You might also like
- Macrame Decorar con nudos: Propuestas prácticas y funcionales para transformar con calidez tus espaciosFrom EverandMacrame Decorar con nudos: Propuestas prácticas y funcionales para transformar con calidez tus espaciosNo ratings yet
- REPASODocument36 pagesREPASOMichelle Prado PalmaNo ratings yet
- ENSAYOSnDELnCONCRETO 5864378b80b922bDocument7 pagesENSAYOSnDELnCONCRETO 5864378b80b922bhumbertogaviria096No ratings yet
- Obtencion de Probetas de ConcretoDocument7 pagesObtencion de Probetas de ConcretoYui NamiNo ratings yet
- Plano Crisol ElectricoDocument38 pagesPlano Crisol ElectricoJuan Carlos Yarza BlancoNo ratings yet
- Lista de Actividades Montaña RusaDocument6 pagesLista de Actividades Montaña Rusakevin eljachNo ratings yet
- Cómo Se Construye Una Cisterna de FerrocementoDocument4 pagesCómo Se Construye Una Cisterna de FerrocementoKaren DianeNo ratings yet
- Cómo Hacer Un Generador Hidroeléctrico CaseroDocument9 pagesCómo Hacer Un Generador Hidroeléctrico CaseroEdwin Malca OreNo ratings yet
- Cómo Materializar Las IdeasDocument98 pagesCómo Materializar Las IdeasIsabelNo ratings yet
- Ingenieria de Metodos Pa 03Document10 pagesIngenieria de Metodos Pa 03JHULINIO DARÍO LOPE YANANo ratings yet
- GENERADOR HIDROELÉCTRICO Solucion.Document4 pagesGENERADOR HIDROELÉCTRICO Solucion.lesli atencioNo ratings yet
- Feria Ciencia Generador ElectricoDocument9 pagesFeria Ciencia Generador ElectricoArcelia Marin AlfaroNo ratings yet
- Manual de FerrocementoDocument27 pagesManual de FerrocementoAdalberto Gutierrez RomeroNo ratings yet
- ACABADOSDocument47 pagesACABADOSFernando GuevaraNo ratings yet
- Taller de Actividades Guia3Document18 pagesTaller de Actividades Guia3Yeison Alvis CuellarNo ratings yet
- Casa Construida Con Paneles BAJO Azcapotzalco PDFDocument51 pagesCasa Construida Con Paneles BAJO Azcapotzalco PDFFhernando77100% (1)
- Manual Construccion y Cuidado de Cisterna de FerrocementoDocument9 pagesManual Construccion y Cuidado de Cisterna de FerrocementoIngridNo ratings yet
- Generador Hidroelectrico CaseroDocument3 pagesGenerador Hidroelectrico CaseroCristianNo ratings yet
- Proceso de Llenado de Cilindros y DesmoldeDocument3 pagesProceso de Llenado de Cilindros y DesmoldeKevin O EspadasNo ratings yet
- Morteros Resistencia A La CompresionDocument6 pagesMorteros Resistencia A La CompresionconcretolabNo ratings yet
- Norma INV E-324-07 PDFDocument9 pagesNorma INV E-324-07 PDFCarlos Angarita Kamelino PvpNo ratings yet
- Ensayo de La Prueba Sobre La Elaboración de Hormigón Fresco y La Rotura de La MismaDocument9 pagesEnsayo de La Prueba Sobre La Elaboración de Hormigón Fresco y La Rotura de La MismaGrupo Alma 3No ratings yet
- Informe 2. Mortero BastardoDocument9 pagesInforme 2. Mortero BastardoLADY ANGELICA NAULA GONZALEZNo ratings yet
- Procedimiento - Resistencia A La Compresión de Morteros de CementoDocument5 pagesProcedimiento - Resistencia A La Compresión de Morteros de CementoAlexandra PizarroNo ratings yet
- Instalación Marmoleum ForboDocument3 pagesInstalación Marmoleum ForboZandor GutiérrezNo ratings yet
- Aspect. T. Lab MaterialesDocument5 pagesAspect. T. Lab MaterialesMaria ValerioNo ratings yet
- Manual Tanque de FerrocementoDocument28 pagesManual Tanque de FerrocementoCarlos Marcel Soto RamirezNo ratings yet
- Compresión de MorterosDocument7 pagesCompresión de MorterosAlexander Diaz BarbozaNo ratings yet
- Como Construir Una RejaDocument20 pagesComo Construir Una RejaPepeSacaNo ratings yet
- Como Hacer Moldes para Metal - Vaciado de MetalesDocument3 pagesComo Hacer Moldes para Metal - Vaciado de MetalesDaniele BesanaNo ratings yet
- Elaboracion de ProbetasDocument12 pagesElaboracion de ProbetasErwinBertBellidoAñancaNo ratings yet
- Instructivo de TablarocaDocument4 pagesInstructivo de TablarocaAna Sanchez Solorzano100% (1)
- Vitro BlockDocument2 pagesVitro BlockPerezNo ratings yet
- Cono de AbrhamDocument6 pagesCono de AbrhamRodrigo MatiasNo ratings yet
- Construya Su CanoaDocument11 pagesConstruya Su CanoaJavi Rodríguez50% (2)
- Folleto Techo Con Cerchas Chile E03 PDFDocument12 pagesFolleto Techo Con Cerchas Chile E03 PDFEdw FloresNo ratings yet
- Ensayo de Compresion de Cubos de CementoDocument6 pagesEnsayo de Compresion de Cubos de CementoAaron MendozaNo ratings yet
- Bloquera de MaderaDocument6 pagesBloquera de MaderaextennyNo ratings yet
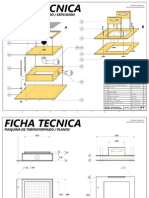
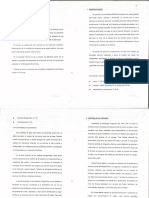
- Ficha Technica 03 MaquinaDocument5 pagesFicha Technica 03 MaquinaMarwin PilayNo ratings yet
- Ensayo Asentamiento (Docilidad) Del Hormigon Hidraulico Mediante El Cono de AbramsDocument6 pagesEnsayo Asentamiento (Docilidad) Del Hormigon Hidraulico Mediante El Cono de AbramsMilton LopezNo ratings yet
- Mortero BastardoDocument9 pagesMortero BastardoMARIA MERCEDES OJEDA MUNOZNo ratings yet
- 06 15955 Foll Web Construccion Techo Cerchas Chile 28 Sep 2015 1122Document12 pages06 15955 Foll Web Construccion Techo Cerchas Chile 28 Sep 2015 1122Segundo BNo ratings yet
- Tanque Artesanal Zamorano (1) - Mat Apoyo-1Document10 pagesTanque Artesanal Zamorano (1) - Mat Apoyo-1canelonesc4654100% (1)
- Pesas HexagonalesDocument4 pagesPesas HexagonalesVíc Martínez40% (5)
- Instalacion de Paredes de YesoDocument4 pagesInstalacion de Paredes de YesoJ. ManuelNo ratings yet
- LABORATORIO 1-DurezaDocument4 pagesLABORATORIO 1-DurezaRosmary YanaricoNo ratings yet
- Informe Del Ensayo de SlamDocument5 pagesInforme Del Ensayo de SlamAngel Andres Ruiz Solano100% (1)
- Recomendaciones para Una Mayor Vida Del StatorDocument2 pagesRecomendaciones para Una Mayor Vida Del StatorshashopazmalNo ratings yet
- Informe 3 Taller de HormigonDocument17 pagesInforme 3 Taller de HormigonDominiqueNo ratings yet
- Antena SigmaticaDocument2 pagesAntena SigmaticaGaldinoNo ratings yet
- Tanque Artesanal ZamoranoDocument9 pagesTanque Artesanal ZamoranoJulitoRegisNo ratings yet
- Procedimientos y Ensayos de Laboratorio (MEZCLA DE CONCRETO)Document4 pagesProcedimientos y Ensayos de Laboratorio (MEZCLA DE CONCRETO)Steven Wiliam Roman RodriguezNo ratings yet
- CILINDROS Probetas de Concreto - CivilGeeksDocument9 pagesCILINDROS Probetas de Concreto - CivilGeeksWML1964No ratings yet
- Ensayo de Compresion Probeta GeDocument12 pagesEnsayo de Compresion Probeta GeMARYORY BRIGITH GARCIA SULLONNo ratings yet
- Ensayo BriquetasDocument21 pagesEnsayo BriquetasPavel BerriosNo ratings yet
- Macrame Accesorios de Tendencia: Creá nudo a nudo. Complementos divinosFrom EverandMacrame Accesorios de Tendencia: Creá nudo a nudo. Complementos divinosNo ratings yet
- Hidrandina S.ADocument16 pagesHidrandina S.AJoel AnguloNo ratings yet
- Analisis Franja de Precios Del Maiz-Grupo 10Document10 pagesAnalisis Franja de Precios Del Maiz-Grupo 10Joel AnguloNo ratings yet
- Investigacion de Mercado-InformeDocument9 pagesInvestigacion de Mercado-InformeJoel AnguloNo ratings yet
- CervezaDocument11 pagesCervezaJoel AnguloNo ratings yet
- Joel FichaDocument1 pageJoel FichaJoel AnguloNo ratings yet
- ElectricidadDocument2 pagesElectricidadJoel AnguloNo ratings yet
- DERIVADASDocument9 pagesDERIVADASJoel AnguloNo ratings yet
- Fichita MetodologiaDocument2 pagesFichita MetodologiaJoel AnguloNo ratings yet
- Visita HindrandinaDocument4 pagesVisita HindrandinaJoel AnguloNo ratings yet
- INFORME Algebra LinealDocument29 pagesINFORME Algebra LinealJoel AnguloNo ratings yet
- Proyecto Quimica IndustrialDocument17 pagesProyecto Quimica IndustrialJoel AnguloNo ratings yet
- Proyecto Final de Comunicaciones TécnicasDocument2 pagesProyecto Final de Comunicaciones TécnicasJoel AnguloNo ratings yet
- Parte Del Informe - Joel Angulo GarciaDocument3 pagesParte Del Informe - Joel Angulo GarciaJoel AnguloNo ratings yet
- CARATULADocument1 pageCARATULAJoel AnguloNo ratings yet
- Lectura Obligatoria - La Evaluacion Del Aprendizaje Bajo El Enfoque de Competencias Un Reto para La Educacion SuperiorDocument6 pagesLectura Obligatoria - La Evaluacion Del Aprendizaje Bajo El Enfoque de Competencias Un Reto para La Educacion SuperiorJoel AnguloNo ratings yet
- La Sociedad en La Era RepublicanaDocument2 pagesLa Sociedad en La Era RepublicanaJoel AnguloNo ratings yet
- Época Republicana en El PerúDocument6 pagesÉpoca Republicana en El PerúJoel AnguloNo ratings yet
- Grafica de LaboratorioDocument3 pagesGrafica de LaboratorioJoel AnguloNo ratings yet
- Lectura Obligatoria - La Evaluacion Del Aprendizaje Bajo El Enfoque de Competencias Un Reto para La Educacion SuperiorDocument6 pagesLectura Obligatoria - La Evaluacion Del Aprendizaje Bajo El Enfoque de Competencias Un Reto para La Educacion SuperiorJoel AnguloNo ratings yet
- Anexo 1Document1 pageAnexo 1Joel AnguloNo ratings yet
- Imagenes Circulo de VienaDocument1 pageImagenes Circulo de VienaJoel AnguloNo ratings yet
- Proyecto Final de Comunicaciones TécnicasDocument2 pagesProyecto Final de Comunicaciones TécnicasJoel AnguloNo ratings yet
- Registro Etapa III Alianza Con El Socio ComunitarioDocument2 pagesRegistro Etapa III Alianza Con El Socio Comunitarioclaudiaaguirrearaya15No ratings yet
- 03 Energias ConvencionalesDocument18 pages03 Energias Convencionalesluis16_nomasNo ratings yet
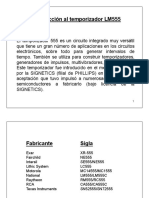
- LM 555Document37 pagesLM 555Cristian VilchesNo ratings yet
- ¿Cómo Funciona El Método Leitner?Document3 pages¿Cómo Funciona El Método Leitner?Jose Gregorio ParraNo ratings yet
- Cuarteo de MuestrasDocument4 pagesCuarteo de MuestrasRoni ChambaNo ratings yet
- Pagina 96 InvestigaciónDocument2 pagesPagina 96 InvestigaciónJhon EduardNo ratings yet
- Deber Capitulo 1Document6 pagesDeber Capitulo 1Josseline Scar100% (1)
- Manual Editorial, Jorge de BuenDocument6 pagesManual Editorial, Jorge de BuenTé Para Tres0% (1)
- Instalaciones - Segundo CorteDocument30 pagesInstalaciones - Segundo CorteIsrael RmNo ratings yet
- SISTEMAS DIGITALES y Tecnología de Computadores. Angulo Usategui.Document533 pagesSISTEMAS DIGITALES y Tecnología de Computadores. Angulo Usategui.Gabriel Araceli100% (6)
- Juego Verbal Linda La MingaDocument13 pagesJuego Verbal Linda La Mingayovi_2008No ratings yet
- Tecnología Aplicadaa Recursos HumanosDocument6 pagesTecnología Aplicadaa Recursos HumanosNatalie Schlarb Pettinelli50% (2)
- Trabajo Simulación 2Document10 pagesTrabajo Simulación 2Camilo Chica VargasNo ratings yet
- Bochenski, Joseph-Los Metodos Actuales Del PensamientoDocument31 pagesBochenski, Joseph-Los Metodos Actuales Del PensamientoJesus SidNo ratings yet
- Proceso SDocument13 pagesProceso ShenryNo ratings yet
- RÚBRICADocument14 pagesRÚBRICABrando ZapanaNo ratings yet
- 100 Herramientas de Marketing Online - Oscar Feito PDFDocument50 pages100 Herramientas de Marketing Online - Oscar Feito PDFEduardo DectorNo ratings yet
- Tuberia y Conexión SanitariaDocument7 pagesTuberia y Conexión SanitariaEmilio Jesus Marin VegaNo ratings yet
- Conclusión Foro TemáticoDocument4 pagesConclusión Foro TemáticoricardoNo ratings yet
- Laboratorio N°2 Excel Avanzado - BARBOSA - CAVIERESDocument20 pagesLaboratorio N°2 Excel Avanzado - BARBOSA - CAVIERESMaxi David Cavieres ZentenoNo ratings yet
- 1° Taller GrupalDocument3 pages1° Taller GrupalJulien Noguera0% (1)
- Modelo de Estatuto OrganicoDocument11 pagesModelo de Estatuto Organicolightmana67% (3)
- Semiótica y Tecnología - La Interfaz Icónica y El Signo InteractivoDocument10 pagesSemiótica y Tecnología - La Interfaz Icónica y El Signo Interactivonelson_saavedra_18No ratings yet
- Semana 13 - Capítulo 10 - Lectura - Norma ISO 9001 - 2015Document2 pagesSemana 13 - Capítulo 10 - Lectura - Norma ISO 9001 - 2015UnknownConNo ratings yet
- Costos IndirectosDocument10 pagesCostos IndirectosLeonardoRetuertoCotrina100% (1)
- Una Red de As Esta Conectada Tanto Por Hardware Como Por SoftwareDocument10 pagesUna Red de As Esta Conectada Tanto Por Hardware Como Por SoftwareThor Hijo de OdinNo ratings yet
- JonascatalogoDocument110 pagesJonascatalogoalvaro chavezNo ratings yet
- Unidad 3Document6 pagesUnidad 3Ixchel MoctezumaNo ratings yet
- Inspección de Tanques Alta PresiónDocument1 pageInspección de Tanques Alta PresiónEdisonMachineNo ratings yet