You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Materials For DesignDocument274 pagesMaterials For Designonlydlonly88% (8)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Materials For Design 2Document272 pagesMaterials For Design 2onlydlonly100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- David The Good - Compost EverythingDocument107 pagesDavid The Good - Compost Everythingonlydlonly100% (4)
- GUE Beginning With The End in MindDocument503 pagesGUE Beginning With The End in Mindonlydlonly100% (1)
- CH 33Document8 pagesCH 33onlydlonlyNo ratings yet
- CH 28Document8 pagesCH 28onlydlonly50% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CH 29Document10 pagesCH 29onlydlonly100% (5)
- (Drums Book) Steve Smith - Hand Foot ExercisesDocument1 page(Drums Book) Steve Smith - Hand Foot ExercisesEzioCapuanoNo ratings yet
- GUE Fundamentals Workbook ImperialDocument70 pagesGUE Fundamentals Workbook Imperialonlydlonly100% (1)
- Rick Latham, Contemporary Drumset TechniquesDocument58 pagesRick Latham, Contemporary Drumset TechniquesJavierKeatonDrums100% (3)
- GUE Fundamentals Standards v9.2Document5 pagesGUE Fundamentals Standards v9.2onlydlonlyNo ratings yet
- GUE Standards v9.2Document118 pagesGUE Standards v9.2onlydlonlyNo ratings yet
- CH 40Document8 pagesCH 40onlydlonlyNo ratings yet
- Hardener ER-42 - REMA TIP TOPDocument3 pagesHardener ER-42 - REMA TIP TOPdedison_r100% (1)
- Jamb Chemistry 2021 Key PointsDocument15 pagesJamb Chemistry 2021 Key PointsAbiodun BamideleNo ratings yet
- Gil Sharone FillsDocument4 pagesGil Sharone FillsCarlos QuirogaNo ratings yet
- Modern Drummer 343Document172 pagesModern Drummer 343onlydlonly100% (1)
- Create Your Own Florida Food Forest - David The GoodDocument89 pagesCreate Your Own Florida Food Forest - David The GoodonlydlonlyNo ratings yet
- (Drums Book) Steve Smith - Art of PracticeDocument1 page(Drums Book) Steve Smith - Art of PracticeBoris DentiNo ratings yet
- hwch05B PDFDocument3 pageshwch05B PDFonlydlonlyNo ratings yet
- CH 37Document10 pagesCH 37onlydlonlyNo ratings yet
- Sergio Acedo 2 ChopsDocument1 pageSergio Acedo 2 ChopsonlydlonlyNo ratings yet
- FEE ISM Ch04 3eDocument11 pagesFEE ISM Ch04 3eonlydlonlyNo ratings yet
- FEE ISM Ch13 3eDocument6 pagesFEE ISM Ch13 3eonlydlonlyNo ratings yet
- FEE - ISM - Ch09 3e - OKDocument23 pagesFEE - ISM - Ch09 3e - OKonlydlonly0% (1)
- FEE ISM Ch12 3e OKDocument40 pagesFEE ISM Ch12 3e OKonlydlonlyNo ratings yet
- Fee Ism Ch02 3eokDocument14 pagesFee Ism Ch02 3eokonlydlonlyNo ratings yet
- FEE ISM Ch01 3eDocument1 pageFEE ISM Ch01 3eonlydlonlyNo ratings yet
- FEE ISM Ch10 3e OKDocument64 pagesFEE ISM Ch10 3e OKonlydlonlyNo ratings yet
- FEE ISM Ch08 3e OKDocument15 pagesFEE ISM Ch08 3e OKonlydlonlyNo ratings yet
- CH 38Document8 pagesCH 38onlydlonlyNo ratings yet
- CH 39Document3 pagesCH 39onlydlonlyNo ratings yet
- Senseor For T50Document100 pagesSenseor For T50hienda09hhNo ratings yet
- 47 01 000 - CenDocument54 pages47 01 000 - CenRicardo Vitoriano100% (2)
- Solvent Free, Low Viscosity, Epoxy Primer: Mixing DescriptionDocument2 pagesSolvent Free, Low Viscosity, Epoxy Primer: Mixing DescriptionSameehu TVNo ratings yet
- Materials Chemistry A: Journal ofDocument42 pagesMaterials Chemistry A: Journal ofaliNo ratings yet
- DPR Vignesh September-2014Document1,423 pagesDPR Vignesh September-2014alpanakaurNo ratings yet
- Loctite 270™: Technical Data SheetDocument4 pagesLoctite 270™: Technical Data SheetM Jobayer AzadNo ratings yet
- Price Schedule Pest LantexDocument11 pagesPrice Schedule Pest LantexMwesigwa DaniNo ratings yet
- Hydro Aluminium - AlSi7Mg0 3Document2 pagesHydro Aluminium - AlSi7Mg0 3Raj PrasanthNo ratings yet
- Chapter 1 - Thermochemistry PDFDocument87 pagesChapter 1 - Thermochemistry PDFannaNo ratings yet
- FIA 010 - Method For Ammonia Determination v2.1Document7 pagesFIA 010 - Method For Ammonia Determination v2.1Wahid ArdaniNo ratings yet
- THE Synthetic Nodular Cast Irons With Metallurgical Silicon Carbide AdditiveDocument7 pagesTHE Synthetic Nodular Cast Irons With Metallurgical Silicon Carbide AdditivetabibkarimNo ratings yet
- Electron Configurations of The Elements (Data Page) - WikipediaDocument25 pagesElectron Configurations of The Elements (Data Page) - WikipediaAlex OmungaNo ratings yet
- IB Chemistry - SL Topic 4 Questions 1.: X X and Y X X and YDocument16 pagesIB Chemistry - SL Topic 4 Questions 1.: X X and Y X X and YThong DoanNo ratings yet
- Solutions HHW WorksheetDocument10 pagesSolutions HHW WorksheetPriyanshi -No ratings yet
- Chemical BondsDocument40 pagesChemical BondsAnnam Asghar100% (1)
- 10.3 Using Materials QPDocument37 pages10.3 Using Materials QPRNo ratings yet
- Exp 1 Chemical Oxygen DemandDocument4 pagesExp 1 Chemical Oxygen Demandkh!mNo ratings yet
- Chapter 14 Alcohols, Phenols, Ethers, and Thiols AlcoholsDocument7 pagesChapter 14 Alcohols, Phenols, Ethers, and Thiols AlcoholsAnDrea PeRezNo ratings yet
- Tonicity Determination: Hypertonicity, Hypotonicity and IsotonicityDocument4 pagesTonicity Determination: Hypertonicity, Hypotonicity and IsotonicityAbegailNo ratings yet
- Polyamide 610 KasarDocument8 pagesPolyamide 610 KasarAlison BurksNo ratings yet
- Products of Chemistry: RayonDocument7 pagesProducts of Chemistry: RayonLaura Perez NiñoNo ratings yet
- Aluminum Test ReportDocument4 pagesAluminum Test ReportJICKNo ratings yet
- Calcium and Magnesium EDTA ISO-6059-1984Document8 pagesCalcium and Magnesium EDTA ISO-6059-1984maría joséNo ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakaSiskaQurotulAeniNo ratings yet
- Edible Packaging Materials: Annual Review of Food Science and Technology April 2010Document37 pagesEdible Packaging Materials: Annual Review of Food Science and Technology April 2010Sony GeorgeNo ratings yet
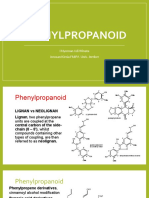
- Phenylpropanoid: I Nyoman Adi Winata Jurusan Kimia FMIPA Univ. JemberDocument9 pagesPhenylpropanoid: I Nyoman Adi Winata Jurusan Kimia FMIPA Univ. JemberAinun nihayahNo ratings yet
- Structure and Classification of LipidsDocument50 pagesStructure and Classification of LipidsLEILA MARIPOROC100% (2)
- Gpa 2261Document19 pagesGpa 2261Ceciliagorra100% (1)