You might also like
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Norma GM EspañolDocument9 pagesNorma GM Españolcesardario90100% (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Normas de soldadura ANSI/AWS D1.1, D1.2, D1.3 y D1.4Document50 pagesNormas de soldadura ANSI/AWS D1.1, D1.2, D1.3 y D1.4NORIMAR24100% (1)
- En 25817-Uniones Soldadas Por Arco de Aceros-Guia Sobre Niveles de Calidad en Funcion de Las Inperfecciones ImprimidoDocument15 pagesEn 25817-Uniones Soldadas Por Arco de Aceros-Guia Sobre Niveles de Calidad en Funcion de Las Inperfecciones Imprimidomanuel floresNo ratings yet
- Soldadura MAG de chapas de acero al carbono. FMEC0210From EverandSoldadura MAG de chapas de acero al carbono. FMEC0210No ratings yet
- Protocolo Soldadura PDFDocument567 pagesProtocolo Soldadura PDFNilsenRivera50% (4)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Rating: 5 out of 5 stars5/5 (1)
- UNIONES SOLDADAS DE ALUMINIO Y GUIA DE CALIDADDocument19 pagesUNIONES SOLDADAS DE ALUMINIO Y GUIA DE CALIDADmanuel floresNo ratings yet
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- Asme 31.8 2022Document11 pagesAsme 31.8 2022nestor.arguello83No ratings yet
- Pr-Ac-13 Inspeccion VisualDocument8 pagesPr-Ac-13 Inspeccion VisualjoseNo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- Análisis AwsDocument4 pagesAnálisis AwsEdwin Yaguana100% (1)
- Sae Ams W 6858aDocument46 pagesSae Ams W 6858aOmar LopezNo ratings yet
- Aws-D1 1Document23 pagesAws-D1 1Santiago BallesterosNo ratings yet
- Código Prácticas Estándares Acero 2000Document70 pagesCódigo Prácticas Estándares Acero 2000Per DCNo ratings yet
- B31.8 2014, EspañolDocument11 pagesB31.8 2014, Españoljohnrojas950% (2)
- Soldadura ultrasónica conductoresDocument8 pagesSoldadura ultrasónica conductoresDeivi Mitchel Baltazares VásquezNo ratings yet
- Norma AWS D1.1Document21 pagesNorma AWS D1.1Eduard NuñezNo ratings yet
- B31.8 2016, Capitulo II, Soldaduras en Español PDFDocument11 pagesB31.8 2016, Capitulo II, Soldaduras en Español PDFimarluNo ratings yet
- Introducción al código estructural AWS D1.1: Requisitos para diseño de conexiones soldadasDocument2 pagesIntroducción al código estructural AWS D1.1: Requisitos para diseño de conexiones soldadasrafael18luisNo ratings yet
- Código de Soldaduras en Estructuras de AceroDocument3 pagesCódigo de Soldaduras en Estructuras de AceroFrancisca IbacetaNo ratings yet
- Control de RugosidadDocument5 pagesControl de RugosidadeddyNo ratings yet
- Control de CalidadDocument10 pagesControl de Calidadlael00No ratings yet
- AWS D1.1 Código Soldadura AceroDocument122 pagesAWS D1.1 Código Soldadura AceroFranklin Estévez67% (6)
- Norma AWS D1.1-2002Document470 pagesNorma AWS D1.1-2002moisesgo.secondNo ratings yet
- NORMA API 1104 TraducccionDocument58 pagesNORMA API 1104 TraducccionJuan almeiraNo ratings yet
- AWS D1.1 - Apartado CDocument113 pagesAWS D1.1 - Apartado CJose Adrian Hernandez HernandezNo ratings yet
- WPQ Wps SenatiDocument8 pagesWPQ Wps SenatianabelguadalupeNo ratings yet
- Consideraciones en El Diseño de Uniones SoldadasDocument7 pagesConsideraciones en El Diseño de Uniones Soldadasoscar197935No ratings yet
- Estandares de SoldaduraDocument4 pagesEstandares de Soldaduraheartblack7No ratings yet
- AWS D1 1 - 2002 - EspañolDocument463 pagesAWS D1 1 - 2002 - EspañolAdrian Delgado MijaresNo ratings yet
- Revisión Código AWSDocument35 pagesRevisión Código AWSFabian MuñozNo ratings yet
- Uniones soldadas entre perfiles tubularesDocument12 pagesUniones soldadas entre perfiles tubularesJhon RiofrioNo ratings yet
- Calificacion y Procedimientos API 1104Document56 pagesCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- AWS D1 1 EspanolDocument656 pagesAWS D1 1 EspanolJorge Alberto Martinez OrtizNo ratings yet
- Procedimiento de soldadura para ingenieríaDocument36 pagesProcedimiento de soldadura para ingenieríaJanelis Casadiego100% (1)
- 4-Introduccion Al Codigo Estructural AWS D1 (1) .1Document2 pages4-Introduccion Al Codigo Estructural AWS D1 (1) .1RicardoLauferNo ratings yet
- Introduccion Al Codigo Aws D1.1Document26 pagesIntroduccion Al Codigo Aws D1.1Hugo FerroNo ratings yet
- Structural Welding Code Parte 1Document21 pagesStructural Welding Code Parte 1Arnela HodzicNo ratings yet
- Pr-Ct-Inspeccion Visualde Soldaduras OriginalDocument9 pagesPr-Ct-Inspeccion Visualde Soldaduras Originalsamantha guerreroNo ratings yet
- Norma Ea-95Document295 pagesNorma Ea-95JORDIMGNo ratings yet
- Sesion 3 - Control de Calidad y Aseguramiento de Calidad - QaDocument30 pagesSesion 3 - Control de Calidad y Aseguramiento de Calidad - QagermanNo ratings yet
- Inspeccion Visual en SoldaduraDocument8 pagesInspeccion Visual en SoldadurajoseNo ratings yet
- Soldadura para Estructuras de AceroDocument122 pagesSoldadura para Estructuras de Aceroxavier_lpNo ratings yet
- Din Iso 20457Document28 pagesDin Iso 20457KiiKa100% (1)
- Criterios de inspección visual de soldadura según ASME B31.3Document43 pagesCriterios de inspección visual de soldadura según ASME B31.3Renato Diaz67% (3)
- Especificaciones de SoldaduraDocument10 pagesEspecificaciones de Soldadurajavier_navlozNo ratings yet
- Exposicion B31.3Document35 pagesExposicion B31.3JOHAN ANDRES LENIS MONTILLANo ratings yet
- Apéndice W Esp PDFDocument76 pagesApéndice W Esp PDFIsidroGuerreroEspinoza100% (1)
- Astm A572Document4 pagesAstm A572Luis Jaramillo100% (3)
- Evaluacion de Corrosion Ing Daniel GomezDocument51 pagesEvaluacion de Corrosion Ing Daniel GomezFrancisco javierNo ratings yet
- Curso de Soldadura y Mtls - para IngenierosDocument16 pagesCurso de Soldadura y Mtls - para IngenierosGerardo CastilloNo ratings yet
- Cap 12 .1 - 12.10 - Fractura Critica - Aws D1.5Document15 pagesCap 12 .1 - 12.10 - Fractura Critica - Aws D1.5marcoedgNo ratings yet
- Métodos de PruebaDocument79 pagesMétodos de PruebaRodrigo SanchexNo ratings yet
- AWS D1.1 Código de Soldadura AceroDocument29 pagesAWS D1.1 Código de Soldadura AceromaqueyraNo ratings yet
- Awsd1 1Document71 pagesAwsd1 1Juan Santos90% (10)
- Formato FlujogramaDocument12 pagesFormato Flujogramacesardario90No ratings yet
- Plantilla Manual de ProcedimientosDocument9 pagesPlantilla Manual de ProcedimientosJean Carlos Ortega60% (10)
- Libro DiarioDocument23 pagesLibro Diariocesardario90No ratings yet
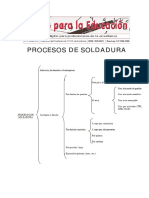
- Procesos de SoldaduraDocument14 pagesProcesos de SoldaduraAlexNo ratings yet
- Notas A Los Estados FinancierosDocument2 pagesNotas A Los Estados Financieroscesardario90No ratings yet
- Soldadura procesosDocument22 pagesSoldadura procesosOscar Paredes IncaNo ratings yet
- Beneficios de Tener Una Tienda OnlineDocument3 pagesBeneficios de Tener Una Tienda Onlinecesardario90No ratings yet
- Formulario TTDocument83 pagesFormulario TTcesardario90No ratings yet
- MAYORIZACIONDocument13 pagesMAYORIZACIONcesardario90No ratings yet
- CostoUnitarioServicioDocument3 pagesCostoUnitarioServiciocesardario90No ratings yet
- Asistencia Total Raul Coka Barriga CIA.LTDA Estado Patrimonio 2015Document1 pageAsistencia Total Raul Coka Barriga CIA.LTDA Estado Patrimonio 2015cesardario90No ratings yet
- Estado Flujo EfectivoDocument2 pagesEstado Flujo Efectivocesardario90No ratings yet
- Manual de Soldadura Oerlikon Exsa S ADocument146 pagesManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- SoldaduraDocument6 pagesSoldaduraYhonny ValenzuelaNo ratings yet
- Manual inspección visual Niveles I y IIDocument192 pagesManual inspección visual Niveles I y IIArmin Alberto Licandeo MoraNo ratings yet
- Liquidos PenetrantesDocument77 pagesLiquidos Penetrantesjaimejulio69No ratings yet
- Principios y Aplicacaciones Liquidos Penetrantes PDFDocument138 pagesPrincipios y Aplicacaciones Liquidos Penetrantes PDFluis100% (2)
- 22 - 1 - CAP. 3 CORROSIÓN BACTERIANA EN METALES Autores Humberto R.Document6 pages22 - 1 - CAP. 3 CORROSIÓN BACTERIANA EN METALES Autores Humberto R.Martin Alvarado BonifacioNo ratings yet
- Análisis de Falla de PolímerosDocument608 pagesAnálisis de Falla de Polímeroscesardario90No ratings yet
- Normas CarroceriasDocument27 pagesNormas CarroceriasAndress BarrenoNo ratings yet
- Afiche Falla Tornillos E Espejo Sept 2011 500x700Document20 pagesAfiche Falla Tornillos E Espejo Sept 2011 500x700cesardario90No ratings yet
- Ley Del Sistema Ecuatoriano de CalidadDocument23 pagesLey Del Sistema Ecuatoriano de Calidadcesardario90No ratings yet
- Cbm3om KaDocument56 pagesCbm3om Kacesardario90No ratings yet
- OM 805783r2 PDFDocument94 pagesOM 805783r2 PDFcesardario90No ratings yet
- Métodos ENDDocument159 pagesMétodos ENDcesardario90No ratings yet
- Curso Iso 17020 PDFDocument80 pagesCurso Iso 17020 PDFcesardario90No ratings yet
- Liquidos PenetrantesDocument70 pagesLiquidos PenetrantesHelga Viviana AlmeidaNo ratings yet
- Discontinuidades QA QCDocument71 pagesDiscontinuidades QA QCcesardario90No ratings yet
- Resolución de Problema Técnico Como Un Proceso (Para Llenar Documento)Document19 pagesResolución de Problema Técnico Como Un Proceso (Para Llenar Documento)Ing. Gerardo Sánchez Nájera100% (7)
- Norma técnica ambiental Guanajuato manejo residuos agrícolasDocument13 pagesNorma técnica ambiental Guanajuato manejo residuos agrícolasfecofecoNo ratings yet
- Tema 4 GPI Jesus EscalonaDocument18 pagesTema 4 GPI Jesus Escalonacodes luisNo ratings yet
- Almacenamiento de alimentos perecederos y temperaturas idealesDocument2 pagesAlmacenamiento de alimentos perecederos y temperaturas idealesEterna LecturaNo ratings yet
- Preparacion de CianuroDocument12 pagesPreparacion de CianuroAldo Quispe100% (1)
- Instrumentos de EvaluacinDocument7 pagesInstrumentos de Evaluacinapi-263757336No ratings yet
- Salsa de ají gourmet Sumaq: estudio de mercado y plan estratégicoDocument216 pagesSalsa de ají gourmet Sumaq: estudio de mercado y plan estratégicoabenitechNo ratings yet
- Manuel Lopez de La Parra Critica A Babb PDFDocument8 pagesManuel Lopez de La Parra Critica A Babb PDFSergioNo ratings yet
- NTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño DirectoDocument6 pagesNTC 5215-Tubos de Concreto Reforzado para Alcantarillado Fabricados Segun Metodo de Disño Directojuan pablo HoyosNo ratings yet
- Manual Corporativo Bar I 29Document23 pagesManual Corporativo Bar I 29Jennyfer Gutierrez100% (1)
- Análisis nodal de sistemas de producciónDocument26 pagesAnálisis nodal de sistemas de producciónRoxana VelascoNo ratings yet
- E-AC-06-GS-H Criterio de Evaluacion Galicia Seguros HOGAR Rev08-1Document15 pagesE-AC-06-GS-H Criterio de Evaluacion Galicia Seguros HOGAR Rev08-1Emi BrainNo ratings yet
- Beoc Marzo 2023Document6 pagesBeoc Marzo 2023Alejandro DiazNo ratings yet
- Zclase Semana13 - Plan de Contingencia AmbientalDocument14 pagesZclase Semana13 - Plan de Contingencia AmbientalMarisol SCanoNo ratings yet
- Contratos ApunteDocument23 pagesContratos ApunteAylen LuchiniNo ratings yet
- Sesion 05 IpercDocument36 pagesSesion 05 Iperckevin espejoNo ratings yet
- Redes neuronales: tipos de entrenamiento y arquitecturas principalesDocument7 pagesRedes neuronales: tipos de entrenamiento y arquitecturas principalesDavid Angel Alvarez CayotopaNo ratings yet
- MercadoLaboralDocument13 pagesMercadoLaboralJoselinCalderónCabrera25% (4)
- Tarea Semana 5 ServiciosDocument2 pagesTarea Semana 5 Serviciosclaudine.arriaza2151No ratings yet
- Trabajo 10% 1er Corte Diseño de Plantas Giuseppe Farinaccio C.I 25.700.400Document18 pagesTrabajo 10% 1er Corte Diseño de Plantas Giuseppe Farinaccio C.I 25.700.400ExRider GXNo ratings yet
- Inventario 31 12 2014Document44 pagesInventario 31 12 2014Reynold MoscosoNo ratings yet
- 51 Presentacioin de Caso PracticoDocument3 pages51 Presentacioin de Caso PracticojohannaNo ratings yet
- Etiquetado de MedicamentosDocument4 pagesEtiquetado de MedicamentosEquipo de Respuesta Inmediata de la UMFCNo ratings yet
- Tecnología en construcción: El salarioDocument41 pagesTecnología en construcción: El salarioArist MartinNo ratings yet
- Mejora servicio agua riego AngasmarcaDocument2 pagesMejora servicio agua riego AngasmarcarenzoNo ratings yet
- Ensayo ArgumentativoDocument8 pagesEnsayo ArgumentativoDanna ValeeryNo ratings yet
- Hacer Del SGSST PDFDocument17 pagesHacer Del SGSST PDFleidyyuliethjaramillo7No ratings yet
- Reglamento de La MuniDocument60 pagesReglamento de La MuniKelvin AguilarNo ratings yet
- Secuencia de Tecnol 7mo Grado Seño Lore OlmosDocument40 pagesSecuencia de Tecnol 7mo Grado Seño Lore OlmosGonzy Diaz Páez100% (1)
- Resume NDocument3 pagesResume NWENDY TACO BOLIVARNo ratings yet