You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- SSG and SPG Leadership Training Proposal and Matrix 2Document5 pagesSSG and SPG Leadership Training Proposal and Matrix 2snoahjustine95% (42)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Nelson Mandela and Leadership TheoriesDocument3 pagesNelson Mandela and Leadership TheoriesGan1328100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Management in English Language Teaching SummaryDocument2 pagesManagement in English Language Teaching SummaryCarolina Lara50% (2)
- SSAL 2 - PresentationDocument1 pageSSAL 2 - PresentationAbhinav KumarNo ratings yet
- Code of ConductDocument40 pagesCode of ConductAbhinav KumarNo ratings yet
- CPP Assignment RoughDocument16 pagesCPP Assignment Roughprateek gandhiNo ratings yet
- Thread Consumption Standard SheetDocument108 pagesThread Consumption Standard SheetAbhinav KumarNo ratings yet
- SWOT Diagram Twisted Banners PGoDocument3 pagesSWOT Diagram Twisted Banners PGoAbhinav KumarNo ratings yet
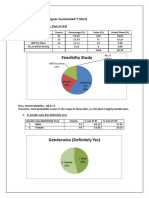
- Feasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Document10 pagesFeasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Abhinav KumarNo ratings yet
- Ergonomic Design GuideDocument66 pagesErgonomic Design GuideAnonymous p2cFoXbjD100% (2)
- Learning OutcomeDocument32 pagesLearning OutcomeAbhinav KumarNo ratings yet
- MMDocument21 pagesMMAbhinav KumarNo ratings yet
- Lao Silk HandicraftDocument22 pagesLao Silk HandicraftAbhinav KumarNo ratings yet
- Actual Garment Production Cost of A Garments CompanyDocument26 pagesActual Garment Production Cost of A Garments CompanySOUMANLALA50% (2)
- 3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Document35 pages3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Abhinav KumarNo ratings yet
- ChecklistDocument2 pagesChecklistAbhinav KumarNo ratings yet
- Maintenance Management: Abhinav Kumar BFT/14/884Document13 pagesMaintenance Management: Abhinav Kumar BFT/14/884Abhinav KumarNo ratings yet
- 2010 01 11Document4 pages2010 01 11kedirabduriNo ratings yet
- Ramsons Garment Finishing Equipment Pvt. Ltd. Locations and ContactsDocument68 pagesRamsons Garment Finishing Equipment Pvt. Ltd. Locations and ContactsAbhinav Kumar100% (2)
- Industrial EngineeringDocument191 pagesIndustrial EngineeringAbhinav KumarNo ratings yet
- Mech 3Document8 pagesMech 3Abhinav KumarNo ratings yet
- My CV - Rose ChebetDocument5 pagesMy CV - Rose ChebetSammy WatimaNo ratings yet
- A3chart SFIA 5 enDocument1 pageA3chart SFIA 5 enrobanderson72No ratings yet
- MG 8591 - Question Bank With K Level-1Document6 pagesMG 8591 - Question Bank With K Level-1MohanaramNo ratings yet
- Answering Question Papers-PGD HRMDocument30 pagesAnswering Question Papers-PGD HRMAhmed Shahid100% (1)
- Organisational Change ExplainedDocument26 pagesOrganisational Change ExplainedkathirNo ratings yet
- NUS Business School BBA Degree Module RequirementsDocument7 pagesNUS Business School BBA Degree Module RequirementslqmandyNo ratings yet
- Molamu TJDocument144 pagesMolamu TJpsmodise12No ratings yet
- Job Satisfaction Among Nurses - CompressDocument36 pagesJob Satisfaction Among Nurses - CompressArdiene Shallouvette GamosoNo ratings yet
- Coaching Techniques and StylesDocument47 pagesCoaching Techniques and StylesShradha BhardwajNo ratings yet
- Leadership Skills IntroductionDocument5 pagesLeadership Skills IntroductionEureka centerNo ratings yet
- Managing Change Creativity and Innovation 3rd Edition Ebook PDFDocument61 pagesManaging Change Creativity and Innovation 3rd Edition Ebook PDFkirsten.reid546100% (47)
- Leadership vs Management: Key DifferencesDocument84 pagesLeadership vs Management: Key DifferencesMigaeaNo ratings yet
- HR Consultant in BangladeshDocument3 pagesHR Consultant in BangladeshDr. Khan Sarfaraz Ali100% (2)
- Competency Dictionary Jpa (0407)Document110 pagesCompetency Dictionary Jpa (0407)Noorharizah Azfar100% (1)
- Parent Handbook 2019 2020 FinalDocument39 pagesParent Handbook 2019 2020 FinalNajla NayefNo ratings yet
- Principles of Management (Question and Answers)Document13 pagesPrinciples of Management (Question and Answers)Erick A. T. INo ratings yet
- Bangladesh Begum Matia ChowdhuryDocument12 pagesBangladesh Begum Matia ChowdhuryThavam RatnaNo ratings yet
- Communicating in Groups Applications and Skills 9th EditionDocument61 pagesCommunicating in Groups Applications and Skills 9th Editionkevin.verne147100% (40)
- DALOGO ES - Revised-SBM-Assessment-Tool-Validation-Form-FINAL - 1Document14 pagesDALOGO ES - Revised-SBM-Assessment-Tool-Validation-Form-FINAL - 1Dexter RaboNo ratings yet
- TOGAF ADM Phase ADocument35 pagesTOGAF ADM Phase ACurtis TsangNo ratings yet
- Introduction to Supply Chain Strategy CourseDocument21 pagesIntroduction to Supply Chain Strategy CourseEma100% (1)
- LOR - Ghouse SirDocument1 pageLOR - Ghouse SirSridharan PriyadharsenNo ratings yet
- Final Detailed External Job Advertisement For WebsiteDocument25 pagesFinal Detailed External Job Advertisement For WebsiteChege AmbroseNo ratings yet
- An Evaluation of Learning Environment in Predicting Academic Performance of Secondary School Students in KenyaDocument8 pagesAn Evaluation of Learning Environment in Predicting Academic Performance of Secondary School Students in KenyaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Extension EducationDocument62 pagesExtension EducationsandhyaRanimohantyNo ratings yet
- Akshay Sutrave CH12Document1 pageAkshay Sutrave CH1212NewsNowNo ratings yet
- Introduction To Political PartiesDocument39 pagesIntroduction To Political PartiesSameer.0001No ratings yet