You might also like
- CH 20Document12 pagesCH 20onlydlonly100% (8)
- CH 24Document6 pagesCH 24onlydlonlyNo ratings yet
- CH 23Document13 pagesCH 23onlydlonly100% (5)
- CH 25Document7 pagesCH 25onlydlonly33% (3)
- 21 THEORY OF METAL MACHINING SolutionsDocument7 pages21 THEORY OF METAL MACHINING SolutionsTiyaniNo ratings yet
- Solutions Ch20Document12 pagesSolutions Ch20Joyce Casiano100% (2)
- Solucion 23Document14 pagesSolucion 23gersonNo ratings yet
- Preguntas Cap 25 Manufactura ModernaDocument7 pagesPreguntas Cap 25 Manufactura ModernaJavierNo ratings yet
- Chapter 21 Sol GrooverDocument12 pagesChapter 21 Sol GrooverKASHIFNo ratings yet
- CH 26Document2 pagesCH 26onlydlonly100% (1)
- CH 39Document3 pagesCH 39onlydlonlyNo ratings yet
- CH 19Document11 pagesCH 19onlydlonly80% (5)
- CH 17Document5 pagesCH 17onlydlonly100% (6)
- CH 21Document11 pagesCH 21onlydlonly100% (9)
- Solutions Ch30Document9 pagesSolutions Ch30ramptechNo ratings yet
- CH 15Document6 pagesCH 15onlydlonly100% (4)
- CH 30Document3 pagesCH 30onlydlonly100% (1)
- CH 03Document10 pagesCH 03onlydlonly100% (3)
- CH 29Document10 pagesCH 29onlydlonly100% (5)
- CH 36Document3 pagesCH 36onlydlonlyNo ratings yet
- CH 18Document24 pagesCH 18onlydlonly90% (10)
- CH 19Document11 pagesCH 19Vûmmïttî ChañðĥâñNo ratings yet
- Chapter 13 SHAPING PROCESSES FOR PLASTICSDocument3 pagesChapter 13 SHAPING PROCESSES FOR PLASTICSLinwoodNo ratings yet
- Tutorial For Topic 2 - SolutionDocument4 pagesTutorial For Topic 2 - Solutionmurwanashyaka augustin100% (1)
- CH 10Document8 pagesCH 10onlydlonly100% (4)
- CH 26Document2 pagesCH 26ashok pradhanNo ratings yet
- CH 11Document6 pagesCH 11onlydlonly100% (1)
- CH 19-Def Volumetrica de Solucionario de GroverDocument36 pagesCH 19-Def Volumetrica de Solucionario de Grover1rubena1No ratings yet
- PE-II Numerical Assignment 2Document3 pagesPE-II Numerical Assignment 2Waqas Ud-din0% (1)
- Fundamentals of Modern Manufacturing 6th Edition Groover Solutions ManualDocument2 pagesFundamentals of Modern Manufacturing 6th Edition Groover Solutions Manuala36734003320% (5)
- CH 05Document3 pagesCH 05onlydlonly100% (1)
- Tutorial: GEARS II Force AnalysisDocument14 pagesTutorial: GEARS II Force AnalysisNdivhuwo NdivhuwoNo ratings yet
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- CH 37Document10 pagesCH 37onlydlonlyNo ratings yet
- Solutions ManualDocument98 pagesSolutions ManualMohammed AlhashemNo ratings yet
- Review Questions: Computer Numerical ControlDocument15 pagesReview Questions: Computer Numerical Controlhammam100% (1)
- Tool and Die Design Test Sept 2017 - 1Document2 pagesTool and Die Design Test Sept 2017 - 1Farah Izzati FeeNo ratings yet
- Fracture MechanicsDocument12 pagesFracture MechanicsSANTOSH KUMARNo ratings yet
- Metal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersDocument5 pagesMetal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersrahmaNo ratings yet
- Chapter 3 MFG IIDocument145 pagesChapter 3 MFG IITiliksew Wudie Assabe100% (1)
- CH 31Document11 pagesCH 31juanNo ratings yet
- Mould Questions QuizDocument6 pagesMould Questions QuizRupesh KamatNo ratings yet
- Problems in Metal RollingDocument3 pagesProblems in Metal RollingAboodNo ratings yet
- Numerical Problems - Casting PDFDocument14 pagesNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- 2 Cumulative Effect of TolDocument30 pages2 Cumulative Effect of Tolsaravanaeee200479% (14)
- Turning Parameters ExplainedDocument29 pagesTurning Parameters ExplainedMuhammad IrfanNo ratings yet
- General Principles of Machine Tool DesignDocument16 pagesGeneral Principles of Machine Tool DesignChiragJansari100% (1)
- Metal Forming Processes Questions and Answers - SanfoundryDocument2 pagesMetal Forming Processes Questions and Answers - Sanfoundryrahma100% (3)
- Jigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersDocument42 pagesJigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersAbhimannu RathoreNo ratings yet
- Cutting Tool Technology: Review QuestionsDocument17 pagesCutting Tool Technology: Review QuestionsKhaled ShaabanNo ratings yet
- 2162 - Ch3 - Review Questions & Solutions - AY20202021Document20 pages2162 - Ch3 - Review Questions & Solutions - AY20202021lalalalaNo ratings yet
- Theory of Metal Machining: Review QuestionsDocument14 pagesTheory of Metal Machining: Review QuestionsKhaled ShaabanNo ratings yet
- Preguntas Cap 4 Manufactura ModernaDocument13 pagesPreguntas Cap 4 Manufactura ModernaJavierNo ratings yet
- Model Answer - Sheet (1&2)Document17 pagesModel Answer - Sheet (1&2)YSMHXSTS SYTMXSNo ratings yet
- 6 (1) JJDDocument8 pages6 (1) JJDJeevNo ratings yet
- Drilling of Hardened Steel With Minimal Quantity of LubricantDocument6 pagesDrilling of Hardened Steel With Minimal Quantity of LubricantDiego C. CalzaNo ratings yet
- Chapter 4 Economic and Product Design Considerations Review QuestionsDocument1 pageChapter 4 Economic and Product Design Considerations Review QuestionslalalalaNo ratings yet
- 2162 - Ch4 - Review Questions & Solutions - AY20202021 PDFDocument2 pages2162 - Ch4 - Review Questions & Solutions - AY20202021 PDFlalalalaNo ratings yet
- Metal Cutting Lubricants and Cutting ToolsDocument25 pagesMetal Cutting Lubricants and Cutting ToolsAbhishek BihariNo ratings yet
- Multiple Choice Questions (MCQ) : Assignment 2 - Cutting ToolsDocument2 pagesMultiple Choice Questions (MCQ) : Assignment 2 - Cutting ToolsAbdullah ALdajaniNo ratings yet
- Modern Drummer 343Document172 pagesModern Drummer 343onlydlonly100% (1)
- David The Good - Compost EverythingDocument107 pagesDavid The Good - Compost Everythingonlydlonly100% (3)
- GUE Beginning With The End in MindDocument503 pagesGUE Beginning With The End in Mindonlydlonly100% (1)
- GUE Fundamentals Standards v9.2Document5 pagesGUE Fundamentals Standards v9.2onlydlonlyNo ratings yet
- (Drums Book) Steve Smith - Art of PracticeDocument1 page(Drums Book) Steve Smith - Art of PracticeBoris DentiNo ratings yet
- hwch05B PDFDocument3 pageshwch05B PDFonlydlonlyNo ratings yet
- Gil Sharone FillsDocument4 pagesGil Sharone FillsCarlos QuirogaNo ratings yet
- Create Your Own Florida Food Forest - David The GoodDocument89 pagesCreate Your Own Florida Food Forest - David The GoodonlydlonlyNo ratings yet
- Hand and foot drumming exercises for bass and tomsDocument1 pageHand and foot drumming exercises for bass and tomsEzioCapuanoNo ratings yet
- Rick Latham, Contemporary Drumset TechniquesDocument58 pagesRick Latham, Contemporary Drumset TechniquesJavierKeatonDrums100% (3)
- GUE Standards v9.2Document118 pagesGUE Standards v9.2onlydlonlyNo ratings yet
- GUE Fundamentals Workbook ImperialDocument70 pagesGUE Fundamentals Workbook Imperialonlydlonly100% (1)
- Materials For Design 2Document272 pagesMaterials For Design 2onlydlonly100% (1)
- Sergio Acedo 2 ChopsDocument1 pageSergio Acedo 2 ChopsonlydlonlyNo ratings yet
- FEE ISM Ch12 3e OKDocument40 pagesFEE ISM Ch12 3e OKonlydlonlyNo ratings yet
- FEE ISM Ch10 3e OKDocument64 pagesFEE ISM Ch10 3e OKonlydlonlyNo ratings yet
- FEE - ISM - Ch09 3e - OKDocument23 pagesFEE - ISM - Ch09 3e - OKonlydlonly0% (1)
- Materials For DesignDocument274 pagesMaterials For Designonlydlonly88% (8)
- FEE ISM Ch13 3eDocument6 pagesFEE ISM Ch13 3eonlydlonlyNo ratings yet
- FEE ISM Ch08 3e OKDocument15 pagesFEE ISM Ch08 3e OKonlydlonlyNo ratings yet
- CH 40Document8 pagesCH 40onlydlonlyNo ratings yet
- FEE ISM Ch04 3eDocument11 pagesFEE ISM Ch04 3eonlydlonlyNo ratings yet
- CH 38Document8 pagesCH 38onlydlonlyNo ratings yet
- Fee Ism Ch02 3eokDocument14 pagesFee Ism Ch02 3eokonlydlonlyNo ratings yet
- CH 37Document10 pagesCH 37onlydlonlyNo ratings yet
- CH 29Document10 pagesCH 29onlydlonly100% (5)
- FEE ISM Ch01 3eDocument1 pageFEE ISM Ch01 3eonlydlonlyNo ratings yet
- CH 39Document3 pagesCH 39onlydlonlyNo ratings yet
- CH 33Document8 pagesCH 33onlydlonlyNo ratings yet
- CH 28Document8 pagesCH 28onlydlonly50% (2)
- Microeconomics Exercises PDFDocument14 pagesMicroeconomics Exercises PDFVinaNo ratings yet
- Lap Patch Notes (Printed)Document5 pagesLap Patch Notes (Printed)JeganeswaranNo ratings yet
- Industrial Visit To Asahi India Glass LimitedDocument3 pagesIndustrial Visit To Asahi India Glass LimitedramesisbhsNo ratings yet
- CMC Changes and Regulatory ReportingDocument5 pagesCMC Changes and Regulatory Reportingexicial87No ratings yet
- General Electric y EmdDocument6 pagesGeneral Electric y EmdJimenez Valencia100% (1)
- Fisa Tehnica PVC Krystal Nou1Document3 pagesFisa Tehnica PVC Krystal Nou1Ioan CovaliovNo ratings yet
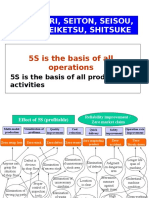
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- Manguera de Poliester 5elemDocument2 pagesManguera de Poliester 5elemCesar RomeroNo ratings yet
- ACCG 2000 Week 1 homework questionsDocument2 pagesACCG 2000 Week 1 homework questions张嘉雯No ratings yet
- Customer Supplier RelationshipDocument9 pagesCustomer Supplier RelationshipBenNo ratings yet
- 7 Common Weld DefectsDocument12 pages7 Common Weld DefectsMarlon Ty ManaloNo ratings yet
- Mathcad - Design Resistance For Individual FastnersDocument3 pagesMathcad - Design Resistance For Individual FastnersValentinNo ratings yet
- About TVS Logistics PVTDocument4 pagesAbout TVS Logistics PVTSaif Ul IslamNo ratings yet
- PVC Properties and UsesDocument46 pagesPVC Properties and UsesKuldeep PanchalNo ratings yet
- Analyzing a Trading Company's Supply ChainDocument3 pagesAnalyzing a Trading Company's Supply ChainVasco TorgalNo ratings yet
- Overview of Construction IndustryDocument39 pagesOverview of Construction IndustryHariz AkhmalNo ratings yet
- WI 190 004 Cosmetics Acceptability Rev A PDFDocument18 pagesWI 190 004 Cosmetics Acceptability Rev A PDFUlysses CarrascoNo ratings yet
- Lego StudentDocument7 pagesLego StudentPookguy100% (1)
- Specifying Constr ProductsDocument3 pagesSpecifying Constr Productsaluttt0% (1)
- Saravanan KDocument13 pagesSaravanan KDeiva SigamaniNo ratings yet
- CRA Glossery of TermsDocument11 pagesCRA Glossery of TermsDC1234No ratings yet
- TDS - Mastertile 550 - DgroutDocument3 pagesTDS - Mastertile 550 - DgroutVenkata RaoNo ratings yet
- Supply Chain Process of HPCLDocument27 pagesSupply Chain Process of HPCLAvinaba HazraNo ratings yet
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNo ratings yet
- Ap Eh CH 20 NotesDocument7 pagesAp Eh CH 20 NotesAkash DeepNo ratings yet
- Volume 3 Burning WorkshopDocument59 pagesVolume 3 Burning WorkshopmkpqNo ratings yet
- Astm F 30 - 96 R02 - RJMWDocument5 pagesAstm F 30 - 96 R02 - RJMWphaindikaNo ratings yet
- Brazing DictionaryDocument14 pagesBrazing DictionaryAriel GermainNo ratings yet
- Flow CastingDocument13 pagesFlow CastingSanya MohindraNo ratings yet
- 45 Manufacturing of High Precision BoresDocument169 pages45 Manufacturing of High Precision BoresTuấnAnhNo ratings yet