You might also like
- 160 78-m1Document70 pages160 78-m1George100% (7)
- BoomSupportPlus - C02 - C03 - C04 - CE01 - 90000494.0 - F.I.K. - FIKDocument32 pagesBoomSupportPlus - C02 - C03 - C04 - CE01 - 90000494.0 - F.I.K. - FIKbaille barrelleNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Archaeology - October 2016 PDFDocument72 pagesArchaeology - October 2016 PDFOmer CetinkayaNo ratings yet
- Post Market Surveillance SOPDocument8 pagesPost Market Surveillance SOPgopinathNo ratings yet
- Types of Spanners PDFDocument14 pagesTypes of Spanners PDFRohit KarhadeNo ratings yet
- KatalogDocument56 pagesKatalogMarina Lopez100% (1)
- Dxe PrtlistDocument31 pagesDxe PrtlistdevilsharmaNo ratings yet
- Gasket ChìDocument8 pagesGasket ChìPhượng NguyễnNo ratings yet
- Multi Grooving ToolsDocument12 pagesMulti Grooving ToolsSyawatulshuhada SyawalNo ratings yet
- Service Guide: Stainless Transfer PumpDocument10 pagesService Guide: Stainless Transfer Pumpvince acusNo ratings yet
- Putting in To OperationDocument7 pagesPutting in To OperationsriyantoNo ratings yet
- Dapra Metric Series EnglishDocument18 pagesDapra Metric Series EnglishPuneeth KumarNo ratings yet
- 13.-En NT Bolts UtilcellDocument3 pages13.-En NT Bolts Utilcellnu.arabiaNo ratings yet
- Din StandardDocument2 pagesDin StandardprasannaNo ratings yet
- MOS COUPLER FOR TcsDocument25 pagesMOS COUPLER FOR TcsRituraj RNo ratings yet
- Lineas BoomDocument3 pagesLineas Boomnair vegaNo ratings yet
- Spiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesDocument6 pagesSpiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesAntonio CardosoNo ratings yet
- Furadeira HR 2811FDocument64 pagesFuradeira HR 2811FRicardo SantosNo ratings yet
- Hansun Tube Fitting - (S-LOK TYPE)Document60 pagesHansun Tube Fitting - (S-LOK TYPE)qasim_maqboolNo ratings yet
- Circuito Neutral y Enfriador de AceiteDocument2 pagesCircuito Neutral y Enfriador de AceiteManuel felipe PalmaNo ratings yet
- MAI R32N&S 9851 2230 01cDocument2 pagesMAI R32N&S 9851 2230 01cesteban muñozNo ratings yet
- Casquillo Roscados para Metales Kobsert-En-1000Document16 pagesCasquillo Roscados para Metales Kobsert-En-1000WANKEL25No ratings yet
- Prirubnice I Prirubnički SetoviDocument26 pagesPrirubnice I Prirubnički SetovisinisamaticNo ratings yet
- S-LOK Tube FittingsDocument58 pagesS-LOK Tube FittingsCesar YalanNo ratings yet
- SD II PDF - OCRDocument18 pagesSD II PDF - OCRSuraj KumarNo ratings yet
- 2014 Minova MAI Product CatalogDocument19 pages2014 Minova MAI Product CatalogBrenda LoeraNo ratings yet
- 1232Xl Lawn Tractor: Parts CatalogDocument36 pages1232Xl Lawn Tractor: Parts CatalogjanNo ratings yet
- Din Flange Din 2627: (Dimensions in MM.)Document12 pagesDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNo ratings yet
- K2 Systems - MA - MultiAngle - enDocument14 pagesK2 Systems - MA - MultiAngle - enjmom18_647241209No ratings yet
- Optimill Spare Parts EN Rev.06Document25 pagesOptimill Spare Parts EN Rev.06rainer sanchezNo ratings yet
- Yanmar 3TNV88XMS 3TNV88XMS2 4TNV88XMS 4TNV88XMS2 Engines: Engine Parts ManualDocument52 pagesYanmar 3TNV88XMS 3TNV88XMS2 4TNV88XMS 4TNV88XMS2 Engines: Engine Parts Manualshajesh100% (1)
- DIN 7980 Spring Lock Washer - Fasteners ChinaDocument2 pagesDIN 7980 Spring Lock Washer - Fasteners ChinaHala Ibrahim El-BassyouniNo ratings yet
- Anchor DesignDocument4 pagesAnchor DesignAnonymous BAzcBzWuNo ratings yet
- Scamec 2000 S 100129425 #FB214 HammerDocument35 pagesScamec 2000 S 100129425 #FB214 HammerIvan Andres Seguel BristiloNo ratings yet
- BREAKERDocument20 pagesBREAKERSerkanAlNo ratings yet
- Dismantling Joint - AVKDocument2 pagesDismantling Joint - AVKtecnoturbines ttNo ratings yet
- Scania K310 Cylinder BlockDocument3 pagesScania K310 Cylinder BlockNEKHIL MATTAANo ratings yet
- John Deere - Parts Catalog - Frame 5 - 60D Power Flow HeadDocument2 pagesJohn Deere - Parts Catalog - Frame 5 - 60D Power Flow Headbruno.menezesNo ratings yet
- Electronic Parts Catalog - Option DetailDocument3 pagesElectronic Parts Catalog - Option Detailnaya aninditaNo ratings yet
- Metals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkDocument4 pagesMetals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkfieraminaNo ratings yet
- Apron Feeder Spare Part ListDocument17 pagesApron Feeder Spare Part ListParmeshwar Nath TripathiNo ratings yet
- ER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BDocument10 pagesER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BdavicocasteNo ratings yet
- Spare Parts List: Rammer MS 695Document32 pagesSpare Parts List: Rammer MS 695ampacpartsNo ratings yet
- P14 CX Hydr NippelsDocument11 pagesP14 CX Hydr NippelsasdfNo ratings yet
- StraubClamp NEU (E)Document4 pagesStraubClamp NEU (E)paulpopNo ratings yet
- Tuflok Nylon Locking DatasheetDocument4 pagesTuflok Nylon Locking DatasheetAnkur PanwarNo ratings yet
- Spidex OperatingDocument10 pagesSpidex Operatingwalk001No ratings yet
- STPC520 - Viti A Testa Cilindrica Con Esagono IncassatoDocument18 pagesSTPC520 - Viti A Testa Cilindrica Con Esagono IncassatoLucaNo ratings yet
- Easy Duct Master CatalogDocument32 pagesEasy Duct Master CatalogMiguelNo ratings yet
- TDS For BoltDocument10 pagesTDS For BoltRobenNo ratings yet
- Dynabolt Zinc Coated Steel Design GuideDocument4 pagesDynabolt Zinc Coated Steel Design GuideMuhammad SarajevoNo ratings yet
- Electrical Spare Parts Catalogue 2015.Document139 pagesElectrical Spare Parts Catalogue 2015.Enso E Rosales F100% (1)
- Massey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)Document21 pagesMassey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)qlb898316No ratings yet
- E-Catalogue of IKING GROUP Shear Stud and ARC WelderDocument4 pagesE-Catalogue of IKING GROUP Shear Stud and ARC WelderJohnNo ratings yet
- 04 550 Ver2Document8 pages04 550 Ver2Maria Gabriela BusteloNo ratings yet
- Pms83eng 030605Document20 pagesPms83eng 030605Krzysztof PiątekNo ratings yet
- CTP Fuel Injection System: Nozzles, Service Group, Plungers and BarrelsDocument2 pagesCTP Fuel Injection System: Nozzles, Service Group, Plungers and BarrelsСергейИгнатовNo ratings yet
- Gibault Joint: Ref: RF25Document1 pageGibault Joint: Ref: RF25Glee ZiEoNo ratings yet
- BLM 3 Nisan 2010 KTLDocument14 pagesBLM 3 Nisan 2010 KTLsertackcdgNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- 2.2.2 Dyke Materials: 2.3 Dredge Basin DredgingDocument1 page2.2.2 Dyke Materials: 2.3 Dredge Basin Dredgingkamlesh0106No ratings yet
- HH HXCVBXDocument1 pageHH HXCVBXkamlesh0106No ratings yet
- 1.3.3 Underwater Stockpile - Intermediate Transfer Pit (ITP)Document1 page1.3.3 Underwater Stockpile - Intermediate Transfer Pit (ITP)kamlesh0106No ratings yet
- Terminal Area - Construction: 1.3.8 Disposal of Dredged FinesDocument1 pageTerminal Area - Construction: 1.3.8 Disposal of Dredged Fineskamlesh0106No ratings yet
- Performance Ratings For Neca PMS: Table 2: Comparison of Project Manager Performance Rating ScoresDocument1 pagePerformance Ratings For Neca PMS: Table 2: Comparison of Project Manager Performance Rating Scoreskamlesh0106No ratings yet
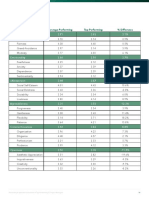
- Results: Comparison Between Average-And Top-Performing PmsDocument1 pageResults: Comparison Between Average-And Top-Performing Pmskamlesh0106No ratings yet
- AECOM Schedule Basis 21Document1 pageAECOM Schedule Basis 21kamlesh0106No ratings yet
- Pre-Construction Planning Activities: Table 4.13: Submittal LogDocument1 pagePre-Construction Planning Activities: Table 4.13: Submittal Logkamlesh0106No ratings yet
- Datagraph Smartcolumn Example: Jan Feb Mar Apr Tasks Budget CostsDocument1 pageDatagraph Smartcolumn Example: Jan Feb Mar Apr Tasks Budget Costskamlesh0106No ratings yet
- Honesty 3.71 3.82 3.1%: Average-Performing Top-Performing % DifferenceDocument1 pageHonesty 3.71 3.82 3.1%: Average-Performing Top-Performing % Differencekamlesh0106No ratings yet
- Pre-Construction Planning Activities: Table 4.28: Tracking and Control Planning ChecklistDocument1 pagePre-Construction Planning Activities: Table 4.28: Tracking and Control Planning Checklistkamlesh0106No ratings yet
- Emotional Intelligence 75.7 78.2 3.3%: Average-Performing Top-Performing % DifferenceDocument1 pageEmotional Intelligence 75.7 78.2 3.3%: Average-Performing Top-Performing % Differencekamlesh0106No ratings yet
- Top-Performing NECA Project Managers Have Substantially Lower HEXACO Scores inDocument1 pageTop-Performing NECA Project Managers Have Substantially Lower HEXACO Scores inkamlesh0106No ratings yet
- Electrical Pre-Construction Planning Implementation Manual: Schedule Development Best Practices and Rules-Of-ThumbDocument1 pageElectrical Pre-Construction Planning Implementation Manual: Schedule Development Best Practices and Rules-Of-Thumbkamlesh0106No ratings yet
- Pre-Construction Planning Activities: Table 4.13: Submittal LogDocument1 pagePre-Construction Planning Activities: Table 4.13: Submittal Logkamlesh0106No ratings yet
- Electrical Pre-Construction Planning Implementation Manual: Table 4.12: Request For Information LogDocument1 pageElectrical Pre-Construction Planning Implementation Manual: Table 4.12: Request For Information Logkamlesh0106No ratings yet
- Pre-Construction Planning Activities: Figure 4.5: Request For Information FormDocument1 pagePre-Construction Planning Activities: Figure 4.5: Request For Information Formkamlesh0106No ratings yet
- Available Valuesets That Should Appear in This Datagraph. Click OkDocument1 pageAvailable Valuesets That Should Appear in This Datagraph. Click Okkamlesh0106No ratings yet
- Pre-Construction Planning Activities: Table 4.11: Change Order LogDocument1 pagePre-Construction Planning Activities: Table 4.11: Change Order Logkamlesh0106No ratings yet
- Saving Projects: Saving A Project (Standalone)Document1 pageSaving Projects: Saving A Project (Standalone)kamlesh0106No ratings yet
- EfvsdfvDocument1 pageEfvsdfvkamlesh0106No ratings yet
- Format The Master Schedule and Sub-SchedulesDocument1 pageFormat The Master Schedule and Sub-Scheduleskamlesh0106No ratings yet
- Symbol, Not The Symbol ItselfDocument1 pageSymbol, Not The Symbol Itselfkamlesh0106No ratings yet
- N, ML, UlDocument1 pageN, ML, Ulkamlesh0106No ratings yet
- Views PaneDocument1 pageViews Panekamlesh0106No ratings yet
- WBS Schedule ProDocument1 pageWBS Schedule Prokamlesh0106No ratings yet
- WBS Schedule ProDocument1 pageWBS Schedule Prokamlesh0106No ratings yet
- GRBRBJTJDocument1 pageGRBRBJTJkamlesh0106No ratings yet
- RujntktkDocument1 pageRujntktkkamlesh0106No ratings yet
- QwedDocument1 pageQwedkamlesh0106No ratings yet
- The Role of Leadership On Employee Performance in Singapore AirlinesDocument42 pagesThe Role of Leadership On Employee Performance in Singapore Airlineskeshav sabooNo ratings yet
- THE FIELD SURVEY PARTY ReportDocument3 pagesTHE FIELD SURVEY PARTY ReportMacario estarjerasNo ratings yet
- Commissioning 1. Commissioning: ES200 EasyDocument4 pagesCommissioning 1. Commissioning: ES200 EasyMamdoh EshahatNo ratings yet
- Culture NegotiationsDocument17 pagesCulture NegotiationsShikha SharmaNo ratings yet
- Itf EssayDocument18 pagesItf EssayTharshiNo ratings yet
- User Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveDocument12 pagesUser Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveMauricio Contreras R.No ratings yet
- Ifrs 15Document24 pagesIfrs 15Madhu Sudan DarjeeNo ratings yet
- Metric Conversion WorksheetDocument3 pagesMetric Conversion WorksheetKaiden HughesNo ratings yet
- Symantec Endpoint Protection 14.3 RU3 Release NotesDocument28 pagesSymantec Endpoint Protection 14.3 RU3 Release NotesMilind KuleNo ratings yet
- Net June 2013Document22 pagesNet June 2013Sunil PandeyNo ratings yet
- Task 4 - Illustrating Psychoanalytic CriticismDocument9 pagesTask 4 - Illustrating Psychoanalytic CriticismTroJaf OfficialNo ratings yet
- Ca Final Compiler Paper 5 Advanced Management Accounting PDFDocument432 pagesCa Final Compiler Paper 5 Advanced Management Accounting PDFAnn SerratoNo ratings yet
- Buzan, Barry - Security, The State, The 'New World Order' & BeyondDocument15 pagesBuzan, Barry - Security, The State, The 'New World Order' & Beyondyossara26100% (3)
- 7th Nani Palkhiwala Research Paper CompetitionDocument31 pages7th Nani Palkhiwala Research Paper CompetitionhridhaykhuranaNo ratings yet
- Perfume 130Document3 pagesPerfume 130Gurdeep BhattalNo ratings yet
- LADA Niva 1600rebuild1Document39 pagesLADA Niva 1600rebuild1Douglas Antonio Paredes MarquinaNo ratings yet
- Jahnteller Effect Unit 3 2017Document15 pagesJahnteller Effect Unit 3 2017Jaleel BrownNo ratings yet
- Chapter 2 Fluid StaticsDocument26 pagesChapter 2 Fluid StaticsSoban Malik100% (1)
- Boonton Radio Corporation - The Notebook 12Document8 pagesBoonton Radio Corporation - The Notebook 12Luiz Roberto PascotteNo ratings yet
- Examples Week1 CompressDocument6 pagesExamples Week1 CompressAngel HuitradoNo ratings yet
- Bashar CitateDocument7 pagesBashar CitateCristiana ProtopopescuNo ratings yet
- ErtlDocument64 pagesErtlManpreet SinghNo ratings yet
- Gynaecology Thesis TopicsDocument7 pagesGynaecology Thesis TopicsDawn Cook100% (2)
- Doyennés Et Granges de L'abbaye de Cluny (A. Guerreau)Document45 pagesDoyennés Et Granges de L'abbaye de Cluny (A. Guerreau)theseus11No ratings yet
- A Child With Fever and Hemorrhagic RashDocument3 pagesA Child With Fever and Hemorrhagic RashCynthia GNo ratings yet
- My TestDocument18 pagesMy TestBlessmore Chitanha100% (1)
- Otis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFDocument201 pagesOtis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFbodyfull100% (2)