You might also like
- Math Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesFrom EverandMath Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesRating: 5 out of 5 stars5/5 (3)
- Table Dodge RomigDocument14 pagesTable Dodge RomigMaritsa Elizabeth Huerta ReyesNo ratings yet
- Quality Cost Study of XYZ Chemical Plant-20XXDocument2 pagesQuality Cost Study of XYZ Chemical Plant-20XXAndyka PratamaNo ratings yet
- Acceptance Sampling AtributDocument37 pagesAcceptance Sampling AtributRosiana RahmaNo ratings yet
- Sampling AtributDocument68 pagesSampling AtributEko PujiyantoNo ratings yet
- Essay KKNDocument4 pagesEssay KKNtrilaksonoNo ratings yet
- Consider The Problem of Paris Paint Presented in Problem 32 Lebih NEWDocument9 pagesConsider The Problem of Paris Paint Presented in Problem 32 Lebih NEWMuhammad Afdila GhulfiNo ratings yet
- TP5 W9 S9 R0Document2 pagesTP5 W9 S9 R0DickiEffendy0% (1)
- Ar Cleo 2018 - Final RDocument196 pagesAr Cleo 2018 - Final RALDI.S. TUBENo ratings yet
- EIN4333 Lasrado HW05Document2 pagesEIN4333 Lasrado HW05Sithara madushika0% (1)
- Tutorial 1 SolutionsDocument8 pagesTutorial 1 SolutionsOmar Abu-obiallaNo ratings yet
- Lampiran Tabel MTMDocument9 pagesLampiran Tabel MTMGalih Setyanta WibawaNo ratings yet
- Productivity Analysis On Batik Production Line Using Objective Matrix (OMAX) MethodDocument9 pagesProductivity Analysis On Batik Production Line Using Objective Matrix (OMAX) MethodHuricane TriangleNo ratings yet
- Sistemic & Integrated ApproachDocument29 pagesSistemic & Integrated ApproachRiyadi JuhanaNo ratings yet
- Pertemuan 6 7 PTI PDFDocument94 pagesPertemuan 6 7 PTI PDFDewa GanapatiNo ratings yet
- ForumDocument10 pagesForumfestus wikannandaNo ratings yet
- Kasus Bayes Dan MPEDocument51 pagesKasus Bayes Dan MPEnadia anwarNo ratings yet
- Bhumal Method Operasional ManagementDocument18 pagesBhumal Method Operasional ManagementRamdani MukhyiNo ratings yet
- Orchestrating Airport Stakeholders On One ID Initiative - A Service Science PerspectiveDocument54 pagesOrchestrating Airport Stakeholders On One ID Initiative - A Service Science PerspectiveReza AviandriNo ratings yet
- 6 Sebaran Penarikan ContohDocument15 pages6 Sebaran Penarikan ContohsudahkuliahNo ratings yet
- Presentasi Reliabilitas Utilitas Dan Pemeliharaan PabrikDocument43 pagesPresentasi Reliabilitas Utilitas Dan Pemeliharaan PabrikRyan TanuwijayaNo ratings yet
- TI3221-Minggu 12-13 - 2010 - Acceptance Sampling PDFDocument36 pagesTI3221-Minggu 12-13 - 2010 - Acceptance Sampling PDFtmandariNo ratings yet
- Quiz MRP. Material Request PlanningDocument6 pagesQuiz MRP. Material Request PlanningRaymondBinsarNo ratings yet
- TST 2 Dynamic ProgrammingDocument1 pageTST 2 Dynamic Programmingamelia0% (1)
- Print OkDocument5 pagesPrint Okmafud100% (1)
- Six Sigma Conversion TableDocument1 pageSix Sigma Conversion TableRADHIKANo ratings yet
- ADB-GIZ Green Freight Workshop - Day 2 Martin SchmiedDocument36 pagesADB-GIZ Green Freight Workshop - Day 2 Martin SchmiedAsian Development Bank - TransportNo ratings yet
- Tabel Distribusi PoissonDocument2 pagesTabel Distribusi PoissonYo WassupNo ratings yet
- Tugas LiburDocument5 pagesTugas LiburAnonymous AjrDxGNo ratings yet
- Peta Proses Operasi (Operation Process Chart)Document1 pagePeta Proses Operasi (Operation Process Chart)RizkiRizaldyNo ratings yet
- Fathanmubina Laprak Bab8Document9 pagesFathanmubina Laprak Bab8Fathan MubinaNo ratings yet
- Jurnal Makro ErgonomiDocument8 pagesJurnal Makro ErgonomiWidhani Putri100% (1)
- Contoh Soal Analisa Keputusan Keadaan Variabel Random Dan Decision Under UncertainlyDocument8 pagesContoh Soal Analisa Keputusan Keadaan Variabel Random Dan Decision Under UncertainlyEssy DoankNo ratings yet
- Finite Queuing Tab 00 PeckDocument232 pagesFinite Queuing Tab 00 PeckAlifia RamadhaniNo ratings yet
- Contoh TPDocument2 pagesContoh TPFaris Zharfan ArliNo ratings yet
- RAS MethodDocument5 pagesRAS MethodAfrishiyan Dhita Ratu HanuraNo ratings yet
- Daftar Ebook Tentang LeanDocument2 pagesDaftar Ebook Tentang LeanChilmar Buchari100% (1)
- Warehousing: 8. Warehousing Senator Nur Bahagi@Document56 pagesWarehousing: 8. Warehousing Senator Nur Bahagi@riyadiNo ratings yet
- L.6. Pemodelan MatematisDocument23 pagesL.6. Pemodelan MatematisNasikhuddin100% (1)
- Tugas Siskom TintanDocument3 pagesTugas Siskom TintanFantagiosshopNo ratings yet
- Gaseous FuelDocument46 pagesGaseous Fuelanurag8419No ratings yet
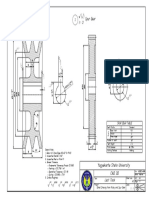
- Pulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityDocument1 pagePulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityfebrianNo ratings yet
- Proses ManufakturDocument5 pagesProses ManufakturAchmad HabibieNo ratings yet
- Optimasi Numerik PPT Dy PDFDocument9 pagesOptimasi Numerik PPT Dy PDFIda Bagus Yudistira AnggradanaNo ratings yet
- Modul 6. ARIMA Box-Jenkins Part 2Document21 pagesModul 6. ARIMA Box-Jenkins Part 2Muhammad Arief FatkhurrahmanNo ratings yet
- 2020 12 03 Peta Kognitif RevDocument18 pages2020 12 03 Peta Kognitif Revlegislatif FTKNo ratings yet
- Latihan Systematic Random Sampling2Document3 pagesLatihan Systematic Random Sampling2Dwi Satria FirmansyahNo ratings yet
- L.7. Analisis Model MatematisDocument28 pagesL.7. Analisis Model MatematisNasikhuddinNo ratings yet
- Sheet 6 SoluDocument4 pagesSheet 6 SoluAhmedAhmedNo ratings yet
- Compare MeansDocument52 pagesCompare MeansraiNo ratings yet
- Komputasi Champignons GaloreDocument2 pagesKomputasi Champignons GaloreChristopher D NaraNo ratings yet
- HW 1 - Mora Carrillo JohnDocument17 pagesHW 1 - Mora Carrillo JohnJohn Fernando Mora CarrilloNo ratings yet
- Angelica Natasya - D1061181046 - UTS PEMODELAN SISTEMDocument4 pagesAngelica Natasya - D1061181046 - UTS PEMODELAN SISTEMIrwan KurniawanNo ratings yet
- Latihan Soal Uts Pengendalian Kualitas Statistik: Dosen Pengampu: M Al Haris, M.SiDocument19 pagesLatihan Soal Uts Pengendalian Kualitas Statistik: Dosen Pengampu: M Al Haris, M.SiFitri Artha Boloni SimanjuntakNo ratings yet
- Final Revision Jurnal NCIE - Feby Sanna SibaraniDocument9 pagesFinal Revision Jurnal NCIE - Feby Sanna Sibaranifeby sannaNo ratings yet
- Pendahuluan PtiDocument14 pagesPendahuluan PtiSonia Yusuf KahfiNo ratings yet
- Wireless Sensor NetworkDocument11 pagesWireless Sensor NetworkNeenu SharmaNo ratings yet
- Week11 02411940000179 D Muhammad Ardhan AnshariDocument8 pagesWeek11 02411940000179 D Muhammad Ardhan AnsharianshariNo ratings yet
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDocument6 pagesOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Introduction To Variability: Acceptance SamplingDocument48 pagesIntroduction To Variability: Acceptance SamplingRabia ZulqarnainNo ratings yet
- Lecture Notes in Financial EconometricsDocument267 pagesLecture Notes in Financial EconometricsAndré CamelNo ratings yet
- RES 6101 The Reading Guide 211Document95 pagesRES 6101 The Reading Guide 211Hà ThuNo ratings yet
- Chapter 8 Estimation ParametersDocument7 pagesChapter 8 Estimation Parametersleonessa jorban cortesNo ratings yet
- Unit-Ii: Data Analysis: Editing, Coding, Transformation of DataDocument9 pagesUnit-Ii: Data Analysis: Editing, Coding, Transformation of DataDurga Prasad NallaNo ratings yet
- Newbold Sbe8 ch07 GeDocument79 pagesNewbold Sbe8 ch07 GeCamilo sextoNo ratings yet
- Experimental Design and Statistical AnalysisDocument75 pagesExperimental Design and Statistical AnalysisAli RostamiNo ratings yet
- Undergraduate EconometricDocument40 pagesUndergraduate EconometricAcho JieNo ratings yet
- (PDF) 400+ Excel Formulas List - Excel Shortcut Keys PDF - Download HereDocument31 pages(PDF) 400+ Excel Formulas List - Excel Shortcut Keys PDF - Download Hereila gupta100% (1)
- Stats Q3 W6 DLLDocument10 pagesStats Q3 W6 DLLThess MiraflorNo ratings yet
- AP Stats 12 AP Stats Vocab PDFDocument3 pagesAP Stats 12 AP Stats Vocab PDFVodounnouNo ratings yet
- Concepts and Techniques: - Chapter 8Document81 pagesConcepts and Techniques: - Chapter 8TotuNo ratings yet
- AssessmentDocument5 pagesAssessmentClede John MañiboNo ratings yet
- QC Minitab PDFDocument937 pagesQC Minitab PDFYogie S Prabowo86% (7)
- Confidence Intervals & Hypothesis TestingDocument28 pagesConfidence Intervals & Hypothesis TestingKenBuukNo ratings yet
- Chapter 08 Sampling Distributions and Estimation: Multiple Choice QuestionsDocument302 pagesChapter 08 Sampling Distributions and Estimation: Multiple Choice QuestionsTruc NguyenNo ratings yet
- Statistics and Probability Learning Module 3rd QuarterDocument69 pagesStatistics and Probability Learning Module 3rd QuarterLANY T. CATAMIN100% (1)
- MAE 300 TextbookDocument95 pagesMAE 300 Textbookmgerges15No ratings yet
- 1040 Method Development and Evaluation PDFDocument3 pages1040 Method Development and Evaluation PDFTeresa JeriNo ratings yet
- Chapter 7 - Estimation Single PopulationDocument43 pagesChapter 7 - Estimation Single PopulationGilang PratamaNo ratings yet
- Exam Practise QuestionsDocument42 pagesExam Practise Questionsngcamusiphesihle12No ratings yet
- Research Methods: Foundation Course OnDocument31 pagesResearch Methods: Foundation Course OnSharad AggarwalNo ratings yet
- Ch2 Slides EditedDocument66 pagesCh2 Slides EditedFrancis Saviour John SteevanNo ratings yet
- Practice WorksheetDocument4 pagesPractice WorksheetShoaib SakhiNo ratings yet
- Anders Hald: A History of Parametric Statistical Inference From Bernoulli To Fisher, 1713 To 1935Document211 pagesAnders Hald: A History of Parametric Statistical Inference From Bernoulli To Fisher, 1713 To 1935riskycodeNo ratings yet
- F DistributionDocument16 pagesF DistributionreviewamitNo ratings yet
- Chap 5 Two Variable Regression Interval Estimation and Hypothesis TestingDocument46 pagesChap 5 Two Variable Regression Interval Estimation and Hypothesis TestingSamina AhmeddinNo ratings yet
- Skittles ProjectDocument4 pagesSkittles Projectapi-287735026No ratings yet
- Topic 17 DistributionsDocument10 pagesTopic 17 DistributionsHoang HaNo ratings yet
- Probability and Stochastic Process Chap 4 Exercise by Nguyễn Thị Thu Thủy (Sami-Hust)Document73 pagesProbability and Stochastic Process Chap 4 Exercise by Nguyễn Thị Thu Thủy (Sami-Hust)Doanh ĐỗNo ratings yet
- The Drongo's Guide To UncertaintyDocument8 pagesThe Drongo's Guide To UncertaintyMac YusufNo ratings yet