You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Rollng ProcessDocument37 pagesRollng ProcessagniflameNo ratings yet
- Rolling: YoucanDocument62 pagesRolling: YoucanagniflameNo ratings yet
- Conformal Cooling ReviewDocument19 pagesConformal Cooling ReviewagniflameNo ratings yet
- Automotive Interior Trim Bezel Mould DesignDocument17 pagesAutomotive Interior Trim Bezel Mould DesignagniflameNo ratings yet
- Collapsible Core Injection Molding MoldsDocument15 pagesCollapsible Core Injection Molding MoldsagniflameNo ratings yet
- Medical Venturi Filter Body Injection Mold ShowcaseDocument47 pagesMedical Venturi Filter Body Injection Mold ShowcaseagniflameNo ratings yet
- Collapsible Core Injection MoldingDocument11 pagesCollapsible Core Injection MoldingagniflameNo ratings yet
- Inspection Report of ClipDocument4 pagesInspection Report of ClipagniflameNo ratings yet
- Automotive Lighting Housing Injection Mold DesignDocument20 pagesAutomotive Lighting Housing Injection Mold DesignagniflameNo ratings yet
- Ch3b Load and Stress AnalysisDocument33 pagesCh3b Load and Stress AnalysisagniflameNo ratings yet
- Automotive Door Trim Bezel Mold DesignDocument17 pagesAutomotive Door Trim Bezel Mold DesignagniflameNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- CH - 7 Shafts and Shaft ComponentsDocument52 pagesCH - 7 Shafts and Shaft ComponentsagniflameNo ratings yet
- AM Für Space Anwedungen - "Leason Learned" Re-Design Sentinel 1 Upper SBA SupportDocument31 pagesAM Für Space Anwedungen - "Leason Learned" Re-Design Sentinel 1 Upper SBA SupportagniflameNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Functions of Commercial Banks: Primary and Secondary FunctionsDocument3 pagesFunctions of Commercial Banks: Primary and Secondary FunctionsPavan Kumar SuralaNo ratings yet
- Efs151 Parts ManualDocument78 pagesEfs151 Parts ManualRafael VanegasNo ratings yet
- X-17 Manual Jofra PDFDocument124 pagesX-17 Manual Jofra PDFBlanca Y. Ramirez CruzNo ratings yet
- IEC Blank ProformaDocument10 pagesIEC Blank ProformaVanshika JainNo ratings yet
- Himachal Pradesh Important NumbersDocument3 pagesHimachal Pradesh Important NumbersRaghav RahinwalNo ratings yet
- Shubham Tonk - ResumeDocument2 pagesShubham Tonk - ResumerajivNo ratings yet
- ICSI-Admit-Card (1) - 230531 - 163936Document17 pagesICSI-Admit-Card (1) - 230531 - 163936SanjayNo ratings yet
- Dry Canyon Artillery RangeDocument133 pagesDry Canyon Artillery RangeCAP History LibraryNo ratings yet
- Hexoskin - Information For Researchers - 01 February 2023Document48 pagesHexoskin - Information For Researchers - 01 February 2023emrecan cincanNo ratings yet
- Use of EnglishDocument4 pagesUse of EnglishBelén SalituriNo ratings yet
- PLT Lecture NotesDocument5 pagesPLT Lecture NotesRamzi AbdochNo ratings yet
- A320 TakeoffDocument17 pagesA320 Takeoffpp100% (1)
- 3125 Vitalogic 4000 PDFDocument444 pages3125 Vitalogic 4000 PDFvlaimirNo ratings yet
- NOP PortalDocument87 pagesNOP PortalCarlos RicoNo ratings yet
- Tradingview ShortcutsDocument2 pagesTradingview Shortcutsrprasannaa2002No ratings yet
- Droplet Precautions PatientsDocument1 pageDroplet Precautions PatientsMaga42No ratings yet
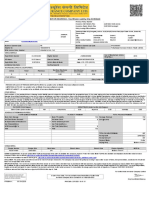
- MOTOR INSURANCE - Two Wheeler Liability Only SCHEDULEDocument1 pageMOTOR INSURANCE - Two Wheeler Liability Only SCHEDULESuhail V VNo ratings yet
- Multispan LC 2046 Length Counter PDFDocument2 pagesMultispan LC 2046 Length Counter PDFvinod kumarNo ratings yet
- Jerome4 Sample Chap08Document58 pagesJerome4 Sample Chap08Basil Babym100% (7)
- Web Technology PDFDocument3 pagesWeb Technology PDFRahul Sachdeva100% (1)
- Urun Katalogu 4Document112 pagesUrun Katalogu 4Jose Luis AcevedoNo ratings yet
- Water Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Document160 pagesWater Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Aldrian PradanaNo ratings yet
- Gabby Resume1Document3 pagesGabby Resume1Kidradj GeronNo ratings yet
- Polytropic Process1Document4 pagesPolytropic Process1Manash SinghaNo ratings yet
- SAS SamplingDocument24 pagesSAS SamplingVaibhav NataNo ratings yet
- Termination LetterDocument2 pagesTermination Letterultakam100% (1)
- Information Security Chapter 1Document44 pagesInformation Security Chapter 1bscitsemvNo ratings yet
- Securitron M38 Data SheetDocument1 pageSecuritron M38 Data SheetJMAC SupplyNo ratings yet
- Microwave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDocument28 pagesMicrowave Drying of Gelatin Membranes and Dried Product Properties CharacterizationDominico Delven YapinskiNo ratings yet
- Fedex Service Guide: Everything You Need To Know Is OnlineDocument152 pagesFedex Service Guide: Everything You Need To Know Is OnlineAlex RuizNo ratings yet