You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Accident Reporting PolicyDocument2 pagesAccident Reporting PolicybmkallarackalNo ratings yet
- Accident Reporting PolicyDocument2 pagesAccident Reporting PolicybmkallarackalNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Sop For Flushing Water PumpDocument6 pagesSop For Flushing Water PumpSonratNo ratings yet
- Chess RulesDocument2 pagesChess RulesmerukrisNo ratings yet
- Water Hammer in Steam LinesDocument5 pagesWater Hammer in Steam LinesVijaita Vikas GandhiNo ratings yet
- JayDocument13 pagesJaySam SepiolNo ratings yet
- Well Log Interpretation PDFDocument81 pagesWell Log Interpretation PDFArpan Biswas100% (2)
- Smartdrive Premier System: T E C H N I C A L C A T A L O GDocument52 pagesSmartdrive Premier System: T E C H N I C A L C A T A L O GKrzysztof Bręk100% (1)
- Basic Log Interpretation Chart PDFDocument1 pageBasic Log Interpretation Chart PDFArpan Biswas100% (1)
- Booster Pump CalculationDocument11 pagesBooster Pump CalculationSuhaimiNo ratings yet
- Driller Test With Answers PDFDocument26 pagesDriller Test With Answers PDFArpan Biswas100% (1)
- 2016 Boiler Safety Checklist and Preventative MaintenanceDocument185 pages2016 Boiler Safety Checklist and Preventative MaintenanceAcid Burns100% (1)
- Yanmar Industrial Engine: Gaskets/Washers/O-ringsDocument1 pageYanmar Industrial Engine: Gaskets/Washers/O-ringscabdirisaaq shaqaleNo ratings yet
- ATR Notes Part1Document33 pagesATR Notes Part1Peter Chantrachumnongjit100% (1)
- Oral QuestionsDocument135 pagesOral QuestionsAkshay KastureNo ratings yet
- Self-Discharging Cement Carrier: Ibau HamburgDocument16 pagesSelf-Discharging Cement Carrier: Ibau HamburgNayomi KarunarathnaNo ratings yet
- DIY Vacuum PumpDocument9 pagesDIY Vacuum PumpnaiwaNo ratings yet
- Slurry Transport Using Centrifugal Pumps - InDICEDocument5 pagesSlurry Transport Using Centrifugal Pumps - InDICECarlos Cortés Ramos20% (5)
- Halliburton Energy Services Radiation Safety ProceduresDocument20 pagesHalliburton Energy Services Radiation Safety ProceduresArpan Biswas100% (1)
- New Doc 2018-06-11 10.35Document1 pageNew Doc 2018-06-11 10.35Arpan BiswasNo ratings yet
- 8.5 in BHA - Well BKEODocument1 page8.5 in BHA - Well BKEOArpan BiswasNo ratings yet
- Motor Spec - 675 78 5.0Document2 pagesMotor Spec - 675 78 5.0Arpan BiswasNo ratings yet
- The Beauty of GR LogDocument24 pagesThe Beauty of GR LogArpan BiswasNo ratings yet
- Measure DAO for Fixed MWD ToolsDocument3 pagesMeasure DAO for Fixed MWD ToolsJonNo ratings yet
- Final Advt For Publication Catiii 2019Document5 pagesFinal Advt For Publication Catiii 2019SaddamNo ratings yet
- Blank Slide SheetDocument1 pageBlank Slide SheetArpan BiswasNo ratings yet
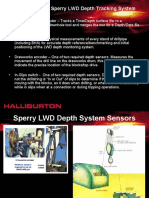
- Components of Sperry LWD Depth Tracking SystemDocument8 pagesComponents of Sperry LWD Depth Tracking SystemArpan BiswasNo ratings yet
- (Khalboalia Bazar, Bishnupur, Nadia-741508) Prop.:Sudipta ModakDocument1 page(Khalboalia Bazar, Bishnupur, Nadia-741508) Prop.:Sudipta ModakArpan BiswasNo ratings yet
- Tool Code ListDocument14 pagesTool Code ListSumit JainNo ratings yet
- Measure DAO for Fixed MWD ToolsDocument3 pagesMeasure DAO for Fixed MWD ToolsJonNo ratings yet
- Instructions For Anonymous Manuscript AnnotationDocument2 pagesInstructions For Anonymous Manuscript Annotationd_rafuse29046No ratings yet
- Tool Face: Meterage 0.0 Drilling Hrs 0.0 Total Hrs ### Avg Rop #DIV/0! ###Document1 pageTool Face: Meterage 0.0 Drilling Hrs 0.0 Total Hrs ### Avg Rop #DIV/0! ###Arpan BiswasNo ratings yet
- Logging While Drilling PDFDocument37 pagesLogging While Drilling PDFArpan BiswasNo ratings yet
- Resistivity Meter 653Document16 pagesResistivity Meter 653taufiq01No ratings yet
- Well Log Analysis: Lithology IdentificationDocument1 pageWell Log Analysis: Lithology IdentificationIbrahim SalahudinNo ratings yet
- NICEDDocument3 pagesNICEDArpan BiswasNo ratings yet
- LOtDocument5 pagesLOtSuyash KumarNo ratings yet
- Motor Operations Handbook 2012Document179 pagesMotor Operations Handbook 2012daongocha108No ratings yet
- ICorrDocument2 pagesICorrArpan BiswasNo ratings yet
- Directional Drilling PDFDocument2 pagesDirectional Drilling PDFArpan BiswasNo ratings yet
- Water Injection Fracture Pressure in Poorly Consolidated SandstoneDocument7 pagesWater Injection Fracture Pressure in Poorly Consolidated SandstoneArpan BiswasNo ratings yet
- Directional Drilling PDFDocument2 pagesDirectional Drilling PDFArpan BiswasNo ratings yet
- Цахилгааны Утасны Дугаарлалтын Тайлбар-新改20200416 - EnDocument20 pagesЦахилгааны Утасны Дугаарлалтын Тайлбар-新改20200416 - EnТракмастер АдминNo ratings yet
- Axelson 6 PDFDocument12 pagesAxelson 6 PDFAnggi SujiwoNo ratings yet
- ELAFLEX Brochure StageII VapourRecovery ENDocument4 pagesELAFLEX Brochure StageII VapourRecovery ENKarneekVyasNo ratings yet
- Mds-Sparkler Filter F-304Document1 pageMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- Oxygen and Others Measurement Extraction Boiler by SWANengDocument5 pagesOxygen and Others Measurement Extraction Boiler by SWANengJimmyJhoeNo ratings yet
- Magnum Literature Trash Pumps Dry Wet Priming Pump BrochureDocument4 pagesMagnum Literature Trash Pumps Dry Wet Priming Pump BrochureAzzam NashrullahNo ratings yet
- COPPUS Steam Turbines PRODUCT GUIDEDocument6 pagesCOPPUS Steam Turbines PRODUCT GUIDEaminardakaniNo ratings yet
- 4516219-C0801 - 1 Hmi Parameter ListDocument9 pages4516219-C0801 - 1 Hmi Parameter ListDavid AponteNo ratings yet
- W-SER-0500-AG Flange Bolt Tensioning ProcedureDocument14 pagesW-SER-0500-AG Flange Bolt Tensioning ProcedureAndyNo ratings yet
- Course Guide For Me-417Document4 pagesCourse Guide For Me-417Adrian Jones Dela TorreNo ratings yet
- Spare Parts For Peougeot 306 Comm. Part No. Part NameDocument189 pagesSpare Parts For Peougeot 306 Comm. Part No. Part NameMarco D'AndreaNo ratings yet
- MARPOL 73/78 Annex II RegulationsDocument101 pagesMARPOL 73/78 Annex II RegulationsMark Gideon AgudaNo ratings yet
- Duplex steam pumps mud serviceDocument1 pageDuplex steam pumps mud servicegustavo animasNo ratings yet
- BT100J enDocument6 pagesBT100J enAbdullah KaramNo ratings yet
- Lecture - 3Document28 pagesLecture - 3hassan baradaNo ratings yet
- Book 2, Chapter 10: Flow Control CircuitsDocument4 pagesBook 2, Chapter 10: Flow Control CircuitsAbdelghani ZitouniNo ratings yet
- Requirements Concerning Fire Protection: International Association of Classification SocietiesDocument42 pagesRequirements Concerning Fire Protection: International Association of Classification SocietiesRinaldi SiahaanNo ratings yet
- A Wide Range GrundfosDocument40 pagesA Wide Range GrundfosLatieve TinenovicNo ratings yet