You might also like
- Bioprocessing Technology for Production of Biopharmaceuticals and BioproductsFrom EverandBioprocessing Technology for Production of Biopharmaceuticals and BioproductsClaire KomivesNo ratings yet
- Egg Processing Guide BookDocument31 pagesEgg Processing Guide BookClaudia Melissa Orlandini MendozaNo ratings yet
- Ensuring Safe and Effective Salt FortificationDocument28 pagesEnsuring Safe and Effective Salt FortificationHenok DireNo ratings yet
- Poeb108 RaviDocument8 pagesPoeb108 RaviMuhammad GaneshaNo ratings yet
- Interband Enterprise: Blackstone Impex SDN BHDDocument3 pagesInterband Enterprise: Blackstone Impex SDN BHDFarooq AliNo ratings yet
- Indian Dairy IndustryDocument39 pagesIndian Dairy IndustryAmrish GargNo ratings yet
- Palm Oil in FryingDocument73 pagesPalm Oil in FryingGenesis Custodio100% (1)
- What Is BMR (Batch Manufacturing Record) ?Document2 pagesWhat Is BMR (Batch Manufacturing Record) ?YousifNo ratings yet
- Rapeseed and Canola Oil: Production, Processing, Properties and UsesFrom EverandRapeseed and Canola Oil: Production, Processing, Properties and UsesNo ratings yet
- Cold Pressed Oils: Green Technology, Bioactive Compounds, Functionality, and ApplicationsDocument29 pagesCold Pressed Oils: Green Technology, Bioactive Compounds, Functionality, and ApplicationsDijana Dencic NalovskaNo ratings yet
- HACCP Palm OilDocument5 pagesHACCP Palm OilLaura Arango Rojas100% (1)
- Edible Oil GheeDocument25 pagesEdible Oil GheeLTE00233% (3)
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- 0707-0712 (1117) Microbiological Best Laboratory PracticesDocument7 pages0707-0712 (1117) Microbiological Best Laboratory PracticesDr usama El ShafeyNo ratings yet
- MOFPIDocument42 pagesMOFPIcardticket0% (2)
- BIS CreamsDocument13 pagesBIS CreamsNAVNEET BAGGA100% (2)
- 1 Production Section 11Document44 pages1 Production Section 11Kunal RanaNo ratings yet
- NanotechnologyApplicationsintheFoodIndustry PDFDocument319 pagesNanotechnologyApplicationsintheFoodIndustry PDFjesus cuevasNo ratings yet
- Coconut Oil - WikipediaDocument11 pagesCoconut Oil - WikipediaYusuf Aliyu UNo ratings yet
- Crude Palm OilDocument19 pagesCrude Palm OilmarpadanNo ratings yet
- Extraction of Cottonseed Oil Expeller Method One Ton Per Day PDFDocument2 pagesExtraction of Cottonseed Oil Expeller Method One Ton Per Day PDFHenryNo ratings yet
- Specification for highly pure white sugar commodityDocument2 pagesSpecification for highly pure white sugar commodityaaicoNo ratings yet
- Industrial Training Final ReportDocument34 pagesIndustrial Training Final ReportCheng KaiNo ratings yet
- Industrial Training - Report - Format MU (1) (1) FINAL REPORTDocument36 pagesIndustrial Training - Report - Format MU (1) (1) FINAL REPORTniraj kumarNo ratings yet
- MHL-VLP-XX Fumigation ValidationDocument10 pagesMHL-VLP-XX Fumigation ValidationMedicare Hygiene LimitedNo ratings yet
- Weight Variation of BiscuitsDocument12 pagesWeight Variation of BiscuitsSandeep Haridas MNo ratings yet
- HACCP Oil RefiningDocument20 pagesHACCP Oil RefiningAnand Namdeo100% (1)
- Codex Alimentarius Final Version of CAC32 ReportDocument115 pagesCodex Alimentarius Final Version of CAC32 ReportNzlWolfNo ratings yet
- Dry Fractionation Pilot Plant GuideDocument15 pagesDry Fractionation Pilot Plant GuideSyahrul EzanieNo ratings yet
- Risk Assessment 2012-11-6 FDA GuidanceDocument95 pagesRisk Assessment 2012-11-6 FDA GuidancedahearnNo ratings yet
- Palm Oil and Palm Kernel OilDocument26 pagesPalm Oil and Palm Kernel OilRachel Yessica WinartiNo ratings yet
- Manufacturing of Api and IntermediatesDocument34 pagesManufacturing of Api and IntermediatesShaileshNo ratings yet
- Indian Agrochemicals Industry: Insights and Outlook: February, 2019 I Industry ResearchDocument24 pagesIndian Agrochemicals Industry: Insights and Outlook: February, 2019 I Industry ResearchSurajNo ratings yet
- G. Amphray Laboratories: Paracetamol BPDocument2 pagesG. Amphray Laboratories: Paracetamol BPAlhamzah Rachmat FadjarNo ratings yet
- Final - Print Adh Lam Slit - May 6 2010Document22 pagesFinal - Print Adh Lam Slit - May 6 2010cassilda_carvalho@hotmail.comNo ratings yet
- Hygisoft For FarmsDocument8 pagesHygisoft For FarmsHariprasad ManavalanNo ratings yet
- Canola Oil Physical Chemical Properties 1Document6 pagesCanola Oil Physical Chemical Properties 1elpancaseroNo ratings yet
- THAI COATER Spec PDFDocument4 pagesTHAI COATER Spec PDFConfundo Paa DuroNo ratings yet
- Topic 2 & 3 - PDE Implementation On CleaningDocument101 pagesTopic 2 & 3 - PDE Implementation On Cleaningmelimaulani-1No ratings yet
- Banstag Life Sciences proposed manufacturing plantDocument66 pagesBanstag Life Sciences proposed manufacturing plantemad hayekNo ratings yet
- Edible Oil Fortification Technical HandbookDocument4 pagesEdible Oil Fortification Technical HandbookramcatNo ratings yet
- Type III DMF White Papr (1) .Rev 1 Final - Doc5!8!023Document65 pagesType III DMF White Papr (1) .Rev 1 Final - Doc5!8!023bot38100% (2)
- Cleaning Validation Guideline (GUI 0028) Revision Draft 201201Document16 pagesCleaning Validation Guideline (GUI 0028) Revision Draft 201201Chang Woo JongNo ratings yet
- ASEAN Guideline Process OnDocument7 pagesASEAN Guideline Process OnVipin GuptaNo ratings yet
- Single PotDocument7 pagesSingle Potsky.blueNo ratings yet
- Sorbates Food and Pharma Quality Information PackDocument39 pagesSorbates Food and Pharma Quality Information PackMiguelNo ratings yet
- FAO Herbs and Spice ProductsDocument10 pagesFAO Herbs and Spice ProductsUsman CheemaNo ratings yet
- Oils and Fats Glossary TermsDocument19 pagesOils and Fats Glossary TermsThais Soraluz HidalgoNo ratings yet
- Case Study Palm Oil Refinery NewDocument2 pagesCase Study Palm Oil Refinery NewFong Leong Chee 馮亮智100% (2)
- Frying OilsDocument10 pagesFrying OilsSuryadi XuNo ratings yet
- Chemical cleaning 1 رائعة PDFDocument16 pagesChemical cleaning 1 رائعة PDFmohamed karem100% (1)
- HEB EspecificacionesDocument7 pagesHEB EspecificacionesAna María SnzNo ratings yet
- Action Plan For Quality System Improvement - 06 - 12Document9 pagesAction Plan For Quality System Improvement - 06 - 12Parveen KumarNo ratings yet
- Effervescent Dosage ManufacturingDocument5 pagesEffervescent Dosage ManufacturingResk CavalierNo ratings yet
- INSWABU - Check List - Sparkling PET - 20190619Document136 pagesINSWABU - Check List - Sparkling PET - 20190619YogiNo ratings yet
- Analysis of Pakistan's Edible Oil IndustryDocument45 pagesAnalysis of Pakistan's Edible Oil IndustryAbbas Zia80% (10)
- Refining and Degumming Systems for Edible OilsDocument7 pagesRefining and Degumming Systems for Edible Oilsjaymie_llanera100% (1)
- SOPs For IQMS in Food Manufacturing FacilitiesDocument7 pagesSOPs For IQMS in Food Manufacturing FacilitiesmineeNo ratings yet
- FSSC 22000: Foundation For Food Safety CertificationDocument14 pagesFSSC 22000: Foundation For Food Safety CertificationAhmedElSayedNo ratings yet
- Dairy Techniques Verka PlantDocument7 pagesDairy Techniques Verka PlantHarkesh KumarNo ratings yet
- TL-MR3420 V3 DatasheetDocument2 pagesTL-MR3420 V3 DatasheetMuhammad aliNo ratings yet
- Customs Tariff 2017-18 AnalysisDocument12 pagesCustoms Tariff 2017-18 AnalysisMuhammad ali100% (2)
- Ghee and Oil MillDocument54 pagesGhee and Oil Millshani27100% (4)
- Square Can Making Machine Line-Linda-FSTDocument3 pagesSquare Can Making Machine Line-Linda-FSTMuhammad aliNo ratings yet
- Phonetic Keyboard Layout PDFDocument1 pagePhonetic Keyboard Layout PDFziabutt100% (1)
- Wenzhou Bangcheng Grain and Oil Machinery Co.,Ltd: 20T/D Soybean & Sunflower Oil Full Continuous Refinery Plant QuotationDocument3 pagesWenzhou Bangcheng Grain and Oil Machinery Co.,Ltd: 20T/D Soybean & Sunflower Oil Full Continuous Refinery Plant QuotationMuhammad aliNo ratings yet
- The Palm Oil Market in Pakistan: Mohd Fairus Mohd Hidzir and Hisamuddin Mohd AsparDocument5 pagesThe Palm Oil Market in Pakistan: Mohd Fairus Mohd Hidzir and Hisamuddin Mohd AsparMuhammad aliNo ratings yet
- PAKISTAN CUSTOMS TARIFF 2014-15Document348 pagesPAKISTAN CUSTOMS TARIFF 2014-15AliChana1No ratings yet
- Square Can Making Machine Line-Linda-FSTDocument3 pagesSquare Can Making Machine Line-Linda-FSTMuhammad aliNo ratings yet
- Suzhou First Packing Co.,Ltd Catolog - LindaDocument12 pagesSuzhou First Packing Co.,Ltd Catolog - LindaMuhammad aliNo ratings yet
- 20TPD Oil Refining Equipment ListDocument4 pages20TPD Oil Refining Equipment ListMuhammad aliNo ratings yet
- 20TPD Oil Refining Equipment ListDocument4 pages20TPD Oil Refining Equipment ListMuhammad aliNo ratings yet
- Quotation of 20T Crude Oil Refinery Plant and Palm Oil Fractionation PlantDocument11 pagesQuotation of 20T Crude Oil Refinery Plant and Palm Oil Fractionation PlantMuhammad ali33% (3)
- Engineering Proposal and Quotation: 50T/D Continuous Refining Workshop EquipmentDocument26 pagesEngineering Proposal and Quotation: 50T/D Continuous Refining Workshop EquipmentMuhammad aliNo ratings yet
- 20TPD Oil Refining Equipment ListDocument4 pages20TPD Oil Refining Equipment ListMuhammad aliNo ratings yet
- 15TPD Palm Oil, Cottonseed Oil and Canola Oil Refining LineDocument15 pages15TPD Palm Oil, Cottonseed Oil and Canola Oil Refining LineMuhammad aliNo ratings yet
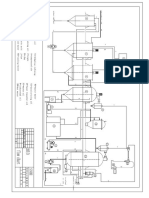
- Flow Chart-20T Crude Oil Refinery PlantDocument1 pageFlow Chart-20T Crude Oil Refinery PlantMuhammad aliNo ratings yet
- Corn OilDocument24 pagesCorn OilAmol RautNo ratings yet
- Optimization of Physical Process Variables For Development of Aloe Veramango Rts BeveragesDocument12 pagesOptimization of Physical Process Variables For Development of Aloe Veramango Rts BeveragesMuhammad aliNo ratings yet
- Corn OilDocument24 pagesCorn OilAmol RautNo ratings yet
- InsstallDocument1 pageInsstallMuhammad aliNo ratings yet
- InsstallDocument1 pageInsstallMuhammad aliNo ratings yet
- Galapagos Penguins: Shelter, Niche and NeedsDocument8 pagesGalapagos Penguins: Shelter, Niche and Needsjim munkNo ratings yet
- Aripiprazole medication guideDocument3 pagesAripiprazole medication guidemissayayaya100% (1)
- Carte Tehnica Partea IDocument22 pagesCarte Tehnica Partea IadrianNo ratings yet
- PE1 q1 Mod6 ProperEtiquetteand-Safetyinthe-UseofFacilitiesEquip v1-ADMDocument12 pagesPE1 q1 Mod6 ProperEtiquetteand-Safetyinthe-UseofFacilitiesEquip v1-ADMelvira.raagas2No ratings yet
- Seizure Acute ManagementDocument29 pagesSeizure Acute ManagementFridayana SekaiNo ratings yet
- Mitsubishi v500 VFD IB NA 0600065-F FR-V500-NA Instruction Manual-DetailedDocument221 pagesMitsubishi v500 VFD IB NA 0600065-F FR-V500-NA Instruction Manual-DetailedMROstop.comNo ratings yet
- Weld Procedure Specification (WPS) : Joint Design Welding SequenceDocument1 pageWeld Procedure Specification (WPS) : Joint Design Welding SequenceRicardo SoaresNo ratings yet
- Worksheet - Solubility - Water As A SolventDocument2 pagesWorksheet - Solubility - Water As A Solventben4657No ratings yet
- FICHA TECNICA Smart-EvoDocument4 pagesFICHA TECNICA Smart-EvoClaudio A.No ratings yet
- Assessments and Rubrics For Unit 2Document13 pagesAssessments and Rubrics For Unit 2api-302258576No ratings yet
- Escala de Violencia e Índice de SeveridadDocument11 pagesEscala de Violencia e Índice de SeveridadpsiserviciosprofesioNo ratings yet
- 2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryDocument5 pages2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryJulio Cesar Velasco CastroNo ratings yet
- Objectives and Aspects of School Health ServicesDocument4 pagesObjectives and Aspects of School Health ServicesRaed AlhnaityNo ratings yet
- BrochureDocument2 pagesBrochureRajib DasNo ratings yet
- Bioreactor For Air Pollution ControlDocument6 pagesBioreactor For Air Pollution Controlscarmathor90No ratings yet
- Sem-V Principle of Taxation Law PDFDocument3 pagesSem-V Principle of Taxation Law PDFAnantHimanshuEkkaNo ratings yet
- Plant and Animal Cells Crossword Puzzle: FreebieDocument5 pagesPlant and Animal Cells Crossword Puzzle: FreebieAref DahabrahNo ratings yet
- Prosecution and elements of crimes under Philippine lawsDocument14 pagesProsecution and elements of crimes under Philippine lawsNoel Cagigas FelongcoNo ratings yet
- Trinidad and Tobago Budget 2022 focuses on resilience amid pandemicDocument167 pagesTrinidad and Tobago Budget 2022 focuses on resilience amid pandemicAliyah AliNo ratings yet
- ECOSIADocument8 pagesECOSIAaliosk8799No ratings yet
- Prac - 2Document3 pagesPrac - 2nv471646No ratings yet
- Tracking SARDO StudentsDocument2 pagesTracking SARDO StudentsLean ABNo ratings yet
- BSN-2D 1st Semester ScheduleDocument2 pagesBSN-2D 1st Semester ScheduleReyjan ApolonioNo ratings yet
- What is Intermodulation InterferenceDocument3 pagesWhat is Intermodulation InterferencedekcarcNo ratings yet
- State-of-the-Art Reactor Consequence Analyses (SOARCA) ReportDocument200 pagesState-of-the-Art Reactor Consequence Analyses (SOARCA) ReportKingba OlayemiNo ratings yet
- List of Personnel Benefits Granted by The SchoolDocument8 pagesList of Personnel Benefits Granted by The SchoolAspci Assumption Passi100% (1)
- Asbestos exposure bulletinDocument2 pagesAsbestos exposure bulletintimNo ratings yet
- Load Summary for Premise Under 100kVADocument2 pagesLoad Summary for Premise Under 100kVAMuhammad Zulhelmi ZawawiNo ratings yet
- Extraction and Isolation of Saponins PDFDocument2 pagesExtraction and Isolation of Saponins PDFMikeNo ratings yet
- Nothing But The Truth D2Document89 pagesNothing But The Truth D2Jamie Nicholas100% (1)