You might also like
- Adv Eng Mater - 2008 - Zhang - Solid‐Solution Phase Formation Rules for Multi‐component AlloysDocument5 pagesAdv Eng Mater - 2008 - Zhang - Solid‐Solution Phase Formation Rules for Multi‐component AlloysFábio MartinsNo ratings yet
- Criteria of Predicting Phase Formation For MSi2 Type High E 2023 MaterialsDocument10 pagesCriteria of Predicting Phase Formation For MSi2 Type High E 2023 MaterialsSUDEWANo ratings yet
- Structural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsDocument7 pagesStructural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsHagen_of_TronjeNo ratings yet
- CMY117 - Molecular Geometry (Colour)Document18 pagesCMY117 - Molecular Geometry (Colour)duncanofentse16No ratings yet
- J. Chem. Thermodynamics: C. Costa, S. Delsante, G. Borzone, D. Zivkovic, R. NovakovicDocument12 pagesJ. Chem. Thermodynamics: C. Costa, S. Delsante, G. Borzone, D. Zivkovic, R. NovakovicCiubotaru Andrei-GabrielNo ratings yet
- Relationship Between Compressive and Tensile Strengths of Roller-Compacted ConcreteDocument9 pagesRelationship Between Compressive and Tensile Strengths of Roller-Compacted ConcreteChidananda GNo ratings yet
- Lecture 17-Chapter 12 - Ceramics and Polymer (I) PDFDocument10 pagesLecture 17-Chapter 12 - Ceramics and Polymer (I) PDFtaylor CNo ratings yet
- Chapter8 Molecules Materials STUDDocument38 pagesChapter8 Molecules Materials STUDCristian Menéndez FernándezNo ratings yet
- Mse 351 Lecture 2Document4 pagesMse 351 Lecture 2yonknownNo ratings yet
- Freckle Defect Formation Near The Casting InterfacesDocument17 pagesFreckle Defect Formation Near The Casting InterfacesffazlaliNo ratings yet
- FEM Simulation of Chloride Diffusion in Modeled Recycled Aggregate ConcreteDocument12 pagesFEM Simulation of Chloride Diffusion in Modeled Recycled Aggregate ConcreteCristián JiménezNo ratings yet
- Effects of Aging Treatment On The Evolution of Precipitated Phase inDocument11 pagesEffects of Aging Treatment On The Evolution of Precipitated Phase inmichaelNo ratings yet
- 1 s2.0 S0264127518302594 Main PDFDocument12 pages1 s2.0 S0264127518302594 Main PDFHoang AnhNo ratings yet
- Solid State Physics Notes Solid State Physics NotesDocument87 pagesSolid State Physics Notes Solid State Physics NotesRoy VeseyNo ratings yet
- Nanomaterials 12 04179 v2Document13 pagesNanomaterials 12 04179 v2Supun RanganaNo ratings yet
- 00 Atomic-Size Effect and Solid Solubility of Multicomponent Alloys-Wang-2015Document4 pages00 Atomic-Size Effect and Solid Solubility of Multicomponent Alloys-Wang-2015김강형No ratings yet
- 2022 - Mace - Corrosion Properties of Low Carbon CoCrMo and Additively Manufactured CoCr Alloys For Dental ApplicationsDocument10 pages2022 - Mace - Corrosion Properties of Low Carbon CoCrMo and Additively Manufactured CoCr Alloys For Dental Applicationsnattasb97No ratings yet
- Semi-Empirical Computational Thermodynamic Calculations Used To PredictDocument8 pagesSemi-Empirical Computational Thermodynamic Calculations Used To PredictClaudio AguilarNo ratings yet
- Preprint Not Peer ReviewedDocument29 pagesPreprint Not Peer ReviewedArunNo ratings yet
- Multiphase Model For The MacrosegregationDocument7 pagesMultiphase Model For The MacrosegregationsambitsahooNo ratings yet
- Ref 10Document4 pagesRef 10Kheiro BzdNo ratings yet
- Tamura 2003Document5 pagesTamura 2003Wágner B SilvaNo ratings yet
- 03 Lec 3Document23 pages03 Lec 3Mursalin SonnetNo ratings yet
- Article - Non-Basal Slip Systems in HCP Metals and Alloys SourcemechanismsDocument6 pagesArticle - Non-Basal Slip Systems in HCP Metals and Alloys SourcemechanismsAmilton CardosoNo ratings yet
- Xin Dong CoCrMoW 2020 2+++++Document27 pagesXin Dong CoCrMoW 2020 2+++++Михаил ВасильевNo ratings yet
- A Fine-Grained NbMoTaWVCr RefractoryDocument11 pagesA Fine-Grained NbMoTaWVCr RefractoryMauricio RosasNo ratings yet
- Probabilistic model for predicting rebar-concrete bond failure modesDocument20 pagesProbabilistic model for predicting rebar-concrete bond failure modesBenjamin SoraghiNo ratings yet
- 1 Corresponding Author. E-Mail Address: Lz2n@virginia - Edu (L.V. Zhigilei)Document33 pages1 Corresponding Author. E-Mail Address: Lz2n@virginia - Edu (L.V. Zhigilei)Eleazar GarciaNo ratings yet
- Characterization and Corrosion Behavior of High-Chromium White Cast IronsDocument9 pagesCharacterization and Corrosion Behavior of High-Chromium White Cast IronsANA LAURA BRAGA NASCIMENTONo ratings yet
- Estructura de Los Solidos CristalinosDocument28 pagesEstructura de Los Solidos CristalinosSAMUEL ALEJANDRO MORENO MORENONo ratings yet
- Igcse Chemistry o LevelDocument3 pagesIgcse Chemistry o LevelBertoNo ratings yet
- Lecture2-Structure of Materials & Influence On PropertiesDocument50 pagesLecture2-Structure of Materials & Influence On PropertiesKamal SurenNo ratings yet
- Ch2 Fundamental Solid State ChemistryDocument84 pagesCh2 Fundamental Solid State Chemistrywangjay329No ratings yet
- LX - Li JAC 2023Document11 pagesLX - Li JAC 2023rxx1218No ratings yet
- Crystals: A New Hemihydrate of Valacyclovir HydrochlorideDocument9 pagesCrystals: A New Hemihydrate of Valacyclovir HydrochloridejyothiNo ratings yet
- Tribo-Corrosion Response of Additively Manufactured High-Entropy AlloyDocument8 pagesTribo-Corrosion Response of Additively Manufactured High-Entropy AlloyGopinath PerumalNo ratings yet
- TMP 15 BCDocument12 pagesTMP 15 BCFrontiersNo ratings yet
- Wang CoCrMoW 2019+++Document7 pagesWang CoCrMoW 2019+++Михаил ВасильевNo ratings yet
- Crystalline Materials3Document32 pagesCrystalline Materials3Abdel-Menam AlhaddadNo ratings yet
- Crystals 09 00389 PDFDocument10 pagesCrystals 09 00389 PDFVeeturiVarunNo ratings yet
- Acta Materialia: Wu-Rong Jian, Zhuocheng Xie, Shuozhi Xu, Yanqing Su, Xiaohu Yao, Irene J. BeyerleinDocument18 pagesActa Materialia: Wu-Rong Jian, Zhuocheng Xie, Shuozhi Xu, Yanqing Su, Xiaohu Yao, Irene J. BeyerleinSandeep Singh RajputNo ratings yet
- 2010-Mixing Enthalpy of Liquid Phase Calculated by Miedema's Scheme andDocument11 pages2010-Mixing Enthalpy of Liquid Phase Calculated by Miedema's Scheme ands.swamyNo ratings yet
- Modeling the structure of waterDocument15 pagesModeling the structure of waterRudolf KiraljNo ratings yet
- Evaluation of Mechanical Characteristics of Nano Modified Epoxy Based Polymers Using Molecular Dynamics 2015 Computational Materials ScienceDocument13 pagesEvaluation of Mechanical Characteristics of Nano Modified Epoxy Based Polymers Using Molecular Dynamics 2015 Computational Materials Sciencerocky_shadow1989No ratings yet
- MM9819 T1-7 Microstructure of Concrete VFDocument2 pagesMM9819 T1-7 Microstructure of Concrete VFThat GuyNo ratings yet
- 1 s2.0 S0950061820308060 MainDocument8 pages1 s2.0 S0950061820308060 MainGriselda VelantikaNo ratings yet
- Materials and Design: K. Wieczerzak, P. Bala, M. Stepien, G. Cios, T. KozielDocument8 pagesMaterials and Design: K. Wieczerzak, P. Bala, M. Stepien, G. Cios, T. KozielNicolás Fernández CuervoNo ratings yet
- Validar CampoDocument11 pagesValidar CampoAna María Muñoz JaramilloNo ratings yet
- Thermodynamic Characteristic and Phase Evolution in Immiscible Cr-MoDocument8 pagesThermodynamic Characteristic and Phase Evolution in Immiscible Cr-MoArunNo ratings yet
- Materials Letters: A. Piglione, B. Dovgyy, C. Liu, C.M. Gourlay, P.A. Hooper, M.S. PhamDocument4 pagesMaterials Letters: A. Piglione, B. Dovgyy, C. Liu, C.M. Gourlay, P.A. Hooper, M.S. PhamCarmen StefanescuNo ratings yet
- Determining Moment Curvature Relationship of Reinforced Concrete Rectangular Shear Walls PDFDocument8 pagesDetermining Moment Curvature Relationship of Reinforced Concrete Rectangular Shear Walls PDFvinayNo ratings yet
- Polymers 14 02596 PDFDocument12 pagesPolymers 14 02596 PDFdo tuan minhNo ratings yet
- 81 88 STR120 Ketiyot July 2018 - 24 - 1 - FinalDocument8 pages81 88 STR120 Ketiyot July 2018 - 24 - 1 - FinalChayanon HansapinyoNo ratings yet
- Tunega Et Al-2011-Journal of Computational ChemistryDocument9 pagesTunega Et Al-2011-Journal of Computational ChemistryJean SouzaNo ratings yet
- 02-02 Crystal StructureDocument15 pages02-02 Crystal StructureidanfriNo ratings yet
- PH6151-Engineering Physics-I PDFDocument133 pagesPH6151-Engineering Physics-I PDFRìzwàñ Checkzz II100% (1)
- Corrosion Science: Yuqian Zheng, Ying WangDocument16 pagesCorrosion Science: Yuqian Zheng, Ying WangKY PengNo ratings yet
- Heterostructure and Quantum Well PhysicsDocument24 pagesHeterostructure and Quantum Well PhysicshosseinNo ratings yet
- Self-Assembling Systems: Theory and SimulationFrom EverandSelf-Assembling Systems: Theory and SimulationLi-Tang YanNo ratings yet
- Thodhunter 1886Document963 pagesThodhunter 1886minisanmillanNo ratings yet
- Lund 2000 PDFDocument8 pagesLund 2000 PDFminisanmillanNo ratings yet
- FontsDocument1 pageFontsminisanmillanNo ratings yet
- FontsDocument1 pageFontsminisanmillanNo ratings yet
- LicenseDocument1 pageLicenseEmiliano PachecoNo ratings yet
- Final Neck PillowDocument5 pagesFinal Neck PillowminisanmillanNo ratings yet
- Ch15 Differential Momentum BalanceDocument20 pagesCh15 Differential Momentum Balance89kkNo ratings yet
- Engineering Mechanics by TimoshenkoDocument607 pagesEngineering Mechanics by TimoshenkoJagadish50% (2)
- FLUIDME Quiz 02 AnswersDocument5 pagesFLUIDME Quiz 02 AnswersSam Denielle TugaoenNo ratings yet
- Concrete Technology Internal Assessment QuestionsDocument2 pagesConcrete Technology Internal Assessment QuestionsSubodh AdhikariNo ratings yet
- Composite Beams & Columns To Eurocode 4Document155 pagesComposite Beams & Columns To Eurocode 4dfdfdfasd324sad100% (2)
- The Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofDocument11 pagesThe Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofAgustinNo ratings yet
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesDocument72 pagesDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- Materials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 pagesMaterials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingLucio Rodriguez SifuentesNo ratings yet
- What Happens When Warm Air RisesDocument30 pagesWhat Happens When Warm Air RisesCriselAlamag100% (1)
- Tutorial Chapter 1 2018Document3 pagesTutorial Chapter 1 2018Ain Syahira0% (1)
- Motion Programming For ComauDocument318 pagesMotion Programming For ComauEddie Scarpa100% (1)
- Atlas TechNotes - Complete Set Rev Nov 2011Document50 pagesAtlas TechNotes - Complete Set Rev Nov 2011caod1712No ratings yet
- LECTURE 3 - Shear Stress & Allowable StressDocument15 pagesLECTURE 3 - Shear Stress & Allowable StressIhab OmarNo ratings yet
- MIT Feedback Linearization LectureDocument5 pagesMIT Feedback Linearization LectureJosé Ignacio Fierro TravoNo ratings yet
- Performance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameDocument7 pagesPerformance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameARJafariNo ratings yet
- CH 10 Circular Motion Exercises AnswersDocument4 pagesCH 10 Circular Motion Exercises AnswersMuhammad Aslam0% (1)
- ATS - Design Manual CaterpillarDocument84 pagesATS - Design Manual CaterpillarSharik Khan100% (1)
- Force & FrictionDocument9 pagesForce & Frictionbinu_praveen100% (1)
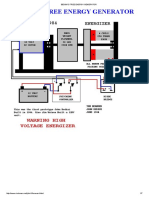
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Norma Japonesa Aij-Rlb-1996Document36 pagesNorma Japonesa Aij-Rlb-1996AnaApcarianNo ratings yet
- Beryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument28 pagesBeryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Basic Hazen Williams FormulaDocument28 pagesBasic Hazen Williams FormulaDhimas IriantoNo ratings yet
- Filter Vessel Calculations Per As Me Viii 1Document40 pagesFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2No ratings yet
- Gay-Lussac's Law Problems and SolutionsDocument1 pageGay-Lussac's Law Problems and SolutionsBasic PhysicsNo ratings yet
- Measuring Vapour Pressure of Hydrocarbon LiquidsDocument3 pagesMeasuring Vapour Pressure of Hydrocarbon LiquidsAnnelzNo ratings yet
- A+A Diagnostics: Chemray 420Document2 pagesA+A Diagnostics: Chemray 420Saleh HamadanyNo ratings yet
- Diketopiperazines RevDocument27 pagesDiketopiperazines RevIsaí MillánNo ratings yet
- Laser Beam Energy Distribution Affects Weld DimensionsDocument8 pagesLaser Beam Energy Distribution Affects Weld Dimensionskppsiva87No ratings yet
- DARK ENERGY TECHNOLOGY - Theory and Science of The Rainbow BridgeDocument78 pagesDARK ENERGY TECHNOLOGY - Theory and Science of The Rainbow BridgeBoris Petrovic100% (4)
- Skema Chemistry Paper 3Document8 pagesSkema Chemistry Paper 3nurul atiqahNo ratings yet