You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Load-Bearing Glass Structures PDFDocument16 pagesLoad-Bearing Glass Structures PDFbatteekhNo ratings yet
- Use of Electroplated Chromium in Gun BarrelsDocument41 pagesUse of Electroplated Chromium in Gun BarrelsycwbycwbNo ratings yet
- Yttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewDocument10 pagesYttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewycwbycwbNo ratings yet
- Ss2 Chemistry Exam Questions For Second TermDocument8 pagesSs2 Chemistry Exam Questions For Second TermPeter Anga100% (3)
- What Is HDPE PipeDocument7 pagesWhat Is HDPE PipeRamzi BEN AHMEDNo ratings yet
- Coursebook Answers: Science in Context: Lord of The RingsDocument39 pagesCoursebook Answers: Science in Context: Lord of The RingsEshanNo ratings yet
- A.cybulski, J.moulijn - Structured Catalyst and ReactorsDocument645 pagesA.cybulski, J.moulijn - Structured Catalyst and Reactorscaprolactamcl4571No ratings yet
- Additive Material Repairs: The Changing Nature of SustainmentDocument28 pagesAdditive Material Repairs: The Changing Nature of SustainmentycwbycwbNo ratings yet
- Recent Findings and Developments in Chromium Plated Gun TubesDocument29 pagesRecent Findings and Developments in Chromium Plated Gun TubesycwbycwbNo ratings yet
- Erosion of A Chromium-Plated Tank Gun Barrel PDFDocument16 pagesErosion of A Chromium-Plated Tank Gun Barrel PDFycwbycwbNo ratings yet
- State-Of-The-Art Survey On Hot Corrosion in Marine Gas Turbine EnginesDocument11 pagesState-Of-The-Art Survey On Hot Corrosion in Marine Gas Turbine EnginesycwbycwbNo ratings yet
- Rev.I 112014 HTK Ultra Strip 100 EnglDocument1 pageRev.I 112014 HTK Ultra Strip 100 EnglycwbycwbNo ratings yet
- Cold Spray R&D Activities at Sandia: Dr. Richard A. Neiser Dr. Delwyn L. GilmoreDocument24 pagesCold Spray R&D Activities at Sandia: Dr. Richard A. Neiser Dr. Delwyn L. GilmoreycwbycwbNo ratings yet
- Wiring Cable StandardDocument6 pagesWiring Cable StandardAli AhmadNo ratings yet
- Chemistry For Engineers: Assignment 1Document4 pagesChemistry For Engineers: Assignment 1Thanh Tan PhamNo ratings yet
- Elog Brazil Lightweight Equipment - CompressedDocument51 pagesElog Brazil Lightweight Equipment - CompressedMarcelo SouzaNo ratings yet
- (Outside Project Site Rental) (Barracks To Project Site) (Site Office, Stockpile, Workshop, Etc.)Document24 pages(Outside Project Site Rental) (Barracks To Project Site) (Site Office, Stockpile, Workshop, Etc.)Christian CabacunganNo ratings yet
- ACFrOgDAKIQnCoDoYN149plXAvWyrx0rgzmrxDWO09YGP7oe9dohYGDzf7C DG6 hw8j9RbCyEpQ8Dt27tLZw8QRZ348ZNJ - TL1wM6t0pWQwHTRe9NiYNoEagx65scYDocument1 pageACFrOgDAKIQnCoDoYN149plXAvWyrx0rgzmrxDWO09YGP7oe9dohYGDzf7C DG6 hw8j9RbCyEpQ8Dt27tLZw8QRZ348ZNJ - TL1wM6t0pWQwHTRe9NiYNoEagx65scYJhehin Daiver Sicacha ReyesNo ratings yet
- Sugar Industry: Presented by Aparna Prasenan Enroll. No.-12519001Document41 pagesSugar Industry: Presented by Aparna Prasenan Enroll. No.-12519001Jasdeep SinghNo ratings yet
- Doubly Reinforced Beams: Tension and Compression Steel Both YieldingDocument24 pagesDoubly Reinforced Beams: Tension and Compression Steel Both Yieldingمحمد بركاتNo ratings yet
- Licensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Document24 pagesLicensed To Arun Kumar Das: Ceramic Unglazed Vitreous Acid Resisting Tiles - Specification (Second Revision)Indira BanerjeeNo ratings yet
- Norelem Grupa 02000 enDocument56 pagesNorelem Grupa 02000 enBogdan CraciunNo ratings yet
- Wilo 352996Document21 pagesWilo 352996John Rodolfo BultronNo ratings yet
- Drawing & Catalogue-Kumwell PDFDocument15 pagesDrawing & Catalogue-Kumwell PDFDevis RipomoNo ratings yet
- Cylindrical Mandrel TesterDocument1 pageCylindrical Mandrel TesterAbiem SebastyanNo ratings yet
- Ashrae 62-73Document20 pagesAshrae 62-73Jose Luis ZIMICNo ratings yet
- ISRO Scientist Engineer Civil Paper 7 January 2024Document31 pagesISRO Scientist Engineer Civil Paper 7 January 2024SATHISH KUMAR SNo ratings yet
- Lec14 PDFDocument18 pagesLec14 PDFRohan sharmaNo ratings yet
- Recycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITDocument25 pagesRecycled Glass Utilization in Highway Construction Isaac Finkle, GRA, EITUsama HeneashNo ratings yet
- Effect of Pitting Corrosion On The Mechanical Properties of 316 Grade Stainless SteelDocument6 pagesEffect of Pitting Corrosion On The Mechanical Properties of 316 Grade Stainless SteelAnilNo ratings yet
- Lecture 3 - Types of RebarsDocument29 pagesLecture 3 - Types of RebarsJagannathan KNo ratings yet
- SM-204-TechReport 01 2022 AnsichtDocument4 pagesSM-204-TechReport 01 2022 AnsichtDanny DoanNo ratings yet
- Pre-Final Bill Supplimentary works-MVGR 02.07.2019Document112 pagesPre-Final Bill Supplimentary works-MVGR 02.07.2019Anonymous ImoZI0363No ratings yet
- Elevation 01 Elevation 04: C03 C01 C02 D01 D02 D03 D04 D05 D06 D07Document1 pageElevation 01 Elevation 04: C03 C01 C02 D01 D02 D03 D04 D05 D06 D07Abid AyubNo ratings yet
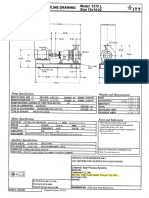
- Model 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationDocument6 pagesModel 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationJavier Fernando Agudelo GómezNo ratings yet
- Toluene Methylation To Para-XyleneDocument164 pagesToluene Methylation To Para-XyleneAhmed AliNo ratings yet
- Common SSR For The Year 2019-20 (For All AP Power Utilities)Document48 pagesCommon SSR For The Year 2019-20 (For All AP Power Utilities)SIVA NAGA SUDHEER SIDDANINo ratings yet