You might also like
- Katalog Gasket TOMBODocument3 pagesKatalog Gasket TOMBOAfronie Cepoz D'nextNo ratings yet
- Flange DrawingDocument1 pageFlange DrawingAfronie Cepoz D'nextNo ratings yet
- Handbook of RefractoryDocument331 pagesHandbook of RefractoryAamirMalikNo ratings yet
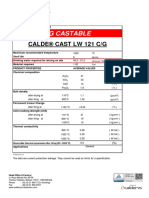
- Tds Calde Cast LW 121 CGDocument1 pageTds Calde Cast LW 121 CGAfronie Cepoz D'nextNo ratings yet
- Asme Sec I A2001Document4 pagesAsme Sec I A2001Sidney LinsNo ratings yet
- Sec 1 PT PBDocument9 pagesSec 1 PT PBAfronie Cepoz D'nextNo ratings yet
- Msds Calde Cast LW 121 CGDocument5 pagesMsds Calde Cast LW 121 CGAfronie Cepoz D'nextNo ratings yet
- Welding Advanced Chromium Alloys for High-Temperature ServiceDocument5 pagesWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- Zeron 100-Data SheetDocument8 pagesZeron 100-Data SheetAfronie Cepoz D'nextNo ratings yet
- Sus 329j4lDocument3 pagesSus 329j4lAfronie Cepoz D'nextNo ratings yet
- NAS 64 High Corrosion Resistant Duplex Stainless SteelDocument4 pagesNAS 64 High Corrosion Resistant Duplex Stainless SteelAfronie Cepoz D'nextNo ratings yet
- Pipe Schedule Segun ASME B36.1 PDFDocument1 pagePipe Schedule Segun ASME B36.1 PDFalberthf_1No ratings yet
- CertificateDocument18 pagesCertificateAfronie Cepoz D'nextNo ratings yet
- List of Volumes ASM Metal HandbookDocument1 pageList of Volumes ASM Metal HandbookAfronie Cepoz D'nextNo ratings yet
- Cooling TowersDocument23 pagesCooling TowersAfronie Cepoz D'nextNo ratings yet
- NPT (Asme B1.20.1)Document5 pagesNPT (Asme B1.20.1)Afronie Cepoz D'nextNo ratings yet
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
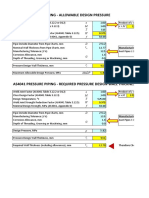
- As4041 Pressure Piping - Allowable Design Pressure: E M T W F D ExmDocument8 pagesAs4041 Pressure Piping - Allowable Design Pressure: E M T W F D ExmAkhil CNo ratings yet
- Buy Pioneer Pro Builder's Bond - No Nails Adhesive in IndiaDocument6 pagesBuy Pioneer Pro Builder's Bond - No Nails Adhesive in Indianakatomi 88No ratings yet
- Welding of AluminumDocument16 pagesWelding of AluminumahmedNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- As Standard ListDocument6 pagesAs Standard ListNguyen Duc DungNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- Building ConstructionDocument2 pagesBuilding ConstructionSharmaine Danica MarceloNo ratings yet
- Laguna Lake Development Authority Quarterly ReportDocument8 pagesLaguna Lake Development Authority Quarterly ReportAnonymous 8HnV4CAo100% (1)
- Inspection Technical Procedure I-115 STR STL Welding InspectionDocument20 pagesInspection Technical Procedure I-115 STR STL Welding InspectionELongLeeNo ratings yet
- Avesta 3D ElectrodesDocument2 pagesAvesta 3D ElectrodesOndrej PelešNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- Sierra Pine Green MedexDocument1 pageSierra Pine Green MedexBMCWest-LudwigGroupNo ratings yet
- DIY Dremel CNC Parts List PDFDocument1 pageDIY Dremel CNC Parts List PDFServirol CiaNo ratings yet
- NIT Tiruchirappalli Resin Transfer Molding ProcessDocument11 pagesNIT Tiruchirappalli Resin Transfer Molding Processyuvi yuviNo ratings yet
- Exhaust and Pollution Control SystemDocument24 pagesExhaust and Pollution Control SystemOne Love Jah LoveNo ratings yet
- Effect of D0-Stage Temperature, pH and Kappa Factor on ClO2 DecompositionDocument13 pagesEffect of D0-Stage Temperature, pH and Kappa Factor on ClO2 DecompositionRockhy SyahrialNo ratings yet
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- Welding Wire 25.10.4.LDocument2 pagesWelding Wire 25.10.4.LisupmanNo ratings yet
- Shieldgrout CG1Document3 pagesShieldgrout CG1malak hindiNo ratings yet
- High Temperature Affect On SludgeDocument24 pagesHigh Temperature Affect On SludgelhvietctNo ratings yet
- (Grade 1.5) GR181-EN-Timken-Spec-SheetDocument2 pages(Grade 1.5) GR181-EN-Timken-Spec-SheetnacerNo ratings yet
- TubexDocument12 pagesTubexmevice63No ratings yet
- Flexible acrylic cement waterproof coatingDocument2 pagesFlexible acrylic cement waterproof coatingPRAKASH CHANDRA AHIRNo ratings yet
- Module 6 in ConChem 3rd GradingDocument5 pagesModule 6 in ConChem 3rd Gradingjohncarlodc99No ratings yet
- SC832 Reference Card 203-104-063Document2 pagesSC832 Reference Card 203-104-063Sitec Industrial AutomationNo ratings yet
- Final Presentation Thermal CoatingDocument16 pagesFinal Presentation Thermal CoatingKarimMattaNo ratings yet
- Painting SpecDocument10 pagesPainting SpecTroy HooperNo ratings yet
- TCZ 2Document3 pagesTCZ 2vijay rajputNo ratings yet
- Economics of Metal Cutting 1Document11 pagesEconomics of Metal Cutting 1ζοβαγεπ ἯοΣΣαῖηNo ratings yet
- FITTING SHOP AssignmentDocument24 pagesFITTING SHOP AssignmentAli Raza100% (3)