Professional Documents
Culture Documents
Lire FT Hempel
Uploaded by
beey2001Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Lire FT Hempel
Uploaded by
beey2001Copyright:
Available Formats
Sommaire explicatif des
fiches techniques
Les fiches techniques comprennent la description des produits, les caractristiques des produits, et les
directives/recommandations relatives leur utilisation. Lobjectif est de permettre lobtention des meilleurs rsultats
possibles lors de lutilisation des produits.
Nom des produits, codes qualit et teinte :
Nom des produits :
Gnralement, les peintures HEMPEL sont identifies par un nom commercial dpos couvrant le groupe et le type
gnrique comme dcrit ci-dessous :
Peinture schage physique :
HEMPATEX : Caoutchouc chlor, acrylique (phase solvant)
HEMPINOL : Asphalte, bitume, goudron
HEMUCRYL : Acrylique (phase aqueuse)
Peinture schage chimique :
HEMPALIN : Alkyde, alkyde modifi (schage par oxydation)
HEMPAQUICK : Alkyde, alkyde modifi schage rapide (schage par oxydation)
HEMPADUR : Epoxydique, poxy modifi (phase solvant, sans solvant)
HEMPASIL : Peinture Fouling release base de silicone
HEMPAXANE : Polysiloxane
HEMUDUR : Epoxydique (phase aqueuse)
HEMPATHANE : Polyurthane (isocyanate)
GALVOSIL : Zinc silicate
Note : Lorsque le nom commercial dpos nest pas utilis, le nom du produit est prcd par HEMPELS
Code produit :
Chaque produit HEMPEL est identifi par un code qualit 5 caractres. Les deux premiers caractres indiquent
la fonction principale et le type gnrique de la peinture. Les troisime et quatrime caractres correspondent un
numro de srie. Le cinquime caractre identifie une formulation particulire du mme produit comme par exemple
des variantes pour la rticulation basse, moyenne et haute temprature ou pour rpondre une rglementation
locale.
Les quatre premiers caractres identifient les performances pour lesquelles le produit est destin, cest--dire le
schage, la rticulation. Le cinquime caractre identifie habituellement les conditions dapplication mais peut tre
galement utilis pour des raisons purement logistiques.
Edition : Octobre 2016 Page: 1/24
1er caractre Fonction
0---- Vernis incolore, diluant
1---- Primaire pour acier et autres mtaux
2---- Primaire pour support non mtallique
3---- Produits pteux, enduits et autres produits haut extrait sec
4---- Intermdiaire, revtement forte paisseur utilis avec/sans primaire et finition
5---- Finition
6---- Divers
7---- Antifouling et fouling release
8---- Antifouling et fouling release ; produits spciaux
9---- Divers
2ime caractre Type gnrique
-0--- Asphalte, bitume, goudron
-1--- Huile, vernis lhuile, alkyde longue en huile
-2--- Alkyde moyenne longue en huile
-3--- Alkyde courte en huile, alkyde styrne, ester dpoxy, alkyde silicone, alkyde
urthane
-4---
Divers
-5---
Rsine ractive (non oxydante), mono ou bi-composants
-6---
Rsine schage physique (phase solvant) (autre que - 0 - - -)
-7---
Rsine ractive (non oxydante), mono ou bi-composants
-8---
Emulsion en phase aqueuse, diluant
-9---
Divers
Exemple :
HEMPADUR 17634 :
1---- Primaire pour acier
-7--- Rsine ractive
- - 63 - Numro de srie
----4 Version
Code teinte :
Un code teinte cinq caractres vient complter lidentification des peintures HEMPEL, dfini dans le tableau ci-
dessous :
Blanc 10000
Blanchtre, gris 10010-19980
Noir 19990
Jaune, crme, beige 20010-29990
Bleu, violet 30010-39990
Vert 40010-49990
Rouge, orange, rose 50010-59990
Brun 60010-69990
Exemple :
HEMPALIN PRIMER 12050-50410 : 50410 = teinte rouge
Le code des teintes standard HEMPEL na pas de lien direct avec un rfrentiel colorimtrique officiel. Cependant,
des quivalences de couleur peuvent tre tablies avec des rfrentiels de couleur officiels spcifiques.
Les couleurs/teintes les plus utilises sont prsentes dans les nuanciers HEMPEL.
Edition : Octobre 2016 Page: 2/24
Le cinquime caractre peut tre utilis pour identifier une formule spcifique de la mme teinte mais utilisant des
pigments diffrents pour tre conforme des normes ou une lgislation (locale) par exemple. Les nombres 0, 1,
2, 3 et 4 indiquent une formulation standard sans plomb. Les nombres 5, 6, 7, 8 et 9 indiquent lutilisation de
pigments base de plomb. Z est utilis pour les primaires pigments au zinc et rpondant lASTM D520 type II
pour la poussire de zinc.
Note : la teinte des primaires, des intermdiaires et des antifoulings peuvent varier dun lot lautre. Ceci nest
pas important pour ce type de produits. Pour obtenir une apparence uniforme de la couche de finition, appliquer
la peinture possdant le mme numro de lot.
Code qualit :
Code produit + Code teinte
Description :
Description du produit mentionnant son type gnrique, sa pigmentation, ses proprits principales et ses limites
ventuelles.
Utilisation recommande :
But pour lequel le produit est conu ou est particulirement bien adapt. Le produit peut tre spcifi pour
d'autres usages dans les systmes de peinture sur-mesure pour des besoins spcifiques.
Proprits :
Rsum des proprits principales du produit
Temprature de service :
Indique la temprature maximum laquelle le revtement peut tre expos sans dtrioration immdiate.
Si le revtement est expos en permanence des tempratures proches du maximum, ceci aura pour effet de
diminuer la dure de vie du systme spcifi comparativement la dure de vie dun systme expos des
tempratures de service normales. Si les tempratures de service fluctuent souvent entre les tempratures
normales et maximum, cela courtera lesprance de vie planifie du systme de peinture ( vieillissement
acclr ).
La plupart des peintures changent dapparence lorsquelles sont exposes de hautes tempratures par un
changement de teinte et/ou par une perte de brillant.
De plus, la plupart des peintures, exposes de hautes tempratures, auront tendance se ramollir et auront une
sensibilit plus importante aux actions mcaniques et chimiques.
Lexposition avec des liquides chauds, y compris leau, est uniquement recommande pour les systmes de
peinture ddis. A haute temprature, les conditions en service humide ont une influence plus prononc sur la
dure de vie du systme en comparaison avec des conditions de service sches.
Lorsque soumis des fluctuations de temprature, les conditions de service humides prouveront davantage le
systme de peinture en comparaison des conditions de service sches aux mmes tempratures.
En outre, il est important que la temprature du liquide soit suprieure lacier peint.
Un effet de paroi froide augmentera les risques de cloquage et limitera ainsi la rsistance la temprature. La
plupart des systmes de peinture ne tolrent seulement quun faible gradient ngatif de temprature dans les
conditions de service humides/immerges.
Certificats :
Liste des certificats et homologations officiels et semi-officiels.
Dautres certificats et homologations non lists peuvent tre disponibles sur simple demande auprs dHEMPEL.
Disponibilit :
La livraison de certains produits ncessite une demande pralable pour des raisons logistiques. Ceci est indiqu
par la mention disponibilit locale sujette confirmation
Edition : Octobre 2016 Page: 3/24
Caractristiques physiques :
Couleurs/Teinte :
Voir Code teinte. Certaines caractristiques physiques peuvent varier dune couleur une autre.
Finition :
Lapparence des films de peinture, aprs schage dans des conditions optimum de laboratoire, sont donnes
comme suit :
Trs brillant : >90%
Brillant : 60-90%
Satin brillant : 30-60%
Satin mat : 15-30%
Mat : <15%
Toutes ces valeurs sont donnes en unit de brillant et selon la norme ISO 2813 :1994 (brillant spculaire, angle
de 60). Lapparence relle du film est fonction des conditions dapplication et de schage/rticulation.
Fraction solide :
La fraction solide (FS), exprim en pourcentage, se calcule selon la formule suivante :
Epaisseur de film sec
FS (%) = 100
Epaisseur de film humide
Ce rapport est dtermin dans des conditions de laboratoire o aucune perte de peinture n'est rencontre et aprs
7 jours de schage 23C/73F avec une humidit relative de 50% selon ISO 3233 :1998, schage de classe 2).
Pour les produits ayant une fraction solide de 100%, la valeur thorique est indique. Cette valeur ne reflte pas le
rapport :
Epaisseur de film sec
FS (%) = 100
Epaisseur de film humide
du fait de la contraction du film pendant la rticulation.
Toutes les valeurs de fraction solide sont donnes 1-3% correspondant lcart type qui tient compte des
tolrances, incertitudes exprimentales etc des procds industriels standards.
Rendement superficiel spcifique :
Le rendement superficiel spcifique thorique (RSST) est calcul, pour une paisseur donne de film sec (sur une
surface lisse) selon la formule :
Fraction solide (%) (%)
RSST (m/l) = 10 (. ./ ) = 16.04
Epaisseur de film sec(m) sec()
1 mil 25 m la valeur exacte est 25.4 m
Dans la fiche technique, le rendement superficiel spcifique thorique est donn pour une paisseur sche
habituellement recommande pour le produit. Si le produit est spcifi une paisseur diffrente, le rendement
superficiel spcifique thorique variera en consquence. Le rendement superficiel spcifique thorique ne peut tre
donn pour des peintures appliques sur des supports poreux ou absorbant comme le bois, le bton, etc
Les facteurs de correction de lISO 19840 ne sont pas pris en compte dans les fiches techniques. Dans le cas o
ces facteurs de correction sont utiliss, la spcification indique doit tre ajuste en consquence afin dviter les
surpaisseurs et une surconsommation de primaires.
Le rendement superficiel spcifique pratique nest pas donn dans la fiche technique et ne peut tre reprsent
par une simple valeur tant la variation est importante.
Edition : Octobre 2016 Page: 4/24
Facteur de consommation :
La consommation pratique est estime en multipliant la consommation thorique par un facteur de consommation
(FC) appropri.
Le facteur de consommation dpend de plusieurs paramtres externes qui ne peuvent tre rsums dans la fiche
technique et ne peuvent tre reprsentes par une simple valeur tant la variation est importante.
=
La fluctuation du facteur de consommation est largement attribue aux lments suivants :
1) Le tendu du film de peinture :
Afin dassurer lpaisseur minimum spcifie, lapplication manuelle de la peinture entraine invitablement :
a) Un aspect plus ou moins tendu de la surface du film et
b) Une distribution de l'paisseur dont la valeur moyenne est lgrement suprieure l'paisseur de film sec
spcifie afin de respecter la rgle du 80:20 par exemple. Ceci conduit une consommation plus leve
que celle thoriquement calcule.
2) La complexit et la taille/forme de la surface doit tre calcule :
Les surfaces complexes, asymtriques et de petites tailles sont pratiquement impossibles peindre sans
gnrer un brouillard de pulvrisation conduisant une consommation plus leve que celle thoriquement
calcule pour la superficie en question.
3) La rugosit de surface du support :
La rugosit de surface du subjectile gnre un volume mort qui doit tre rempli ou dans le cas de prpeints
dont le rapport de superficie est plus grand que ces derniers, pourront conduire une consommation plus
leve que celle thoriquement calcule pour une surface lisse.
4) Pertes physiques :
Les facteurs de perte comme la peinture rsiduelle dans les bidons, les pompes et les tuyaux, la mise lcart
des peintures dont la dure de vie du mlange est dpasse, des conditions dapplications venteuses,
etcconduiront une consommation plus leve.
Le rendement superficiel spcifique pratique varie galement avec la mthode dapplication, lhabilet de
lapplicateur, la forme des pices peindre, la texture du subjectile, lpaisseur de film applique et les conditions
de travail.
Dans tous les cas, il nest pas recommand dappliquer la peinture de manire couvrir la plus grande surface
possible mais plutt dobtenir lpaisseur spcifie sur la totalit de la surface.
Point clair :
Le point clair est la temprature minimale pour laquelle la concentration des vapeurs mises est suffisante pour
produire une dflagration au contact dune flamme ou dun point chaud dans les conditions normalises, mais
insuffisante pour entretenir la combustion aprs retrait de la source dnergie.
Le point clair des peintures HEMPEL est mesur selon la mthode SETAFLASH (coupe ferm). Pour les produits
bi-composants, le point clair est normalement donn pour le mlange. Lordre de grandeur du point clair sert
dterminer la classification dinflammabilit du produit et par voie de consquence de guide aux prcautions
mettre en uvre lors du stockage, de lutilisation et du schage du produit.
Laddition dun DILUANT la peinture peut modifier le point clair de cette dernire.
Masse volumique :
Elle est exprime en Kg/l 25C/77F. Une quivalence en lbs/US Gallon est donne.
Pour les produits bi-composants, la masse volumique est donne pour le mlange.
Dans la pratique, la masse volumique peut varier de quelques pourcents par rapport la valeur thorique
indique dans la fiche technique.
Edition : Octobre 2016 Page: 5/24
Temps de schage :
Le temps de schage indiqu dans la fiche technique correspond au temps ncessaire pour obtenir un film
suffisamment dur afin de rsister une forte pression exerce par un doigt, sans laisser de marque.
Pour les prpeints, le temps de schage sec manipulable , plus pertinent, est indiqu.
Les temps de schage sont donns pour les conditions suivantes : 20C/68F, humidit relative comprise entre 60-
70% avec une ventilation approprie.
Les autres conditions de schage sont :
Sec hors poussire : temps de de schage en surface mesur selon ISO 9117-3
Sec cur : temps de schage cur mesur selon ISO 9117-1
Sec au toucher : Temps que met la peinture atteindre le niveau III sur un enregistreur Beck Koller (ASTM D
5895-03)
Sec manipulable : La surface du film est suffisamment dure pour tre manipule avec soin sans se rtracter ou
tre endommag
Le processus de schage jusquau sec au toucher pour les peintures en phase solvant (ou aqueuse) dpend
principalement de la ventilation mais galement de la temprature et des paisseurs de chaque couche applique.
Toutes les surfaces doivent tre ventiles. Il doit tre not que le schage des peintures en phase aqueuse,
dpendant en particulier de lhumidit relative de lair, ncessite une ventilation plus importante que les peintures
en phase solvant.
Dans le cas des peintures schage physique, le temps de schage est galement influenc par le nombre de
couche, lpaisseur totale du systme et les paisseurs par couche. Dune manire gnrale, le temps de schage
est multipli par 4 pour une paisseur applique de 2 fois celle dune simple couche dans les mmes conditions de
schage et de ventilation. Ceci est valable pour les peintures en phase solvant et aqueuse.
Lapplication de peinture en plusieurs couches peut entrainer une rtention de solvant et conduire la formation
dun film plus mou quune application monocouche. Ceci est particulirement vrai pour les peintures schage
physiques.
La temprature a aussi une forte influence sur les temps de schage et de rticulation. Pour les peintures
schage physique, une baisse de 10C/18F aura pour consquence un temps de schage multipli par 2.
Rticulation complte :
Le temps de rticulation est donn pour les produits bi-composants appliqus sur un subjectile dont la temprature
de surface est de 20C/68F avec une ventilation approprie. La rticulation est acclre des tempratures
leves et ralentie des tempratures basses. Pour certains produits, la fiche technique/les instructions dutilisation
indiquent dans un tableau les temps de rticulation en fonction de la temprature. Pour les produits o seul est
indiqu le temps de rticulation 20C/68F, la rgle suivante peut tre utilise :
Dune manire empirique, le temps de rticulation diminue de moiti quand la temprature augmente de 10C/18F
et double quand la temprature baisse de 10C/18F.
La rticulation est compltement stoppe pour tempratures infrieures au minimum spcifi pour lapplication de
la peinture.
COV :
Cest le poids calcul en composs organiques volatiles par litre de peinture. Une correspondance en lbs/US gallon
est donne.
Alternativement, le COV indiqu peut tre une valeur mesure.
Une information dtaille sur les COV de chacun de nos produits est donne dans la fiche de donnes de
scurit correspondante.
Edition : Octobre 2016 Page: 6/24
Date limite dutilisation :
Prcise les circonstances de conservation du produit, en emballage dorigine non ouvert, et lintervalle de temps
maximal au bout duquel, aprs sa fabrication, il doit tre utilis. La dure de stockage est indique sur les fiches
techniques seulement si elle est gale ou infrieure 1 an ( 25C/77F). Si aucune limitation spcifique nest port
sur la fiche technique, par dfaut la peinture ne pourra tre stocke plus :
de 5 ans ( 25C/77F) ou 3 ans ( 35C/95F) pour les produits mono-composants
de 3 ans ( 25C/77F) ou 2 ans ( 35C/95F) pour les produits bi-composants
partir de la date de fabrication. Cette dure diminue des tempratures plus leves ( 35C la dure de stockage
est presque divise par 2). Pour une meilleure utilisation, la mention Best before ( utiliser avant) est prsente
sur ltiquetage de nos produits.
Aprs un stockage de longue dure ou temprature leve, la peinture peut ncessiter une rhomognisation
avant application du fait dune (lgre) sdimentation dans les bidons.
Si les conditions de stockage sont inconnues et en cas de doute sur la possibilit dutiliser la peinture, les points
suivants peuvent tre facilement vrifis :
a. aucune corrosion de lintrieur des bidons intacts louverture.
b. viscosit apparente dans le bidon : aprs une homognisation, la peinture ne doit pas apparatre
glatineuse ou ncessiter une dilution excessive afin dtre apte lapplication
c. application lpaisseur de film spcifie : le film doit tre uniforme et ferm
d. le temps de schage doit tre conforme la fiche technique
Numro de lot :
Tous nos produits possdent un numro de lot 9 caractres indiquant lusine de production et la date de
production :
Les 2 premiers caractres identifient lusine de production. Cette information est ncessaire pour des produits
disposant de certains certificats et approbations comme par exemple les produits rpondant la rsolution IMO
MSC.215(82).
Le 3ime caractre indique lanne, les 4ime et 5ime caractres indiquent le mois de fabrication.
Temprature de stockage :
Afin de prserver les proprits dapplication, les peintures ne devront pas tre stockes des tempratures
suprieures 50C/122F avant lapplication. Les peintures en phase aqueuse devront tre conserves labri du
gel.
Mise en uvre
Rapport de mlange :
Les produits bi-composants, rticulant chimiquement sont livrs dans des conditionnements de BASE et de
DURCISSEUR prdoss. Le rapport de mlange doit tre strictement respect, mme lors de fractionnement. En
rgle gnrale, incorporer le DURCISSEUR la BASE et laisser reposer le mlange 30 mn (temps de mrissement)
avant utilisation ( 20C/68F), moins que la dure de vie en pot du mlange ne soit (trs) courte, et bien
homogniser. Ceci est particulirement important lors des applications sur des surfaces dont la temprature est
basse. Dans certains cas, des informations complmentaires sur le temps de mrissement sont donnes.
Il est trs important pour les produits bi-composants que la totalit du DURCISSEUR soit ajout la BASE. Dans
ce but, il est avantageux dans la plupart des cas dutiliser du diluant appropri pour rincer le bidon de
DURCISSEUR. Une fois le mlange ralis, la raction chimique commence. Par consquent, ne prparer que la
quantit susceptible dtre applique pendant la dure en vie du mlange.
Rgle dapplication :
Indique les mthodes dapplication possibles ou recommandes. En rgle gnrale, la premire couche de primaire
anticorrosion doit tre applique la brosse ou lairless afin de mouiller au mieux le subjectile et favoriser la
pntration de la peinture.
Lutilisation de la brosse ou du rouleau ncessite habituellement lapplication de plus de couches pour atteindre
les paisseurs spcifies par rapport une application Airless.
Edition : Octobre 2016 Page: 7/24
Diluant (dilution maximale en volume) :
Les peintures HEMPEL sont livrs prtes lemploi pour une application la brosse ou Airless ( 20C/68F) aprs
homognisation (pour les bi-composants, aprs mlange de la BASE et du DURCISSEUR). Dans ce cadre,
lapplication standard permet dobtenir les paisseurs spcifies. Si la peinture est trop paisse, temps froid par
exemple, ou pour une application faible paisseur, la viscosit peut tre ajuste avec le diluant spcifi. Le taux
de dilution dpend principalement de la temprature, de la mthode dapplication, etcLe pourcentage maximum
de dilution est indiqu pour chaque mode dapplication. Si une sur-dilution est ncessaire dans des cas particuliers,
contacter HEMPEL.
Lajout dun faible pourcentage de diluant nentraine pas une diffrence mesurable de lpaisseur du film, ce qui
nest pas le cas lors de dilution plus importante. Il faut garder lesprit que lajout de diluant augmente la quantit
de liquide dans la peinture sans en augmenter sa partie solide. Par consquent, une paisseur humide
proportionnelle plus importante doit tre applique afin dobtenir lpaisseur sche spcifie.
FS(%)
FS(%)aprs dilution = 100
% diluant ajout + 100
FS = Fraction Solide
Exemple : si 0.5 l de DILUANT est ajout 20 l de peinture, la dilution est de :
0.5
100 = 2.5%
20
La fraction solide aprs dilution est de :
FS(%)
*100
(2.5 + 100)
Note : Eviter les dilutions systmatiques et inutiles
Dure de vie en pot du mlange :
En gnral, la dure de vie en pot du mlange des peintures en phase solvant dpend de la temprature de la
peinture et varie comme suit :
La dure de vie en pot du mlange est divise par 2 lorsque la temprature augmente de 10C/18F et est double
lorsque celle-ci diminue de 10C/18F.
Pour la gamme HEMPADUR, la dure de vie en pot du mlange est habituellement plus courte pour les applications
Airless que pour les applications la brosse. Ceci est d aux proprits anti-coulures qui se dgradent
progressivement au-del de la dure de vie en pot du mlange spcifie pour les applications Airless. Ainsi la
fourchette haute de lpaisseur sche habituellement spcifie ne peut tre obtenue que dans lintervalle de la
dure de vie en pot indique pour lapplication Airless.
Note : la dure de vie en pot du mlange ne peut tre prolonge par une dilution
Dans le cas des peintures poxydiques bi-composants, en phase aqueuse ces rgles gnrales ne peuvent
sappliquer.
Linfluence de la temprature sur la dure de vie en pot du mlange est notifie dans les fiches techniques
correspondantes.
Diamtre de buse :
Indique le diamtre de buse (o un intervalle de diamtre de buse) recommand
Pression de buse :
Indique la pression de buse gnralement approprie.
Note : les donnes relatives lapplication Airless sont donnes titre indicatif et sont susceptibles dtre ajustes
Nettoyage du matriel :
Normalement le diluant indiqu pour le produit peut tre utilis pour le nettoyage du matriel aprs utilisation.
Lorsque des agents de nettoyage spciaux sont recommands, ils sont indiqus sur la fiche technique.
Le matriel utilis pour lapplication de peintures en phase aqueuse peut tre difficile nettoyer. Il est donc
particulirement important de suivre les instructions tablies dans les fiches techniques.
Epaisseur sche :
Epaisseur sche frquemment utilise dans les spcifications.
Edition : Octobre 2016 Page: 8/24
Note : Plusieurs produits sont spcifis des paisseurs diffrentes en fonction des besoins.
Les paisseurs sches sont gnralement contrles laide dun appareil calibre sur tle de rfrence, lisse. Les
prpeints sont contrls selon une procdure spciale disponible sur demande auprs dHEMPEL.
Epaisseur humide :
Elle fait tat de lpaisseur de film humide arrondie en multiple de 25 m/1 mil afin de faciliter les mesures laide
de la jauge dpaisseur humide. Ces valeurs sont arrondies au multiple de 25 m qui est considr comme le plus
pertinent pour chaque cas.
Intervalle de recouvrement :
Les intervalles de recouvrement minimum et maximum se rfrent au recouvrement du produit par lui-mme aussi
bien quavec des produits appropris comme les finitions. Les intervalles de recouvrement minimum et maximum
doivent toujours tre respects afin dobtenir une protection optimale du systme de peinture.
Les paramtres pour lapplication du produit sont donns en fonction de la temprature. Ces intervalles tiennent
compte galement des conditions dexposition ultrieures qui correspondent des classes de corrosivit C3 et C4
selon lISO 12944-2 et avec une sollicitation mcanique limite. Lintervalle de recouvrement pour des conditions
de service en immersion dans leau est galement indiqu lorsque cela est appropri.
Les intervalles de recouvrement sont donns en tant que guide et, mis part la temprature et les conditions de
service ultrieures, ils dpendent galement de lpaisseur du film, du nombre de couches, des conditions
dexposition avant recouvrement. Ces paramtres influenceront lintervalle de recouvrement.
Les dtails sur les intervalles de recouvrement dun systme complet sont indiqus dans la spcification peinture
correspondante, disponible sur demande. La spcification peinture prvaut sur tous les intervalles de recouvrement
indiqus dans les fiches techniques ou Instructions dutilisation.
Intervalle de recouvrement minimum :
Les valeurs indiques pour lintervalle de recouvrement minimum supposent que le revtement a t appliqu selon
la fiche technique, aux paisseurs recommandes, avec une ventilation approprie pendant le schage, dans la
plage de temprature recommande et en partant du principe que lapplication est ralise au pistolet dautres
modes dapplication comme la brosse, peuvent ncessiter des intervalles de recouvrement plus long.
Une attention particulire doit tre porte sur les effets indsirables causs par lhumidit et le dioxyde de carbone
sur les peintures poxydiques et polyurthanes pouvant survenir basse temprature et forte humidit. Cela
nuirait ladhrence entre couches.
Lintervalle de recouvrement minimum peut tre prolong par un facteur de 1.7 si lpaisseur du film est en moyenne
suprieure 50% lpaisseur spcifie et dun facteur de 2.4 pour une moyenne suprieure 100%.
Intervalle de recouvrement maximum :
Pour lintervalle de recouvrement maximum, la temprature considre dans ce contexte est la temprature de
surface la plus leve pendant cette priode.
Avant recouvrement, la surface doit toujours tre exempte dhuile, graisse, sels, poussire et autres contaminants.
Pour certains types de peintures, lintervalle de recouvrement peut ne pas tre un facteur critique pour ladhrence
entre couches, cependant un primaire ne doit pas tre laiss, de manire prolonge, expos un environnement
corrosif sans protection. Lintervalle de recouvrement maximum pour de tels produits est not Sans .
Lexposition au soleil a un effet sur lintervalle de recouvrement maximum pour quelques produits et cela doit tre
pris en considration. Si lintervalle de recouvrement est dpass, il peut tre ncessaire de crer une rugosit de
surface afin dassurer ladhrence de la couche suivante. Lorsque que lintervalle de recouvrement est not
Etendu , la structure peinte peut potentiellement tre recouverte mme aprs une longue priode, en fonction
des conditions dexposition telle quune exposition limite au soleil et galement en fonction de ltat et de la
propret du revtement. Lvaluation de cette situation particulire doit tre base sur lexprience, contacter
HEMPEL pour plus dinformation.
Aprs exposition dune surface peinte dans un environnement pollu, il est toujours recommand de procder un
lavage haute pression leau douce ou toute autre mesure approprie avant recouvrement.
Scurit :
Dune manire gnrale, respecter les rgles de scurit lors de la manipulation ou de lutilisation du produit.
Respecter toutes les consignes de scurit stipules sur les tiquettes des emballages de nos peintures. En
complment, consulter les fiches de donnes de scurit HEMPEL et respecter toutes les rglementations
locales ou nationales de scurit.
Edition : Octobre 2016 Page: 9/24
Prparation de surface :
Elle dfinit ltat recommand du subjectile au moment de lapplication. Le degr de prparation de surface se
rfre la norme ISO 8501-1 : Prparation des subjectiles dacier avant application de peintures et de produits
assimils Evaluation visuelle de la propret dun subjectile
Pour certains produits, un profil de surface minimum est exig. Ce profil est donn avec une ou plusieurs rfrence
de rugosit comme le Rugotest N3, le Keane-Tator Comparator ou Comparateur ISO.
Pour les surfaces dj peintes, la mthode et le degr de prparation sont gnralement indiqus.
Rgles dapplication :
Elles sont dictes par les usages normaux admis en matire dapplication de peinture et ventuellement compltes
par des contraintes particulires. En rgle gnrale, aucune peinture ne doit tre applique sous de mauvaises
conditions. Mme si le temps semble tre favorable lapplication, il peut y avoir de la condensation sur le support
ds linstant o sa temprature est gale ou infrieure au point de rose. Pour prvenir toute fluctuation de ces
paramtres, la temprature du support devra tre dau moins quelques degrs (en pratique +3C/5F) au-dessus
du point de rose pendant lapplication et le schage.
Veiller labsence de formation de glace la surface, lorsque la temprature de support est trs basse.
Dans les espaces confins, il peut tre ncessaire dliminer les vapeurs de solvant ou les vapeurs deau en
assurant une ventilation approprie et constante pendant lapplication et le schage, ceci pour des raisons de
scurit/sant et aussi pour faciliter lvaporation des solvants.
Maintenir la temprature de la peinture, de prfrence au-dessus de 15C/59F environ, lors des applications en
priode hivernale. Dans le cas contraire, une dilution excessive de la peinture sera ncessaire afin de conserver
ses proprits dapplication mais augmentera le risque de coulure. La viscosit des peintures augmente lorsque la
temprature diminue.
Couches prcdentes :
Indique quelques peintures pouvant tre recouvertes par le produit. Ces recommandations ne sont pas exclusives
et dautres produits compatibles peuvent tre spcifis en fonction des besoins. Dans ce contexte, les prpeints
font partie intgrante de la prparation de surface.
Couches suivantes :
Indique quelques peintures pouvant recouvrir le produit. Ces recommandations ne sont pas exclusives et dautres
produits compatibles peuvent tre spcifis en fonction des besoins.
Remarques :
Dans ce chapitre, seront notes toutes les informations connues, caractristiques particulires au produit ou
son utilisation qui naurait pas t releves auparavant.
Edit par :
Le R&D Hempel regional qui a dvelopp le produit. Ce champ indique quel est le R&D rgional qui gre le produit.
Par exemple :
Denmark/Group : Hempel A/S Product reference
Spain : Hempel Pinturas S.A.U.
Note : La fiche technique est sujette modification sans pravis et est automatiquement obsolte aprs 5 ans. La
date ddition est indique dans le pied de page de chaque fiche technique.
Edition : Octobre 2016 Page: 10/24
NOTES COMPLEMENTAIRES ET DEFINITIONS DE QUELQUES EXPRESSIONS UTILISEES
DANS LES FICHES TECHNIQUES
Nettoyage de la surface* :
Nettoyage leau douce, basse pression (LPWC) : jusqu 340 bars/5000 PSI
Nettoyage leau douce, haute pression (HPWC) : 340-680 bars/5000-10000 PSI
Dcapage leau douce, haute pression (HPWJ) : 680-1700 bas/10000-25000 PSI
Dcapage leau douce, ultra haute pression (UHPWJ) : suprieure 1700 bars/25000 PSI
* comme dfinie dans la prparation de surface standard NACE N 5/SSPC-SP 12
Note : le dcapage par projection dabrasif en voie humide peut tre ralis basse ou haute pression deau avec
lintroduction dune quantit relativement faible dabrasif. Dans certains cas, un inhibiteur est associ afin de
prvenir loxydation flash (cependant, lutilisation des inhibiteurs NEST PAS recommande pour la prparation des
surfaces destines limmersion. Un excdent dinhibiteurs peut conduire du cloquage osmotique).
Surfaces condensantes : La prsence deau/humidit nest pas encore dtectable mais la temprature du support
est infrieure au point de rose.
Surfaces humides : ruissellement et gouttes deau ont t limins mais il reste une fine pellicule deau.
Surfaces mouilles : Ruissellement et gouttes deau sont prsents
Un primaire de protection de la prparation de surface (blast primer) est une peinture utilise pour protger
temporairement une prparation de surface dune structure acier rcemment dcape afin de faciliter lexcution
des travaux. Dans ce cadre, ces primaires de protection font souvent partie intgrante de la prparation de surface.
Un primaire dattente (holding primer) est une peinture utilise pour prolonger (maintenir) les proprits
protectrices du shopprimer jusqu la mise en uvre du systme de peinture spcifi.
Mist coat / flash coat est une fine couche (10-25 m) applique au pistolet, dune peinture dilue, en passe croise
avec une excellente atomisation. Les deux termes sont, dans lusage courant, synonymes.
Mist coat / flash coat sont largement utilises pour minimiser lapparition de piqres (popping) lors du recouvrement
des zinc silicates ou des aciers mtalliss avant lapplication de la couche gnrale. Les sealer coat mais galement
les tie coat sont souvent utiliss en tant que mist coat / flash coat.
Un intermdiaire de liaison (tiecoat) est une couche de peinture qui permet de faire adhrer des revtements de
diffrentes natures entre elles comme un pont entre des revtements conventionnels et des revtements plus
techniques, ou entre des peintures poxydiques et des peintures schage physique.
Un revtement de colmatage (sealer coat) est une couche de peinture utilise pour colmater des surfaces comme
les zinc-silicates et les matrices insolubles puise de certains antifoulings. A cet gard, cette couche permet
dviter les interfrences de lquilibre entre la rsine et les composs actifs du nouvel antifouling. De plus, certaines
de ces peintures peuvent tre utilises en tant que couche de colmatage afin de minimiser les problmes de
piqres (popping) lors dapplication sur support poreux.
Lorsquune peinture est dite rsistante aux dbordements et aux projections de certains produits chimiques, il
est sous-entendu que cette exposition est limite la zone affecte et dans le temps. Les coulures des produits
chimiques doivent tre limines le plus rapidement et de doivent pas rester en contact avec la surface plus de
1-2 jours.
Lors de la conversion des units mtriques en unit US, le rsultat de la conversion peut tre arrondi une
valeur significative pour la dimension donne.
Edition : Octobre 2016 Page: 11/24
PREPARATIONS DE SURFACE STANDARDS
Il existe un grand nombre de standards officiels et non officiels de prparation de surface des subjectiles acier avant
application de peinture.
Le standard sudois (SIS 055900 1967) tait le premier ouvrage utilisant des images pour reprsenter les
diffrents degrs de soin. Aujourdhui remplac par la norme ISO 8501-1, cette dernire a t enrichie de 4 photos
additionnelles, correspondant la prparation de surface par flammage issu de lancien standard allemand DIN
55928 partie 4, supplment 4.
Autres standards importants, comme :
STEEL STRUCTURES PAINTING COUNCIL (USA) : Spcifications de prparation de surface (SSPC-SP 2, 3, 5,
6, 7, 10 et 12)
Et
INTERNATIONAL STANDARDIZATION ORGANIZATION ISO 12944, partie 1 8 : Anticorrosion des structures en
acier par systmes de peinture
Cela concerne galement lquipement, les matriaux et procdures utiliss pour la bonne ralisation des travaux.
Les standards anglais (British Standard) : BS 4232 et BS 7079 sont tous les deux remplacs par lISO 8501-1.
Le standard amricain utilise les mmes photos que lISO 8501-1. LISO 12944, fait rfrence lISO 8501-1 mais
intgre galement la description des prparations de surface secondaires en rfrence avec lISO 8501-2.
Toutes prennent en compte ltat de surface de lacier avant nettoyage et il a t tabli les degrs de rouille
suivants :
A: Subjectile dacier largement recouvert de calamine adhrente mais avec un peu ou pas de rouille du tout
B: Subjectile dacier qui a commenc rouiller et do la calamine a commenc scailler
C: Subjectile dacier o la calamine a disparu sous laction de la rouille ou peut tre dtache par grattage
mais qui prsente quelques chancres de rouille observables lil nu
D: Subjectile dacier o la calamine a disparu sous laction de la rouille et qui prsente de nombreux chancres
de rouille observables lil nu
La mthode de prparation de surface utilisant le lavage haute pression leau douce commence se gnraliser.
Les termes et les standards de prparation de surface sont parfaitement dfinis dans lISO 8501-4.
Pour la comparaison des normes, consulter les pages suivantes. Le texte de chacune des normes est littralement
cit.
Edition : Octobre 2016 Page: 12/24
ISO 8501-1 :
Degr de soin : Description des aspects de surface aprs nettoyage :
Sa 3 Dcapage jusqu propret de lacier value visuellement :
Examine lil nu, la surface doit tre exempte de toute trace visible dhuile, de graisse et
de salet, ainsi que de tout matriaux tels que calamine, rouille, peinture et matriaux
trangers. Elle doit prsenter une couleur mtallique uniforme. Voir photographies A Sa3, B
Sa 3, C Sa 3 et D Sa 3.
Sa 2 Dcapage trs soign :
Examine lil nu, la surface doit tre exempte de toute trace visible dhuile, de graisse et
de salet, ainsi que de tous matriaux tels que calamine, rouille, peinture et matriaux
trangers. Toute trace restante de contamination doit ne laisser que de lgres taches ou de
traines. Voir photographies A Sa 2 , B Sa 2 , C Sa 2 et D Sa 2 .
Sa 2 Dcapage soign :
Examine lil nu, la surface doit tre exempte de toute trace visible dhuile, de graisse et
de salet, et de la plus grande partie de la calamine, de la rouille, des revtements de peinture
et des matires trangres. Les agents de contamination rsiduels doivent tre adhrents (voir
note 2 ci-dessous). Voir photographies B Sa 2, C Sa 2 et D Sa 2.
Sa 1 Dcapage lger :
Examine lil nu, la surface doit tre exempte de toute trace visible dhuile, de graisse et
de salet ainsi que des matriaux peu adhrents tels que calamine, rouille, peinture et
matriaux trangers (voir note 1 ci-dessous). Voir photographies B Sa 1, C Sa 1 et D
Sa 1.
Notes :
1. Le terme particules trangres peut inclure des sels solubles dans leau et des rsidus
de soudage. Ces agents de contamination ne peuvent pas tre totalement limins du
subjectile par dcapage sec, nettoyage la main et la machine, ou nettoyage la
flamme ; il convient de procder un dcapage humide ou un dcapage leau sous
pression.
2. Une couche de calamine, de rouille ou de peinture est considre comme peu adhrente
si elle peut tre enleve en la soulevant laide dun couteau palette mouss.
St 3 Nettoyage trs soign la main et la machine :
Identique St 2, mais la surface doit tre traite avec plus de soin pour que le subjectile dacier
prenne un clat mtallique. Voir photographies B St 3, C St 3 et D St 3.
St 2 Nettoyage soign la main et la machine :
Examine lil nu, la surface doit tre exempte de toute trace visible dhuile, de graisse et
de salet, ainsi que de tous matriaux peu adhrents tels que calamine, rouille, peinture et
particules trangres (voir note 1 ci-dessous).
Notes :
1. La description des mthodes de prparation des surfaces par nettoyage la main et la
machine, y compris le traitement avant et aprs le nettoyage la main et la machine,
est donne dans lISO 8504-4
2. Le degr de prparation St 1 nest pas inclus dans la mesure o il correspond une
surface impropre lapplication de la peinture
Edition : Octobre 2016 Page: 13/24
SSPC :
Degr de soin : Description :
SSPC-SP-5 1.1 Grenaillage blanc : Examine lil nu, la surface doit tre exempte de toute trace visible
dhuile, de graisse et de salet, ainsi que de tous matriaux tels que calamine, rouille,
peinture et matriaux trangers. Elle doit prsenter une couleur mtallique uniforme.
1.2 DES VARIATIONS DANS LAPPARENCE DE LA SURFACE SONT ACCEPTABLES
DANS LA MESURE OU ELLES NAFFECTENT PAS LA PROPRETE DE LA
PREPARATION DE SURFACE telle que dfinie dans la section 1.1, incluant les variations
dues la nature de lacier, ltat de surface initial, lpaisseur de lacier, les soudures, les
marques dusinage ou de fabrication, le traitement thermique, les zones affectes par la
chaleur, le dcapage labrasif et les diffrences dues au mode de dcapage.
1.3 La rugosit de la surface du subjectile revtir doit tre adapte au systme de peinture
spcifi.
1.4 Au moment de lapplication, la rugosit de surface doit tre conforme au degr spcifi.
1.5 SSPC-Vis 1-89 ou dautres standards viso-tactiles de la prparation de surface peuvent
tre spcifis en complment la dfinition crite.
SSPC-SP-10 2.1 Grenaillage presque blanc : Examine lil nu, la surface doit tre exempte de toute
trace visible dhuile, de graisse et de salet, ainsi que de tous matriaux tels que calamine,
rouille, peinture et matriaux trangers lexception des taches dcrites dans la section
2.2. Elle doit prsenter une couleur presque mtallique.
2.2 La surface de ces taches doit tre infrieure 5 %/6.5 cm. Ces taches doivent apparatre
sous forme de marques lgrement sombres, de traits lgrement marqus, ou de
dcolorations mineures causes par des taches de rouille, de calamine ou danciennes
peintures.
2.3 DES VARIATIONS DANS LAPPARENCE DE LA SURFACE SONT ACCEPTABLES
DANS LA MESURE OU ELLES NAFFECTENT PAS LA PROPRETE DE LA
PREPARATION DE SURFACE telle que dfinie dans la section 2.1 et 2.2, incluant les
variations dues la nature de lacier, ltat de surface initial, lpaisseur de lacier, les
soudures, les marques dusinage ou de fabrication, le traitement thermique, les zones
affectes par la chaleur, le dcapage labrasif et les diffrences dues au mode de
dcapage.
2.4 La rugosit de la surface du subjectile revtir doit tre adapte au systme de peinture
spcifi.
2.5 Au moment de lapplication, la rugosit de surface doit tre conforme au degr spcifi.
2.6 SSPC-Vis 1-89 ou dautres standards viso-tactiles de la prparation de surface peuvent
tre spcifis en complment la dfinition crite.
Edition : Octobre 2016 Page: 14/24
SSPC-SP-6 3.1 Grenaillage commercial : Examine lil nu, la surface doit tre exempte de toute trace visible
dhuile, de graisse et de salet, ainsi que de tous matriaux tels que calamine, rouille, peinture
et matriaux trangers lexception des taches dcrites dans la section 3.2.
3.2 La surface de ces taches doit tre infrieure 33%/6.5 cm. Ces taches doivent apparatre sous
forme de marques lgrement sombres, de traits lgrement marqus, ou de dcolorations
mineures causes par des taches de rouille, de calamine ou danciennes peintures. De lgres
traces de rouille ou de peinture peuvent galement tre laisses au fond des chancres si la
surface initiale est chancre.
3.3 DES VARIATIONS DANS LAPPARENCE DE LA SURFACE SONT ACCEPTABLES DANS
LA MESURE OU ELLES NAFFECTENT PAS LA PROPRETE DE LA PREPARATION DE
SURFACE telle que dfinie dans la section 3.1 et 3.2, incluant les variations dues la nature de
lacier, ltat de surface initial, lpaisseur de lacier, les soudures, les marques dusinage ou de
fabrication, le traitement thermique, les zones affectes par la chaleur, le dcapage labrasif
et les diffrences dues au mode de dcapage.
3.4 La rugosit de la surface du subjectile revtir doit tre adapte au systme de peinture spcifi.
3.5 Au moment de lapplication, la rugosit de surface doit tre conforme au degr spcifi.
3.6 SSPC-Vis 1-89 ou dautres standards viso-tactiles de la prparation de surface peuvent tre
spcifis en complment la dfinition crite.
SSPC-SP-7 4.1 Grenaillage doux : Examine lil nu, la surface doit tre exempte de toute trace visible dhuile,
de graisse, de calamine mal adhrente, de rouille et de peinture mal adhrentes. Il est possible
quil demeure sur la surface, de la calamine, rouille et peintures parfaitement adhrentes. La
calamine, la rouille et la peinture sont considrs comme parfaitement adhrent sils ne peuvent
tre dcolls laide dun couteau mastic.
4.2 La totalit de la surface doit tre soumise un dcapage par projection dabrasif. Le reste de
calamine, de rouille ou de peinture encore prsente aprs le dcapage doit tre le plus faible
possible.
4.3 La rugosit de la surface du subjectile revtir doit tre adapte au systme de peinture spcifi.
4.4 Au moment de lapplication, la rugosit de surface doit tre conforme au degr spcifi.
4.5 SSPC-Vis 1-89 ou dautres standards viso-tactiles de la prparation de surface peuvent tre
spcifis en complment la dfinition crite.
SSPC-SP-2 5.1 Le nettoyage manuel est une mthode de prparation de surface laide doutil non mcanique.
5.2 Le nettoyage manuel limine toute la calamine, la rouille et la peinture non adhrentes ainsi que
dautres matires trangres non adhrentes. Cette mthode ne permet pas dliminer la
calamine, la rouille et la peinture adhrentes. La calamine, la rouille et la peinture sont
considres comme adhrentes si elles ne peuvent tre limines par soulvement laide dun
couteau.
5.3 SSPC-Vis 1-89 ou dautres standards viso-tactiles de la prparation de surface, choisis par les
parties contractantes, pouvant tre utiliss pour dfinir la surface.
LISO 12944-4 nest pas cit mais cette norme est en accord avec lISO 8501-1.
La comparaison des normes ISO 8501-1 et SSPC conduit tablir les relations suivantes :
Les degrs de soin de prparation Sa 3 et SSPC-SP-5 sont identiques
Les degrs de soin Sa 2 et SSPC-SP-10 semblent identiques
Les degrs de soin Sa 2 et SSPC-SP-6 diffrent lgrement. Le SSPC-SP-6 exige la
prsence de rsidus que sous forme de tache alors que le Sa 2 accepte une
contamination rsiduelle partir du moment o elle est parfaitement adhrente.
Note : Pour le SSPC, la spcification crite fait rfrence aux clichs de lISO 8501-1
Edition : Octobre 2016 Page: 15/24
ISO 8501-4 : Prparation de surface et nettoyage des subjectiles acier et autres matriaux durs par
dcapage haute (HP) et ultra haute (UHP) pression avant application.
Ce procd de prparation de surface est relativement rcent. Cette mthode permet
dliminer les contaminations visibles et invisibles. Aprs dcapage, la surface sera encore
mouille et une oxydation flash pourra apparatre pendant le schage de lacier ainsi
nettoy.
Destin principalement la maintenance, tout ancien revtement restant aprs le
dcapage HP/UHP doit tre intact, parfaitement adhrent avec une rugosit compatible
avec lapplication du nouveau systme.
En rgle gnrale, les revtements qui doivent tre soumis des contraintes mcaniques
svres et/ou chimiques, comme les revtements rsistants labrasion, aux impacts et
aux produits chimiques par exemple, ne doivent pas tre appliqus sur des surfaces
prpares par dcapage HP/UHP. Aucun revtement dont les proprits anticorrosion
reposent sur le contact direct avec le subjectile acier, comme les primaires riche en zinc,
ne doivent tre appliqus sur des surfaces dcapes par HP/UHP.
Degr de soin : Description des aspects de surface aprs nettoyage :
Wa 1 Dcapage lger leau sous haute pression :
Observe sans grossissement, la surface doit tre vierge de traces visibles dhuile et de
graisse, de revtements de peinture dcolls ou dfectueux, de rouille non adhrente et
de matires trangres. Toute contamination rsiduelle doit tre rpartie de faon alatoire
et doit tre fermement adhrente.
Wa 2 Dcapage minutieux leau sous haute pression :
Observe sans grossissement, la surface doit tre vierge de traces visibles dhuile et de
graisse, de salissures et de la plupart de la rouille, des revtements antrieurs de peinture
et des matires trangres. Toute contamination rsiduelle doit tre rpartie de faon
alatoire et peut tre constitue de revtements, de matires trangres forte adhrence
et de traces dune rouille prexistante.
Wa 2 Dcapage trs minutieux leau sous haute pression :
Observe sans grossissement, la surface doit tre vierge de traces visibles de rouille,
dhuile, de graisses, de salissures, de revtements de peinture antrieurs et, sauf traces
trs lgres, de toutes matires trangres. Une dcoloration de la surface peut tre
prsente, l o le revtement original ntait pas intact. La dcoloration grise ou
marron/noire observe sur les aciers corrods ou piqus ne peut pas tre limine par
projection deau supplmentaire.
Description des aspects de surface pour trois degrs doxydation flash :
L Lgre oxydation flash :
Surface qui observe sans grossissement, prsente une couche de rouille jaune/marron
en petite quantit, travers laquelle le subjectile dacier est toujours visible. La rouille
(ressemblant une dcoloration) peut tre rpartie uniformment ou sous forme de
taches, mais elle est trs adhrente et difficile ter en frottant dlicatement laide dun
tissu.
M Oxydation flash moyenne :
Surface qui, observe sans grossissement, prsente une couche de rouille jaune/marron
qui recouvre la surface originale en acier. La couche de rouille peut tre rpartie
uniformment ou sous forme de taches, mais elle est plutt adhrente et laisse de lgres
traces sur un tissu avec lequel on frotte dlicatement la surface.
H Forte oxydation flash :
Surface qui, observe sans grossissement, reprsente une couche de rouille jaune
orang/marron qui masque la surface originale en acier et est peu adhrente. La couche
de rouille peut tre rpartie uniformment ou sous forme de taches et marque facilement
un tissu avec lequel on frotte dlicatement la surface.
Pour plus de dtail, se rfrer la norme ISO 8501-4.
Edition : Octobre 2016 Page: 16/24
SSPC-SP 12 : Ce standard dcrit lutilisation du dcapage UHP pour obtenir un degr de soin dfini de
la prparation de surface avant application du primaire de protection ou du systme de
peinture. Ces exigences incluent les conditions finales de la surface, les quipements et
les procdures ncessaires pour vrifier ces conditions finales. Ce standard ne sapplique
que pour un dcapage UHP utilisant de leau.
Le spcificateur doit utiliser une des dfinitions visuelles de la prparation de surface (WJ-
1 WJ-4, voir ci-dessous) et, lorsque cela est ncessaire, un des degrs doxydation
flash.
Description des aspects de surface aprs nettoyage :
WJ-1 Dcapage jusquau support :
Observe sans grossissement, la surface doit tre vierge de toute trace visible de rouille,
salissure, dancien revtement de peinture, de calamine et de matires trangres.
Une dcoloration de la surface peut tre prsente.
WJ-2 Dcapage minutieux ou substantiel :
Observe sans grossissement, la surface doit tre mate (terne, tachete), vierge de toute
trace visible dhuile, de graisse, de salissure et de rouille lexception de quelques taches
de rouille dissmines de manire alatoire, de couches de peinture de faible paisseur
parfaitement adhrentes et dautres matires trangres parfaitement adhrentes. Les
taches ou les matires parfaitement adhrentes ne doivent pas dpasser 5% de la
superficie.
WJ-3 Dcapage minutieux :
Observe sans grossissement, la surface doit tre mate (terne, tachete), vierge de toute
trace visible dhuile, de graisse, de salissure et de rouille lexception de quelques taches
de rouille dissmines de manire alatoire, de couches de peinture de faible paisseur
et dautres matires trangres parfaitement adhrentes. Les taches ou les matires
parfaitement adhrentes ne doivent pas dpasser 33% de la superficie.
WJ-4 Dcapage lger :
Observe sans grossissement, la surface doit tre vierge de toute trace visible dhuile, de
graisse, de salissure, de rouille non adhrente, dancien revtement de peinture non
adhrent.
Tout rsidu de matriaux doit tre parfaitement adhrent.
Description des aspects de surface pour quatre degrs doxydation flash :
Pas doxydation Observe sans grossissement, la surface doit tre vierge de toute trace visible
flash doxydation flash.
Lgre (L) Surface qui observe sans grossissement, prsente une couche de rouille jaune/marron
en petite quantit, travers laquelle le subjectile dacier est toujours visible. La rouille ou
une dcoloration peut tre rpartie uniformment ou sous forme de taches, mais elle est
trs adhrente et difficile ter en frottant dlicatement laide dun tissu.
Modre (M) Surface qui, observe sans grossissement, prsente une couche de rouille jaune/marron
qui recouvre la surface originale en acier. La couche de rouille peut tre rpartie
uniformment ou sous forme de taches, mais elle est plutt adhrente et laisse de lgres
traces sur un tissu avec lequel on frotte dlicatement la surface.
Forte (H) Surface qui, observe sans grossissement, reprsente une couche de rouille
jaune/marron qui masque la surface originale en acier et est peu adhrente. La couche
de rouille peut tre rpartie uniformment ou sous forme de taches, mais la rouille est peu
adhrente et vient facilement, et marque significativement un tissu avec lequel on frotte
dlicatement la surface.
Pour plus de dtail, se rfrer la norme SSPC-SP 12.
Edition : Octobre 2016 Page: 17/24
DECAPAGE PAR PROJECTION DABRASIF - PROFIL DE SURFACE
La plupart des systmes de peinture, et pas seulement les revtements inorganiques avec du zinc et les sans
solvants, ncessite une rugosit de surface afin dobtenir une adhrence optimum. Le profil de surface des
subjectiles rugueux est caractris par une rugosit de surface et un profil de rugosit qui doivent tre
reprsents sparment dans les spcifications pour la prparation de surface.
Sur chantier, le profil de surface est valu, pour des raisons pratiques, de manire comparative laide dun
comparateur de rfrence visuel ou tactile comme le rugotest n3, le Keane Tator Surface Profile Comparator et
le comparateur ISO (ISO 8503).
Rugosit de En relation avec la prparation de surface, la rugosit est dfinie comme des irrgularits
surface : la surface du subjectile causes par le dcapage par projection dabrasif.
La rugosit peut tre mesure de plusieurs manires. La plus frquente consiste utiliser
la valeur Rz qui correspond la hauteur maximale absolue des crtes. Parfois lcart
moyen arithmtique du profil (Ra), anciennement connu sous lappellation valeur CLA
et AA (respectivement Centre Line Average and Arithmetical Average) est utilis. Les
dsignations en caractre gras rpondent aux normes ISO.
Du fait dune diffrence de valeurs significative dcoulant de ces modes de mesure de la
rugosit de surface, il est trs important de savoir les diffrencier.
Il est galement important de noter que les comparateurs de rugosits utilisent des valeurs
de rugosit diffrentes :
Rugotest n3 se rfre la norme ISO 1302 et la 2632-2/II (aujourdhui obsolte)
et donne des valeurs de Ra
Keane Tator Surface Profile Comparator donne des valeurs de Rz
ISO Comparator quant lui utilise des valeurs qualitatives Fin, Moyen et Grossier
Bien quil ne soit pas possible de calculer le Ra partir des valeurs du Rz et inversement,
un groupe de travail du sous-comit des normes internationales TC 35/SC 12 a tabli,
avec une bonne approximation que :
Rz = Ra x 6
Profil de rugosit : Les profils de rugosit peuvent tre caractriss par un aspect sphrique ou angulaire. La
grenaille sphrique produit un profil de rugosit sphrique tandis que la plupart des
abrasifs minraux produisent un profil de rugosit angulaire.
Lorsquun profil de rugosit est donn dans nos fiches techniques, il sagit gnralement
dun profil de rugosit angulaire.
Lvaluation du profil de rugosit au moyen de comparateurs viso-tactiles tant affecte
par des effets doptique, les deux comparateurs de profil de rugosit de rfrence que
sont le Rugotest n3, Keane Tator et lISO comparateur possdent tous diffrentes
chelles pour les diffrents profils.
Le Rugotest n3 dispose de plusieurs niveaux de rugosit en fonction de profils sphriques
et angulaires sur le mme comparateur. Pour des valeurs de rugosit plus grandes, il y a
mme une division en grain fin ou grossier.
Keane Tator a trois disques diffrents, identifis par S (surface sable), G/S (surface
dcape), et SH (surface grenaille).
LISO comparateur dispose de 2 versions, lune correspondant G (pour profil angulaire)
et lautre S (pour profil sphrique).
Slectionner le disque en fonction de labrasif utilis pour effectuer les comparaisons.
Edition : Octobre 2016 Page: 18/24
TABLES DE CONVERSION
Unit convertir De En Multipli par
Longueur mil m (micron) 25.4
m mil 0.039
inches (pouces) cm (centimtre) 2.54
cm inches 0.3937
feet (pied) m (mtre) 0.3048
m feet 3.2808
yards m 0.9144
m yards 1.0936
mile nautique km (kilomtre) 1.852
km mile nautique 0.5340
Surface sq.ft m 0.0929
m sq.ft 10.764
Volume US gallon l (litre) 3.785
l US gallon 0.264
Imp. gallon l 4.546
l Imp. gallon 0.22
l cu.ft. 0.0353
cu.ft. l 28.32
Surface/Volume m/l sq.ft./US gallon 40.74
sq.ft./US gallon m/l 0.0245
m/l sq.ft/Imp. gallon 48.93
sq.ft/Imp. gallon m/l 0.0204
Masse lbs kg 0.4536
kg lbs 2.2046
Masse volumique kg/l lbs/US gallon 8.345
lbs/US gallon kg/l 0.1198
COV g/l lbs/US gallon 0.0083
Pression atm. bar 1.013
atm. kp/cm 1.033
atm. psi 14.70
bar atm. 0.987
bar kp/cm 1.02
Edition : Octobre 2016 Page: 19/24
Unit convertir De En Multipli par
bar psi 14.50
kp/cm atm. 0.968
kp/cm bar 0.981
kp/cm psi 14.22
kp/cm MPa 0.098
psi atm. 0.068
psi bar 0.069
psi kp/cm 0.070
Conductivit mS/m S/cm 10
mS/m mho/cm 10
S/cm mS/m 0.1
mho/cm mS/m 0.1
Notes :
atm. est galement appel atmosphre physique (et correspond une pression de 760 mm de mercure). Latmosphre
technique, at, est identique kp/cm
1 bar = 105 Pa (Pascal) = 105 N (Newton)/m
1 MPa = 106 Pa (Pascal) = 1 MN (MgaNewton)/m
1 kg/cm est gale 1kp/cm = 0.09807 MPa
Unit convertir De En Calcul
Temperature C F 9
( x C)+32
5
F C 59 x (F -32)
Epaisseur de film Humide (wft) Sche (dft) ( %)
100
Sche (dft) Humide (wft) ( 100)
%
Notes :
wft = paisseur humide, dft = paisseur sche, FS% = fraction solide
Edition : Octobre 2016 Page: 20/24
CALCUL DE
Rendement superficiel spcifique thorique (sur surface lisse) :
Consommation thorique de peinture (sur surface lisse) :
Consommation pratique :
La consommation pratique est influence par :
i) les pertes simples
ii) la consommation additionnelle gnre par le remplissage du volume mort de la surface rugueuse
iii) par laspect ondul de la surface de peinture.
Cependant le terme facteur de perte est encore utilis en parallle avec le terme facteur de consommation dcrivant
la relation entre la consommation thorique, calcule et la consommation pratique qui tient compte dun facteur de
consommation observ ou dune consommation vise .
Cependant, comme le
(z= pertes = perte simple +perte volume mort +perte surface
ondule )
Et le rendement superficiel spcifique thorique
Lquation de la consommation pratique peut tre crite comme :
O il est trs important dutiliser le terme perte pour z et pas de facteur de consommation.
Edition : Octobre 2016 Page: 21/24
FORMULES POUR LESTIMATION DES SURFACES DES ZONES DES NAVIRES (m)
Carne (incluant les exposants de charge) :
A=((2xd)+B)x Lpp x P (Comme pour Lloyds)
Avec
d=tirant deau maximum (m)
B=largeur au fort (m)
Lpp=longueur entre perpendiculaires (m)
P=0.90 pour les navires citerne (ptroliers), 0.85 pour les vraquiers, 0.70-0.75 pour les navires transportant des
cargaisons sches
Ou
Avec
D=moyenne du tirant deau la ligne de peinture (m)
Bm=largeur hors membrures
Lpp=longueur entre perpendiculaires (m)
V=volume dplac (m3) correspondant au tirant deau
Exposant de charge :
A=2 x h x (Lpp+0.5 x B)
Avec
h=hauteur de lexposant de charge (m) ( renseigner par larmateur)
Lpp=longueur entre perpendiculaires (m) (Comme pour Lloyds)
B=largeur au fort (m) (Comme pour Lloyds)
uvres mortes :
A=2 x H x (Loa+0.5 x B) (Comme pour Lloyds)
Avec
H=hauteur des verticales (profondeur-tirant deau) (m)
Loa=longueur hors-tout (m)
B=largeur au fort (m)
Points dcouverts incluant les ponts sur supersrtucture, les fondations, les coutilles et les roufles :
A=Loa x B x N (Comme pour Lloyds)
Avec
Loa=longueur hors-tout (m)
B=largeur au fort (m)
N = 0.91 pour les navires citerne (ptroliers) et les vraquiers, 0.88 pour les navires transportant des cargaisons
sches, 0.84 pour les caboteurs, etc
(Lexactitude dpend de votre choix de la valeur N qui indique la surface relle par rapport leur primtre
rectangulaire)
Edition : Octobre 2016 Page: 22/24
ESTIMATION DE LASUPERFICIE DES SURFACES :
Plaques en acier :
Epaisseur de plaque (mm) Superficie (m/ton)
1 254.5
2 127.2
3 84.8
4 63.6
5 50.9
6 42.4
7 36.4
8 31.8
9 28.3
10 25.4
11 23.1
12 21.2
13 19.6
14 18.2
15 17
16 15.9
17 15
18 14.1
19 13.4
20 12.7
21 12.1
22 11.6
23 11.1
24 10.6
25 10.2
26 9.8
27 9.4
28 9.1
29 8.8
30 8.5
Les valeurs indiques sont pour les 2 faces. Pour une seule face, diviser par 2.
Edition : Octobre 2016 Page: 23/24
Tuyaux :
Zone extrieure (m/m) :
A= x eD
= 3.14
eD=diamtre externe (m)
Zone intrieure (m/m) :
A= x iD
= 3.14
iD=diamtre interne (m)
ESTIMATION DES SURFACES POUTRES ET PROFILES, exemples :
Dsignation et forme Taille Poids par mtre Surface par mtre Surface par tonne
(kg/m) (m/m) (m/t)
100 20.4 0.57 27.7
160 42.6 0.92 21.5
220 71.5 1.27 17.8
280 103 1.62 15.7
360 142 1.85 13.0
600 212 2.32 10.9
80 5.9 0.30 51.1
140 14.3 0.50 35.0
200 26.2 0.71 27.0
260 41.9 0.91 21.7
340 68.0 1.15 16.9
400 92.4 1.33 14.4
40 x 40 x 3 3.41 0.15 44.6
50 x 50 x 3 4.35 0.19 44.1
60 x 60 x 4 6.90 0.23 33.3
80 x 80 x 5 11.6 0.31 26.6
100 x 100 x 5 14.7 0.39 26.3
120 x 120 x 8 27.6 0.46 16.6
50 5.6 0.23 42.2
80 8.6 0.31 37.1
160 18.8 0.55 29.0
240 33.2 0.78 23.3
320 59.5 0.98 16.5
400 71.8 1.18 16.5
25 x 4 1.5 0.10 66.9
50 x 6 4.5 0.19 43.4
75 x 7 7.9 0.29 36.7
100 x 10 15.1 0.39 25.8
100 x 16 23.2 0.39 16.8
150 x 15 33.8 0.39 17.3
Dans le cas des poutres HEB, premire illustration, la hauteur et la largeur sont gales jusqu la taille de 280. La
taille est la hauteur et est gale au numro de profil.
Pour les poutres IPN, la taille est la hauteur et est gale au numro de profil.
Pour les poutres UPN, la taille est la hauteur et est gale au numro de profil.
Pour les profils L, les deux rebords sont estims gaux, le second chiffre tant lpaisseur de lacier.
Edition : Octobre 2016 Page: 24/24
You might also like
- Resine Epoxy - Projets Creatifs pour DebutantsFrom EverandResine Epoxy - Projets Creatifs pour DebutantsRating: 5 out of 5 stars5/5 (1)
- Les PeinturesDocument17 pagesLes PeinturesHajar Zergani100% (1)
- CCTPDocument33 pagesCCTPsaidNo ratings yet
- Cours 2 LubrificationDocument11 pagesCours 2 LubrificationGuiliass100% (1)
- Cours Fours Et Chaudières - Labsi 2018 - EtudiantsDocument23 pagesCours Fours Et Chaudières - Labsi 2018 - EtudiantsElHadi S Zidane67% (6)
- M645 TréfilageDocument13 pagesM645 TréfilageAbid Tahar100% (1)
- Cubilot Article-de-Fonderie-magazine-Article-de-Fonderie-magazine-novembre-2010Document11 pagesCubilot Article-de-Fonderie-magazine-Article-de-Fonderie-magazine-novembre-2010beey2001No ratings yet
- Classifications Des HuilesDocument9 pagesClassifications Des Huilesdjouldeo100% (1)
- t22 L Humidite Dans Les BatimentsDocument8 pagest22 L Humidite Dans Les BatimentsRouri TaaNo ratings yet
- Etude Et Choix de Matériaux-Bouteille de GazDocument12 pagesEtude Et Choix de Matériaux-Bouteille de GazouiameabdelNo ratings yet
- STACEM Elastomère IndustrieDocument19 pagesSTACEM Elastomère IndustrieDarkedgeNo ratings yet
- PDS HEMPADUR MASTIC 45881 FR-FR PDFDocument3 pagesPDS HEMPADUR MASTIC 45881 FR-FR PDFMohamed InedjarNo ratings yet
- Coating Reference Handbook FRDocument147 pagesCoating Reference Handbook FRPauloGarciaNo ratings yet
- PDS Hempadur 35560-FRDocument3 pagesPDS Hempadur 35560-FRJulien Di PolNo ratings yet
- Hempadur Mastic 45880 45880 FR-FRDocument3 pagesHempadur Mastic 45880 45880 FR-FRMarwan PatiyaNo ratings yet
- PDS Hempadur 15570 FR-FRDocument3 pagesPDS Hempadur 15570 FR-FRJulien Di PolNo ratings yet
- SOPPEC COLORS - FRDocument24 pagesSOPPEC COLORS - FRrheochronosNo ratings yet
- Hempa Build 46410Document3 pagesHempa Build 46410Tarik BouzitNo ratings yet
- PDS Hempadur 45141 FR-FR 3Document3 pagesPDS Hempadur 45141 FR-FR 3f.tpeinture38No ratings yet
- Edaplan® La 106 HFDocument2 pagesEdaplan® La 106 HFWALID AMMARNo ratings yet
- PDS HEMPADUR MASTIC 45880 FR-FRDocument3 pagesPDS HEMPADUR MASTIC 45880 FR-FRKhaled bouhlelNo ratings yet
- FT - So50w50vDocument1 pageFT - So50w50vJulián Herrera RestrepoNo ratings yet
- Mobil Unirex N2 N3Document4 pagesMobil Unirex N2 N3piana.machineNo ratings yet
- Pds Hempathane Hs 55610 FR-FRDocument3 pagesPds Hempathane Hs 55610 FR-FRDaft OrlandiNo ratings yet
- PDS Hempalin Enamel 52140 - FRDocument2 pagesPDS Hempalin Enamel 52140 - FRJulien Di PolNo ratings yet
- FT Metallisant-UniverselDocument2 pagesFT Metallisant-UniverselManon MthNo ratings yet
- FR Rust Oleum 1 2 3 MaintenanceDocument23 pagesFR Rust Oleum 1 2 3 MaintenanceAntonioPalloneNo ratings yet
- Pds Hempadur Multi-Strength 45540 FR-FRDocument2 pagesPds Hempadur Multi-Strength 45540 FR-FRKhaled bouhlelNo ratings yet
- 991 300 Auto-K Gesamtkatalog FR WebDocument60 pages991 300 Auto-K Gesamtkatalog FR WebJordan LittleNo ratings yet
- Pds Hempadur 35760 FR-FRDocument3 pagesPds Hempadur 35760 FR-FRKhaled bouhlelNo ratings yet
- Cours Caractéristiques Des Huiles de Base - IIDocument27 pagesCours Caractéristiques Des Huiles de Base - IIdahmane bernouNo ratings yet
- Classification Des LubrifiantsDocument5 pagesClassification Des LubrifiantsABDERRAHMANE AKKOUCHENo ratings yet
- Striasol HD 59 NF: Peinture Époxydique Phase AqueuseDocument4 pagesStriasol HD 59 NF: Peinture Époxydique Phase Aqueuseetb tekfifaouziNo ratings yet
- Procedure de Revetement UtbsDocument16 pagesProcedure de Revetement UtbsSkan DerNo ratings yet
- Pds Hempadur Zinc 17340 FR-FRDocument3 pagesPds Hempadur Zinc 17340 FR-FRKhaled bouhlelNo ratings yet
- Exposè de Production D - Huile de Base (2) .PDF Version 1Document8 pagesExposè de Production D - Huile de Base (2) .PDF Version 1Is Sam RojoNo ratings yet
- Hempathane Topcoat 55210 PDFDocument2 pagesHempathane Topcoat 55210 PDFAhmed HoufNo ratings yet
- FT - To26x60 FRDocument1 pageFT - To26x60 FRmonrmNo ratings yet
- PosterDocument1 pagePosterMakni ZiedNo ratings yet
- D27 5377 Ataque Productos QuímicosDocument5 pagesD27 5377 Ataque Productos Químicosfrox123No ratings yet
- Pds Hempathane Hs 55610 FR-FRDocument3 pagesPds Hempathane Hs 55610 FR-FRKhaled bouhlelNo ratings yet
- PeintureDocument4 pagesPeintureIKKENENo ratings yet
- Chapitre 2 Chaîne de Fabrication Des Huiles de BaseDocument13 pagesChapitre 2 Chaîne de Fabrication Des Huiles de BaseRoudaina BenzeguirNo ratings yet
- EmulsionDocument3 pagesEmulsionMohammedHakmiNo ratings yet
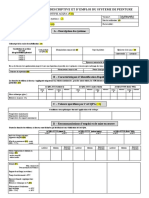
- Fiche Descriptive Et D Emploi Modele D Un Systeme de Peinture V 1Document2 pagesFiche Descriptive Et D Emploi Modele D Un Systeme de Peinture V 1Eric TheerlynckNo ratings yet
- Pds Hempathane Topcoat 55210 FR-FRDocument3 pagesPds Hempathane Topcoat 55210 FR-FRbeey20010% (1)
- FT 15130Document3 pagesFT 15130adrhamNo ratings yet
- Formule ChromeDocument14 pagesFormule ChromeScribdTranslationsNo ratings yet
- Catalogue Almet Toles AluDocument18 pagesCatalogue Almet Toles AluBBG13400No ratings yet
- Tribologie - LubrifiantsDocument44 pagesTribologie - LubrifiantsBenamara AzizNo ratings yet
- FT Petrole Desaromatise Onyx BricolageDocument1 pageFT Petrole Desaromatise Onyx BricolageGauthier AubentonNo ratings yet
- PDS 1080-frDocument2 pagesPDS 1080-frgael89No ratings yet
- Fiche Tech 4588Document4 pagesFiche Tech 4588mimouniNo ratings yet
- Flow Syn CP Serie FRDocument2 pagesFlow Syn CP Serie FRHocine FedalaNo ratings yet
- FR-FR 8567Document4 pagesFR-FR 8567mimouniNo ratings yet
- Aspect Menuiseries Aluminium ThermolaqueesDocument5 pagesAspect Menuiseries Aluminium ThermolaqueeszainebNo ratings yet
- Planetelf Acd: UtilisationsDocument1 pagePlanetelf Acd: Utilisationsbovewom991No ratings yet
- HBF 4Document1 pageHBF 4woulkanNo ratings yet
- P000323 Top Tec 4200 5W 30 New Generation 90 FR - FRDocument2 pagesP000323 Top Tec 4200 5W 30 New Generation 90 FR - FRfocusonbackNo ratings yet
- Cours de Controle de RevetementDocument37 pagesCours de Controle de Revetementzouaoua slimaneNo ratings yet
- Interthane 870Document0 pagesInterthane 870David HoffmanNo ratings yet
- Catalogue Sucitesa Chimie Industrie-MtnDocument40 pagesCatalogue Sucitesa Chimie Industrie-Mtn0rahnNo ratings yet
- Nouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoFrom EverandNouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoNo ratings yet
- Fonderie D'aluminium - WikipédiaDocument21 pagesFonderie D'aluminium - Wikipédiabeey2001No ratings yet
- Fiche Traitement de SurfaceDocument9 pagesFiche Traitement de Surfacebeey2001No ratings yet
- Etude Et Optimisation de La Solidification D'aciers Faiblement Alliés Lors Du Process de Fonderie Par InoculationDocument127 pagesEtude Et Optimisation de La Solidification D'aciers Faiblement Alliés Lors Du Process de Fonderie Par Inoculationbeey2001No ratings yet
- Ed 830Document54 pagesEd 830beey2001No ratings yet
- Faites L' Expérience ZamakDocument2 pagesFaites L' Expérience Zamakbeey2001No ratings yet
- Ecremal N44 24 02 11Document2 pagesEcremal N44 24 02 11beey2001No ratings yet
- Document de Référence Sur Les Meilleures Techniques Disponibles Industrie Des Métaux Non FerreuxDocument815 pagesDocument de Référence Sur Les Meilleures Techniques Disponibles Industrie Des Métaux Non Ferreuxbeey2001No ratings yet
- De La Fonte Des Mines Des Fonderies CDocument475 pagesDe La Fonte Des Mines Des Fonderies Cbeey2001No ratings yet
- Cours1 ETE2014 PDFDocument68 pagesCours1 ETE2014 PDFbeey2001No ratings yet
- De La Fonderie Et de Ses Applications ÀDocument453 pagesDe La Fonderie Et de Ses Applications Àbeey2001100% (1)
- Desydral N70PDocument2 pagesDesydral N70Pbeey2001No ratings yet
- Cours 10 Acier Et FontesDocument40 pagesCours 10 Acier Et Fontesbeey2001No ratings yet
- Cours 06 CorrosionDocument38 pagesCours 06 Corrosionbeey2001No ratings yet
- Cours 11a Alliages Non FerreuxDocument34 pagesCours 11a Alliages Non Ferreuxbeey2001100% (1)
- Chimie Systématique Des PDFDocument35 pagesChimie Systématique Des PDFTaouil MohamedNo ratings yet
- TD N°2 Téchnique de Préparation Des Coupes Histologiques - Dr. ZOUAGHI Youcef - UFMC-2022-2023Document4 pagesTD N°2 Téchnique de Préparation Des Coupes Histologiques - Dr. ZOUAGHI Youcef - UFMC-2022-2023Aya KoudeihNo ratings yet
- Batiment en VerreDocument1 pageBatiment en VerreNoura TarsoufikNo ratings yet
- Devoir de Synthèse n°21erASmars2020 (Réparé)Document5 pagesDevoir de Synthèse n°21erASmars2020 (Réparé)Mohamed HamdeneNo ratings yet
- Rapport Structure: PitanceDocument206 pagesRapport Structure: PitanceKamal BoughzafNo ratings yet
- Sistemul Periodic Al ElementelorDocument15 pagesSistemul Periodic Al Elementelorpattyy7No ratings yet
- Guide D'initiation Au Moulage Par InjectionDocument9 pagesGuide D'initiation Au Moulage Par InjectionCad QuestNo ratings yet
- 04 Degraissant 220 Us Mu FR FT v8.8Document1 page04 Degraissant 220 Us Mu FR FT v8.8Salma KhellafNo ratings yet
- EXAM Djelfa MI Corrosion 2012-2013Document3 pagesEXAM Djelfa MI Corrosion 2012-2013ميكانيك الوادي100% (1)
- Bordereau de PrixDocument7 pagesBordereau de PrixOSSINGA ANDY FREDERICNo ratings yet
- DZ NP Hydrofuge Sika LiquideDocument2 pagesDZ NP Hydrofuge Sika LiquideearareNo ratings yet
- 2 - Synthèse Humidité - 7dia - JLF - 19 - OkDocument9 pages2 - Synthèse Humidité - 7dia - JLF - 19 - OkWendwaoga OUERMINo ratings yet
- Lot 00 Etancheite - MehDocument13 pagesLot 00 Etancheite - MehMurat BasNo ratings yet
- TDF 858Document2 pagesTDF 858atlagh ayoubNo ratings yet
- PlanningSisplamo SolucionesVisualesDocument196 pagesPlanningSisplamo SolucionesVisualesJaime Viúdez AivarNo ratings yet
- Rapport Nayang Djomo Yannick ISETAGDocument69 pagesRapport Nayang Djomo Yannick ISETAGYannick DjomoNo ratings yet
- GPS-STG Normes Techniques FRDocument1 pageGPS-STG Normes Techniques FRNoureddine SlimaniNo ratings yet
- EKHBH-X008BA 4PWFR54185-1B Installation Manuals FrenchDocument46 pagesEKHBH-X008BA 4PWFR54185-1B Installation Manuals Frenchadrijar AdrianNo ratings yet
- Fichetechnique Cem III 2fb 425 N-LH 2fsr La-Ob FR LR PDFDocument2 pagesFichetechnique Cem III 2fb 425 N-LH 2fsr La-Ob FR LR PDFPapa Seyni SeckNo ratings yet
- La Cure Du BétonDocument4 pagesLa Cure Du BétonGerardNo ratings yet
- CHAP 9 Réaction Rédox-DosageDocument3 pagesCHAP 9 Réaction Rédox-Dosagetoto TOTOROTONo ratings yet
- Desydral N70PDocument2 pagesDesydral N70Pbeey2001No ratings yet
- MG 69Document112 pagesMG 69Khaoula RabetNo ratings yet
- PSI PHYSIQUE CCP 2 2008.enonceDocument12 pagesPSI PHYSIQUE CCP 2 2008.enoncemissmaymounaNo ratings yet
- Fonderie Et Moulage Des Alliages de CuivreDocument11 pagesFonderie Et Moulage Des Alliages de Cuivrefranck rogerNo ratings yet