You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ev - Asm2Document18 pagesEv - Asm2Loan Nguyen ThuyNo ratings yet
- Best CFO AwardsDocument2 pagesBest CFO Awardssid.varshneyNo ratings yet
- 2016 05 16 Diane Feinstein OGE Form 278 Financial Disclosure 2015 Filed May 16 2016Document79 pages2016 05 16 Diane Feinstein OGE Form 278 Financial Disclosure 2015 Filed May 16 2016Terrie HendersonNo ratings yet
- Organization DevelopmentDocument23 pagesOrganization DevelopmentSowmiya LakshmiNo ratings yet
- Lean Six Sigma PDFDocument138 pagesLean Six Sigma PDFSudheer SirangulaNo ratings yet
- The Performance Appraisal Handbook-Lega Lpractical Rules For ManagersDocument224 pagesThe Performance Appraisal Handbook-Lega Lpractical Rules For ManagersNagashree Ranjith100% (2)
- Questionnaire 222Document6 pagesQuestionnaire 222sunnyNo ratings yet
- Public Administration AssignmentDocument9 pagesPublic Administration AssignmentSamuel pereiraNo ratings yet
- Strategic Financial Management-84-97-5Document1 pageStrategic Financial Management-84-97-5joko waluyoNo ratings yet
- CCMA Lesson PlanDocument4 pagesCCMA Lesson Plan224akiNo ratings yet
- Nonimmigrant Treaty Trader/Investor Visa Application InstructionsDocument4 pagesNonimmigrant Treaty Trader/Investor Visa Application Instructionsroberto perezNo ratings yet
- To Understand and Expand The Distribution Business SOR Business Model in Delhi of Benetton India Private LimitedDocument36 pagesTo Understand and Expand The Distribution Business SOR Business Model in Delhi of Benetton India Private LimitedAbhinav AshishNo ratings yet
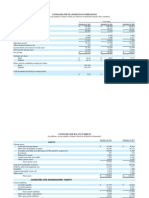
- Consolidated Statements of Operations: Years Ended September 29, 2012 September 24, 2011 September 25, 2010Document5 pagesConsolidated Statements of Operations: Years Ended September 29, 2012 September 24, 2011 September 25, 2010Basit Ali ChaudhryNo ratings yet
- Adjustments To Financial Statements - Students - ACCA Global - ACCA GlobalDocument4 pagesAdjustments To Financial Statements - Students - ACCA Global - ACCA Globalacca_kaplan100% (1)
- Accounting For Special Transaction (Adv. Acctg. 1)Document3 pagesAccounting For Special Transaction (Adv. Acctg. 1)Helen Fiedalan Falcutila MondiaNo ratings yet
- Reflective Essay 3 - PDIC Truth in Lending Act & Secrecy of Bank DepositDocument2 pagesReflective Essay 3 - PDIC Truth in Lending Act & Secrecy of Bank DepositCha BuenaventuraNo ratings yet
- Int McKesson CaseStudyDocument4 pagesInt McKesson CaseStudyIntelligratedNo ratings yet
- 304.PMP Lesson LearnedDocument18 pages304.PMP Lesson LearnedTuan Linh TranNo ratings yet
- Working Capital ManagementDocument8 pagesWorking Capital ManagementHarish.PNo ratings yet
- Dominick Salvatore - Principles of EconomicsDocument11 pagesDominick Salvatore - Principles of EconomicsPratheek Ps50% (2)
- Chapter 10-Marketing, Competition and CustomerDocument20 pagesChapter 10-Marketing, Competition and CustomervotfsoulNo ratings yet
- Rogue TraderDocument10 pagesRogue TraderNehal VoraNo ratings yet
- ADJUSTING AND CLOSING ENTRIES Assignment Nov 20 2020Document2 pagesADJUSTING AND CLOSING ENTRIES Assignment Nov 20 2020Kayle MallillinNo ratings yet
- NLMK Financial Statements IFRS 12m-2020 USD ENGDocument66 pagesNLMK Financial Statements IFRS 12m-2020 USD ENGНаиль ИсхаковNo ratings yet
- 2 - Define - Six Sigma FundamentalsDocument37 pages2 - Define - Six Sigma FundamentalsTalha AsadNo ratings yet
- Trade ComplianceDocument4 pagesTrade ComplianceChang BillyNo ratings yet
- Monthly Financial Statements Summary Excel TemplateDocument6 pagesMonthly Financial Statements Summary Excel Templatesantoshkumar945No ratings yet
- Siam Canadian Foods Co., LTD.Document6 pagesSiam Canadian Foods Co., LTD.Ethan Teo100% (1)
- Case Study On Piramal Healthcare Acquiring 5.5% Stake in VodafoneDocument10 pagesCase Study On Piramal Healthcare Acquiring 5.5% Stake in Vodafonegilchrist123No ratings yet
- Mind Mapping Chapter 3 Law of AgencyDocument2 pagesMind Mapping Chapter 3 Law of Agencynur fatihahNo ratings yet