You might also like
- Galvanized Steel CableDocument3 pagesGalvanized Steel CableEdward van MartinoNo ratings yet
- Innovative Bridge Design Handbook: Construction, Rehabilitation and MaintenanceFrom EverandInnovative Bridge Design Handbook: Construction, Rehabilitation and MaintenanceAlessio PipinatoRating: 4.5 out of 5 stars4.5/5 (11)
- Rohleder PresentationDocument135 pagesRohleder Presentationmcwong_98No ratings yet
- TN H01-Hand Book For Design of Steel StructuresDocument210 pagesTN H01-Hand Book For Design of Steel StructuresEdward van Martino88% (8)
- TN H01-Hand Book For Design of Steel StructuresDocument210 pagesTN H01-Hand Book For Design of Steel StructuresEdward van Martino88% (8)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Strut and Tie Models ACIDocument13 pagesStrut and Tie Models ACIRômulo Menck RomanichenNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Precast Prestressed Concrete Horizontally Curved Bridge BeamsDocument42 pagesPrecast Prestressed Concrete Horizontally Curved Bridge BeamsYasser AlghrafyNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- Pavement RepairDocument15 pagesPavement RepairtoddlbyrnesNo ratings yet
- Design Example LRFD GirderDocument12 pagesDesign Example LRFD GirderEdward van Martino100% (1)
- Design of Deck For COMPLEX Concrete BridgeDocument75 pagesDesign of Deck For COMPLEX Concrete BridgeJunaid AminNo ratings yet
- Final Report For Design of Deck For Complex Concrete Bridge PDFDocument28 pagesFinal Report For Design of Deck For Complex Concrete Bridge PDFJunaid Amin100% (1)
- The Structural Behaviour of Horizontally Curved PSC Box Girder BridgeDocument250 pagesThe Structural Behaviour of Horizontally Curved PSC Box Girder Bridgeshahriar_938521054No ratings yet
- 03.03 - General Design - Design Rules For Aerodynamic Effects On Bridges - BD 49-01Document34 pages03.03 - General Design - Design Rules For Aerodynamic Effects On Bridges - BD 49-01Oscar Mendoza100% (1)
- Automated Geometry Control For Segmental BridgesDocument7 pagesAutomated Geometry Control For Segmental BridgesKavinkumar ShanmugamNo ratings yet
- Modelling and Analysis of Cable Stayed StructuresDocument26 pagesModelling and Analysis of Cable Stayed Structuressathishb.blr2653100% (3)
- Design of Piles Under Cyclic Loading: SOLCYP RecommendationsFrom EverandDesign of Piles Under Cyclic Loading: SOLCYP RecommendationsAlain PuechNo ratings yet
- Composite Truss BridgesDocument6 pagesComposite Truss Bridgeszepedro_fernandes100% (1)
- Effective Width Flange Provisions For Composite Steel BridgesDocument9 pagesEffective Width Flange Provisions For Composite Steel BridgesJorge PalominoNo ratings yet
- Design and Analysis of Pre Stressed I Girders by Midas Civil SoftwareDocument7 pagesDesign and Analysis of Pre Stressed I Girders by Midas Civil SoftwareEditor IJTSRDNo ratings yet
- (TECH) Cable Stayed BridgesDocument87 pages(TECH) Cable Stayed BridgesEdward van Martino100% (1)
- Investigating Principles Governing MotionDocument30 pagesInvestigating Principles Governing Motionmeljan degamon100% (5)
- Guideline On Design of Segmental Concrete BridgesDocument122 pagesGuideline On Design of Segmental Concrete BridgesChong Wee LinNo ratings yet
- Spliced Girder BridgeDocument15 pagesSpliced Girder BridgePartha Pratim RoyNo ratings yet
- Segmental Post-Tensioned Concrete BridgesDocument12 pagesSegmental Post-Tensioned Concrete BridgesDimitri Mn100% (2)
- Transverse Post-Tensioning Design and Detailing of Precast Prestressed Concrete Adjacent-Box-Girder Bridges PDFDocument15 pagesTransverse Post-Tensioning Design and Detailing of Precast Prestressed Concrete Adjacent-Box-Girder Bridges PDFSanti CheewabantherngNo ratings yet
- Design and Construction of Concrete Filled Steel Tubular Arch Bridge PDFDocument7 pagesDesign and Construction of Concrete Filled Steel Tubular Arch Bridge PDFnishantsky1990No ratings yet
- Stages For Construction: Retaining WallDocument37 pagesStages For Construction: Retaining WallIkhwan HasiffNo ratings yet
- Suspension BridgesDocument32 pagesSuspension BridgesSilver Olguín CamachoNo ratings yet
- Semi-Integral-Abutment Design Example (USA Unit)Document20 pagesSemi-Integral-Abutment Design Example (USA Unit)Ya YangNo ratings yet
- Bridges - All - Paper - Integral Abutments For Steel Bridges by E Wasserman - 10-1996Document44 pagesBridges - All - Paper - Integral Abutments For Steel Bridges by E Wasserman - 10-1996Xuejian LiuNo ratings yet
- Creep ShrinkageDocument15 pagesCreep Shrinkagerenganathank1987100% (1)
- PC Cable-Stayed Bridge Part I PDFDocument28 pagesPC Cable-Stayed Bridge Part I PDFEncik BadrulNo ratings yet
- Integral Abutment and Jointless BridgesDocument343 pagesIntegral Abutment and Jointless BridgesJc Wong100% (3)
- Analysis of Composite Box GirdersDocument169 pagesAnalysis of Composite Box Girderspmc_lbm4440No ratings yet
- Spliced Girder Bridges The Way To Maximize Span Depth RatioDocument17 pagesSpliced Girder Bridges The Way To Maximize Span Depth RatioaapennsylvaniaNo ratings yet
- Brace Forces in Steel Box Girders With Single Diagonal Lateral Bracing SystemsDocument12 pagesBrace Forces in Steel Box Girders With Single Diagonal Lateral Bracing Systemserky arkvathonejhNo ratings yet
- Link Slab Deck JointsDocument20 pagesLink Slab Deck JointsAnton Husen PurboyoNo ratings yet
- OTEC (Kanawha River Bridge) S WilliamsonDocument59 pagesOTEC (Kanawha River Bridge) S Williamsonstevewv100% (1)
- 16 PTIRecommendationsforStayCableDesignTestingandInstallationDocument23 pages16 PTIRecommendationsforStayCableDesignTestingandInstallationBeratErtekin100% (1)
- The Use of Iron & SteelDocument7 pagesThe Use of Iron & SteelMaureen AlboresNo ratings yet
- Buckling Analysis of Bridge DeckDocument21 pagesBuckling Analysis of Bridge DeckswapnilNo ratings yet
- The Network Arch 19-08-2014Document142 pagesThe Network Arch 19-08-2014jitz1234No ratings yet
- Curved BridgesDocument43 pagesCurved BridgesRam Nepali75% (4)
- An Optimization Model For The Design of Network Arch BridgesDocument13 pagesAn Optimization Model For The Design of Network Arch BridgesAshutoshAparajNo ratings yet
- Design Example ASD GirderDocument12 pagesDesign Example ASD GirderEdward van MartinoNo ratings yet
- Karoumi PHD ThesisDocument208 pagesKaroumi PHD ThesisVan Cuong PhamNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- AASHTO Load Distribution of Horizontally Curved BridgesDocument10 pagesAASHTO Load Distribution of Horizontally Curved BridgesmabuhamdNo ratings yet
- Design Aids of Nu I Girder BridgesDocument115 pagesDesign Aids of Nu I Girder Bridgesheryanto555No ratings yet
- Comparision Between Internal and External PrestressingDocument6 pagesComparision Between Internal and External PrestressingSubbarao Kakumanu0% (1)
- Six Pile Cap Reinforced ConcreteDocument9 pagesSix Pile Cap Reinforced ConcreteFaheem KhanNo ratings yet
- Design of Joints in Segmental Hollow Box Girder BRDocument7 pagesDesign of Joints in Segmental Hollow Box Girder BRsatish chandraNo ratings yet
- First Prs EditedDocument38 pagesFirst Prs EditedMathew SebastianNo ratings yet
- Design of Bridge (Ass 1)Document7 pagesDesign of Bridge (Ass 1)Fazrul Hakimi0% (1)
- Elastomeric Bridge Bearings-R1Document6 pagesElastomeric Bridge Bearings-R1Den BagusNo ratings yet
- JL-88-September-October Precast Prestressed Concrete Horizontally Curved Bridge BeamsDocument46 pagesJL-88-September-October Precast Prestressed Concrete Horizontally Curved Bridge BeamsRam RakshithNo ratings yet
- Gba 0809 QLD RoadsDocument11 pagesGba 0809 QLD RoadsJimmy Villca SainzNo ratings yet
- Geovia Surpac 6.6.2 x64 Bit Whats NewDocument2 pagesGeovia Surpac 6.6.2 x64 Bit Whats NewEdward van MartinoNo ratings yet
- Cable StayedDocument26 pagesCable StayedMd Waseem AkramNo ratings yet
- Gabion StabilityDocument108 pagesGabion StabilityEdward van MartinoNo ratings yet
- Pile Manual PDFDocument58 pagesPile Manual PDFEdward van MartinoNo ratings yet
- Gen741 PushoverUserGuideDocument105 pagesGen741 PushoverUserGuideSergiovichNo ratings yet
- W Dek Construction Manual March 2009Document44 pagesW Dek Construction Manual March 2009Edward van MartinoNo ratings yet
- Midas Civil 2013 Notas Version V 3 1 EngDocument19 pagesMidas Civil 2013 Notas Version V 3 1 Engantonio_poma_3No ratings yet
- Gusset Plate Research UpdateDocument41 pagesGusset Plate Research UpdateEdward van MartinoNo ratings yet
- Torsion 1Document33 pagesTorsion 1Edward van MartinoNo ratings yet
- Arch Bridges, John Paul II, PolandDocument1 pageArch Bridges, John Paul II, PolandEdward van MartinoNo ratings yet
- Cellbeam Program Design Guide & Section Property TablesDocument8 pagesCellbeam Program Design Guide & Section Property TablesAlexandre SantosNo ratings yet
- RC13 Torsion1Document20 pagesRC13 Torsion1Edward van MartinoNo ratings yet
- Torsi Concrete High StrengthDocument12 pagesTorsi Concrete High StrengthEdward van MartinoNo ratings yet
- Arch Bridges, John Paul II, PolandDocument1 pageArch Bridges, John Paul II, PolandEdward van MartinoNo ratings yet
- Bearing Test Before DeliveryDocument2 pagesBearing Test Before DeliveryEdward van MartinoNo ratings yet
- Wika Beton CSPDocument15 pagesWika Beton CSPEdward van MartinoNo ratings yet
- 200506142127Document18 pages200506142127Edward van MartinoNo ratings yet
- Recent Development of Bridge in China Final Version of Full Paper)Document23 pagesRecent Development of Bridge in China Final Version of Full Paper)Edward van MartinoNo ratings yet
- 36 BellinoDocument16 pages36 BellinoEdward van MartinoNo ratings yet
- Push-Over Analysis For Seismic Performance Evaluation of RC Frame Structures. Computer ProgramsDocument30 pagesPush-Over Analysis For Seismic Performance Evaluation of RC Frame Structures. Computer ProgramsCaraiane Catalin50% (2)
- I GirderDocument222 pagesI Girderapi-38406300% (1)
- Main Cable Corrosion Protection M L BloomstineDocument14 pagesMain Cable Corrosion Protection M L BloomstineEdward van MartinoNo ratings yet
- GT S Pushover AnalysisDocument71 pagesGT S Pushover AnalysisEdward van MartinoNo ratings yet
- Potential Distribution Over Suspension Insulator S PDFDocument4 pagesPotential Distribution Over Suspension Insulator S PDFsmitajanaNo ratings yet
- EmtDocument13 pagesEmtAnonymous VASS3z0wTHNo ratings yet
- DLI Watchman®: Vibration Screening Tool BenefitsDocument2 pagesDLI Watchman®: Vibration Screening Tool Benefitssinner86No ratings yet
- Alain Hazotte - Solid State Transformation and Heat Treatment-Wiley-VCH (2005)Document195 pagesAlain Hazotte - Solid State Transformation and Heat Treatment-Wiley-VCH (2005)Ridvan GecuNo ratings yet
- NucleiDocument31 pagesNucleigurjit20No ratings yet
- Is.6209.2006 Indian Standard Methods For Partial Discharge MeasurementsDocument35 pagesIs.6209.2006 Indian Standard Methods For Partial Discharge Measurementsjuanete29No ratings yet
- Electronic Controls Handbook: EWPC Series ControllersDocument32 pagesElectronic Controls Handbook: EWPC Series ControllerszeljkoNo ratings yet
- Threading Inserts: Now in To Conquer ISO S MaterialsDocument32 pagesThreading Inserts: Now in To Conquer ISO S MaterialsAchmad Arifudin HidayatullohNo ratings yet
- Submittal Wilo 01Document28 pagesSubmittal Wilo 01Shaik Bepari JakeerNo ratings yet
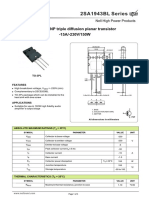
- 2SA1943BL Series: Silicon PNP Triple Diffusion Planar Transistor - 15A/-230V/150WDocument3 pages2SA1943BL Series: Silicon PNP Triple Diffusion Planar Transistor - 15A/-230V/150WYukie Vaie JoeNo ratings yet
- Exercise - Turbofan: 011 0a1 02 012 03 C Fan HPT LPT I C H M BDocument14 pagesExercise - Turbofan: 011 0a1 02 012 03 C Fan HPT LPT I C H M BThe PrankfellasNo ratings yet
- Revision IiDocument2 pagesRevision IiAnh TrầnNo ratings yet
- Mechanical Properties of Materials: Samir Fernando Castilla Acevedo Chem E., M. Eng., Ph.D. StudentDocument21 pagesMechanical Properties of Materials: Samir Fernando Castilla Acevedo Chem E., M. Eng., Ph.D. StudentMateo PerezNo ratings yet
- Lackieranweisung DE: A Wirtgen Group CompanyDocument10 pagesLackieranweisung DE: A Wirtgen Group CompanyEmre Tekin100% (1)
- Chapter 03 - Mesh AnalysisDocument21 pagesChapter 03 - Mesh AnalysisHidayah KamaludinNo ratings yet
- A Battery Energy Storage & Solution Provider: For Clean, Smart and Stable EnergyDocument55 pagesA Battery Energy Storage & Solution Provider: For Clean, Smart and Stable EnergyEngr Zeeshan KhanNo ratings yet
- PHysicsDocument2 pagesPHysicsKristal Pearl SindacNo ratings yet
- PDMS Thickness VS Spin SpeedDocument2 pagesPDMS Thickness VS Spin SpeedGopal Chandra PalNo ratings yet
- 2nd Year Short Questions Complete BookDocument99 pages2nd Year Short Questions Complete BookZain ZuhabNo ratings yet
- Semiconductor KTC3198A: Technical DataDocument3 pagesSemiconductor KTC3198A: Technical DataErwin Rolando EscobarNo ratings yet
- Investmech (Behaviour of Materials Under Variable Amplitude Loading) TN R0.0Document139 pagesInvestmech (Behaviour of Materials Under Variable Amplitude Loading) TN R0.0romalan govenderNo ratings yet
- Buoyancy and Stability: Lecturer: Joseph Angelo R. SabioDocument43 pagesBuoyancy and Stability: Lecturer: Joseph Angelo R. SabioVINCE LOMIBAONo ratings yet
- Circuit Breaker Very ImportantDocument9 pagesCircuit Breaker Very ImportantHytham Ramdan El BardecyNo ratings yet
- List of Known Paramecia Fruits List of Known Paramecia FruitsDocument5 pagesList of Known Paramecia Fruits List of Known Paramecia FruitsFebriyan Agung PrayogaNo ratings yet
- Rig-Train-Well-Control-Hydro Stat DynaDocument31 pagesRig-Train-Well-Control-Hydro Stat DynaALEX MAKANGANo ratings yet
- IGCSE Cie WPE P2 With AnsDocument13 pagesIGCSE Cie WPE P2 With AnsPayail Parineeta PalNo ratings yet
- Fibre Properties Affecting The Softness of Wool and Other KeratinsDocument360 pagesFibre Properties Affecting The Softness of Wool and Other KeratinsLinus F W WuNo ratings yet
- NPTEL - Gas SeparationDocument48 pagesNPTEL - Gas SeparationEaswaran NampoothiriNo ratings yet
- 2021 Ch2 RefractionDocument24 pages2021 Ch2 RefractionKung Cheuk Lok 2B11No ratings yet