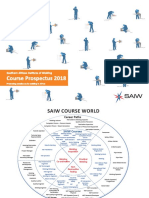
- 2018 SAIW Course ProspectusDocument76 pages2018 SAIW Course ProspectusBen Buys100% (1)
- Rockwell Hardness ConvertDocument3 pagesRockwell Hardness Convertsuresh bishnoiNo ratings yet
- Premier Valves Product SelectorDocument12 pagesPremier Valves Product Selectorneelkant sharmaNo ratings yet
- Guidelines For Holiday TestingDocument4 pagesGuidelines For Holiday TestingReji J Thoppil100% (1)
- T/SP/P/1: Specification ForDocument48 pagesT/SP/P/1: Specification Formichael7michlovsky0% (1)
- PIPE ATTACHMENT SPECS AND LOAD RATINGSDocument2 pagesPIPE ATTACHMENT SPECS AND LOAD RATINGSMohamed RafikNo ratings yet
- Asme Section II A-2 Sa-453 Sa-453mDocument10 pagesAsme Section II A-2 Sa-453 Sa-453mAnonymous GhPzn1xNo ratings yet
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- En 10025 s275 s355Document2 pagesEn 10025 s275 s355Alex LeungNo ratings yet
- Unravel mysteries pipe thread sizesDocument1 pageUnravel mysteries pipe thread sizesDJoko Trend RedsNo ratings yet
- Astm B 148 2009Document5 pagesAstm B 148 2009WillianNo ratings yet
- SANS24Document13 pagesSANS24loots69No ratings yet
- API MPMS Ch. 14.3.2Document1 pageAPI MPMS Ch. 14.3.2Irfan SyukranNo ratings yet
- Studding Outlets Dimensions & SpecificationsDocument2 pagesStudding Outlets Dimensions & SpecificationspandiangvNo ratings yet
- Triple Eccentric Metal Seated ValvesDocument4 pagesTriple Eccentric Metal Seated ValvesFelipe Gamboa GálvezNo ratings yet
- Flange Dimensions Various StandardsDocument22 pagesFlange Dimensions Various StandardsMohsinShaikhNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Vel PQCV Web Catalogo Velan Duo CheckDocument21 pagesVel PQCV Web Catalogo Velan Duo Checkel_apache10No ratings yet
- HTTP WWW - Wermac.org Fittings Buttweld Fittings Part5Document4 pagesHTTP WWW - Wermac.org Fittings Buttweld Fittings Part5prabu prasad100% (1)
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- Safety Data Bolt Strengths IdentificationDocument1 pageSafety Data Bolt Strengths IdentificationSameer KulkarniNo ratings yet
- Consolidated Model 2700 Pressure Safety and Relief ValvesDocument44 pagesConsolidated Model 2700 Pressure Safety and Relief Valvesjromero_rpgNo ratings yet
- B.S. 3293 FlangesDocument8 pagesB.S. 3293 FlangesTiến ĐìnhNo ratings yet
- Consolidated: Consolidated Safety Valve Type 1700-2-S and 1700-3-SDocument69 pagesConsolidated: Consolidated Safety Valve Type 1700-2-S and 1700-3-SSravan DasariNo ratings yet
- Astm A370 PDFDocument46 pagesAstm A370 PDFNguyễn NgọcNo ratings yet
- Ball ValvesDocument34 pagesBall ValvesalexescNo ratings yet
- K FactorDocument1 pageK FactorcarloslaioloNo ratings yet
- DS 058-Rev-02 Epilux 155 High Build MIO CoatingDocument2 pagesDS 058-Rev-02 Epilux 155 High Build MIO CoatingsojeckNo ratings yet
- Effect of Welding Parameters on PE Weld QualityDocument22 pagesEffect of Welding Parameters on PE Weld Qualityvipul anandNo ratings yet
- Flange alignment and bolt tightening guidelinesDocument1 pageFlange alignment and bolt tightening guidelinesedzel iliw-iliwNo ratings yet
- Which Process?: A Guide to the Selection of Welding and Related ProcessesFrom EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNo ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Bolt torque requirements for gasketed flangesDocument3 pagesBolt torque requirements for gasketed flangesOtto DonisNo ratings yet
- Torque Value DelmonDocument8 pagesTorque Value DelmonKhalid HaiderNo ratings yet
- Gearless MGI27SDocument3 pagesGearless MGI27SMk KuraNo ratings yet
- Brides AcierDocument1 pageBrides AcierHery NirinaNo ratings yet
- Bend Detail 32 InchDocument3 pagesBend Detail 32 InchankeshkatochNo ratings yet
- Crude Oil Tank - UPDATEDDocument2 pagesCrude Oil Tank - UPDATEDCHIGOZIENo ratings yet
- Miscellaneous ComponentsDocument51 pagesMiscellaneous ComponentsEkhlas MamdouhNo ratings yet
- CASE 1190 Shop ManualDocument23 pagesCASE 1190 Shop ManualRytis SiaulysNo ratings yet
- Harken 40.2st 06Document2 pagesHarken 40.2st 06Stuartp1No ratings yet
- Table 20210908215655Document4 pagesTable 20210908215655Luiizz MartiinezzNo ratings yet
- MDI Aircraft Engine AnalysisDocument17 pagesMDI Aircraft Engine AnalysisSidd SundararajanNo ratings yet
- 03 Inspecting eDocument1 page03 Inspecting eShelby SmallNo ratings yet
- PL PLDocument8 pagesPL PLAmin NziNo ratings yet
- v6 1389 1393Document5 pagesv6 1389 1393Amin NziNo ratings yet
- Shaft Design and Flywheel DimensioningDocument13 pagesShaft Design and Flywheel DimensioningihtishamuddNo ratings yet
- P16139 151Document13 pagesP16139 151jinggascribdNo ratings yet
- Reddyhoff Et Al Ultrasound and Seals Sealing Tech 2006Document6 pagesReddyhoff Et Al Ultrasound and Seals Sealing Tech 2006Amin NziNo ratings yet
- PDFDocument163 pagesPDFAmin NziNo ratings yet
- Recommended PDFDocument1 pageRecommended PDFAmin NziNo ratings yet
- Recommended Maximum Bolt Loads and Torque Values (Metric Coarse Threads)Document1 pageRecommended Maximum Bolt Loads and Torque Values (Metric Coarse Threads)Amin NziNo ratings yet
- Shaft Design ProcedureDocument39 pagesShaft Design ProcedureAdriana Echavarria RamirezNo ratings yet
- Wrench CmhartsDocument1 pageWrench Cmhartsmsaqibraza93No ratings yet
- Torque Values - A Guide To Specifying Torque Values For Fasteners PDFDocument3 pagesTorque Values - A Guide To Specifying Torque Values For Fasteners PDFMohamed RafeekNo ratings yet
- Torque Values - A Guide To Specifying Torque Values For Fasteners PDFDocument3 pagesTorque Values - A Guide To Specifying Torque Values For Fasteners PDFMohamed RafeekNo ratings yet
- Lsi/Csi: 24-Bit Dual-Axis Quadrature CounterDocument12 pagesLsi/Csi: 24-Bit Dual-Axis Quadrature CounterWilliam Méndez PérezNo ratings yet
- DocDocument6 pagesDocapi-287506055No ratings yet
- Tomescu PDFDocument353 pagesTomescu PDFLuís Farias100% (3)
- 24Document3 pages24sdssdNo ratings yet
- Eiffic/Efuf (T:, RFRDT (FrrtfuDocument17 pagesEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuNo ratings yet
- Battery ModelingDocument6 pagesBattery ModelingmusabnajeebNo ratings yet
- GR/KWH, KG/HR or Tons/Month.: ScopeDocument5 pagesGR/KWH, KG/HR or Tons/Month.: ScopeThaigroup CementNo ratings yet
- Electronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.Document571 pagesElectronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.SolNo ratings yet
- Teaching NLTK NorwegianDocument68 pagesTeaching NLTK NorwegianRamesh AkulaNo ratings yet
- Welding robot aviation plug terminal definitionDocument4 pagesWelding robot aviation plug terminal definitionPhươngNguyễnNo ratings yet
- 10.8 Special Polar GraphsDocument16 pages10.8 Special Polar GraphsIlias NihaNo ratings yet
- Document: NO.:: Ultrasonic ExaminationDocument41 pagesDocument: NO.:: Ultrasonic ExaminationDamar WardhanaNo ratings yet
- Uniform ForceDocument11 pagesUniform ForcearnoldistunoNo ratings yet
- Digital-To-Analog Converter ICs SB Vol11 Issue5Document12 pagesDigital-To-Analog Converter ICs SB Vol11 Issue5Hooman KaabiNo ratings yet
- AAL1 and Segmentation and Reassembly LayerDocument18 pagesAAL1 and Segmentation and Reassembly Layeroureducation.inNo ratings yet
- Seagate Part1 PDFDocument113 pagesSeagate Part1 PDFwaranhaNo ratings yet
- COSC 2307: Sub-QueriesDocument23 pagesCOSC 2307: Sub-QueriesBhavikDaveNo ratings yet
- NeurophysiologyDocument364 pagesNeurophysiologyTaimoor Ul HassanNo ratings yet
- Diebold ManualDocument2 pagesDiebold Manualjoseperezlopes069No ratings yet
- Mathematics T (954/1) Functions QuizDocument1 pageMathematics T (954/1) Functions QuizmasyatiNo ratings yet
- J Gen Physiol-1952-Hershey-39-56Document18 pagesJ Gen Physiol-1952-Hershey-39-56api-277839406No ratings yet
- Student's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisDocument11 pagesStudent's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisguanyitorNo ratings yet
- Mechanical Technology Concepts: Applied ThermodynamicsDocument45 pagesMechanical Technology Concepts: Applied ThermodynamicsLe0 GamingNo ratings yet
- Make Your Own Eye Chart!: Interpreting The TableDocument2 pagesMake Your Own Eye Chart!: Interpreting The TableneuroNo ratings yet
- Project PPTDocument47 pagesProject PPTIshant KumawatNo ratings yet
- P&ID ManualDocument35 pagesP&ID Manualdharan kumarNo ratings yet
- Classification of The Concha Type Microtia and Their New Suitable Tratment Strategies Without Autogenous Costal Cartilage GraftingDocument7 pagesClassification of The Concha Type Microtia and Their New Suitable Tratment Strategies Without Autogenous Costal Cartilage Graftingromina paz morales camposNo ratings yet
- Tensile FinalDocument43 pagesTensile Finalnamrataavyas75% (4)