You might also like
- The Corvette: A Nathaniel Drinkwater NovelFrom EverandThe Corvette: A Nathaniel Drinkwater NovelRating: 4.5 out of 5 stars4.5/5 (14)
- ML/HT,' 30: Ulllted States Patent (19) (11) Patent Number: 5,901,669Document6 pagesML/HT,' 30: Ulllted States Patent (19) (11) Patent Number: 5,901,669Anonymous KzJcjGCJbNo ratings yet
- Us 4207118Document8 pagesUs 4207118virus40No ratings yet
- 10 Us3705650Document14 pages10 Us3705650Stajic MilanNo ratings yet
- Unlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990Document12 pagesUnlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990vadimNo ratings yet
- Us 20080220844Document81 pagesUs 20080220844Aayush JainNo ratings yet
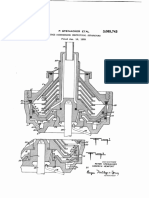
- April 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsDocument6 pagesApril 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsChristopher SalasNo ratings yet
- 1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingDocument7 pages1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingCường Nguyễn QuốcNo ratings yet
- United States Patent (191: Kato Et AlDocument17 pagesUnited States Patent (191: Kato Et AlPTR77No ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Document9 pagesUlllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Ghaluh ParahitaNo ratings yet
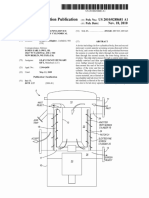
- United States: (12) Patent Application Publication (10) Pub. No.: US 2005/0034505 A1Document11 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2005/0034505 A1Kovacs ArnoldNo ratings yet
- Us 3995656Document5 pagesUs 3995656takanobu ouraNo ratings yet
- Us 5128508 ADocument5 pagesUs 5128508 Axinfeng HENo ratings yet
- Us6841712 PDFDocument8 pagesUs6841712 PDFAntonela PortaNo ratings yet
- Dry GasDocument7 pagesDry GasAnonymous QSfDsVxjZNo ratings yet
- US5470524Document8 pagesUS5470524senthilNo ratings yet
- US3799209 Machine For Forming Triaxial Fabrics PDFDocument10 pagesUS3799209 Machine For Forming Triaxial Fabrics PDFParikshit PaulNo ratings yet
- US5110262Document5 pagesUS5110262cerden1998No ratings yet
- PowerPoint Maths in Mining 1Document11 pagesPowerPoint Maths in Mining 1Maynard SonidoNo ratings yet
- Us 20100288681Document7 pagesUs 20100288681Irene 'septiriana'No ratings yet
- Caribbean Examinattons: 2OO9I2L ILDocument8 pagesCaribbean Examinattons: 2OO9I2L ILDarrion BruceNo ratings yet
- United States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Document7 pagesUnited States Patent (19) : 11 Patent Number: 5,131,144 (45) Date of Patent: Jul. 21, 1992Roby MirzaNo ratings yet
- United States Patent (191Document14 pagesUnited States Patent (191Mohamad DprNo ratings yet
- US4331221Document12 pagesUS4331221marcglebNo ratings yet
- 16776Document8 pages16776Tashi BestNo ratings yet
- Foldatank CroquisDocument6 pagesFoldatank CroquisPillaChantasNo ratings yet
- United States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001Document10 pagesUnited States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001SelvamNo ratings yet
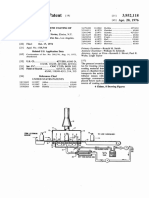
- United States Patent 1191: Novice (45) Apr. 20, 1976Document9 pagesUnited States Patent 1191: Novice (45) Apr. 20, 1976SandraDojčinovićNo ratings yet
- Vodonik Stenli MajerDocument17 pagesVodonik Stenli MajerSinišaNo ratings yet
- Us 4047896Document5 pagesUs 4047896raden04No ratings yet
- 225 & 75 (Physical Education Theory)Document8 pages225 & 75 (Physical Education Theory)SharafaNo ratings yet
- 1-5 Practice - CDocument2 pages1-5 Practice - CStanleyNo ratings yet
- PDF Resize (1) 22 22232Document6 pagesPDF Resize (1) 22 22232ASHU KNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2006/0263209 A1Document11 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2006/0263209 A1ShameekaNo ratings yet
- United States Patent: Karsnia Patent Number: Date of Patent: Dec. 22, 1998Document6 pagesUnited States Patent: Karsnia Patent Number: Date of Patent: Dec. 22, 1998Devansh SharmaNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0030666 A1Document27 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0030666 A1Teleson MarquesNo ratings yet
- Us 7092801Document11 pagesUs 7092801pmurphNo ratings yet
- US5530166Document13 pagesUS5530166enriqueramoscNo ratings yet
- Ad 0266873Document72 pagesAd 0266873anshuraj98017No ratings yet
- Method For Curing TyreDocument5 pagesMethod For Curing TyreNivantNo ratings yet
- 1 T: Ooi?'Rol: United States PatentDocument11 pages1 T: Ooi?'Rol: United States PatentberhaneNo ratings yet
- US5662878Document8 pagesUS5662878kipas.lajugilaNo ratings yet
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Document7 pagesC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNo ratings yet
- Matted States Patent (19) : YamadaDocument10 pagesMatted States Patent (19) : YamadadunieskyNo ratings yet
- PDF ResizeDocument6 pagesPDF ResizeASHU KNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Document27 pagesUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENo ratings yet
- June 8, 1965: E. J-Jennings EtalDocument7 pagesJune 8, 1965: E. J-Jennings EtalBob DowlingNo ratings yet
- Final Countdown: Aux. PercussionDocument1 pageFinal Countdown: Aux. PercussionsupotitonobinarioNo ratings yet
- Alcotra Flute VX HDocument1 pageAlcotra Flute VX HCHAUTARDNo ratings yet
- August C : /REV E //VERDocument11 pagesAugust C : /REV E //VERНикитаNo ratings yet
- Treatment of Wastewater and Sludges CATABOL 1996 US 5514277Document35 pagesTreatment of Wastewater and Sludges CATABOL 1996 US 5514277miguel_vera6592No ratings yet
- DH Diskusi OktoberDocument2 pagesDH Diskusi OktoberIndra Lestari PopangNo ratings yet
- # 35003 19 /book Value/ /market Value/ 1) # /book Value/ /book ValueDocument214 pages# 35003 19 /book Value/ /market Value/ 1) # /book Value/ /book ValueMdh HMNo ratings yet
- US5923475 - Laser Printer Utilizing FELDocument15 pagesUS5923475 - Laser Printer Utilizing FEL조용준No ratings yet
- O2DE19DCE1127Document6 pagesO2DE19DCE1127ASHU KNo ratings yet
- Effect of Burden and Spacing On FragmentationDocument10 pagesEffect of Burden and Spacing On Fragmentationsaravanan sNo ratings yet
- Douglas Aircraft Co., Inc. Structural Repair Manual: Mar l/T0Document6 pagesDouglas Aircraft Co., Inc. Structural Repair Manual: Mar l/T0Luis Omar AmundarayNo ratings yet
- United States Patent: Riittger Et A)Document6 pagesUnited States Patent: Riittger Et A)Taufiq AhmadNo ratings yet
- Mar Fiore Struct Cb941167 PermitDocument305 pagesMar Fiore Struct Cb941167 PermitJames HoughtonNo ratings yet
- Impact of Burden and Spacing On FragmentDocument9 pagesImpact of Burden and Spacing On Fragmentyudi_yusufNo ratings yet
- Mount Tam Trail Run MapDocument1 pageMount Tam Trail Run MapBukNo ratings yet
- 2018 Used BMW X1 XDrive28i Sports Activity Vehicle at Motorwerks BMW Serving Bloomington, MN, IID 17353408Document7 pages2018 Used BMW X1 XDrive28i Sports Activity Vehicle at Motorwerks BMW Serving Bloomington, MN, IID 17353408BukNo ratings yet
- United States: (12) Patent Application Publication (10) Pub - No .: US 2017 / 0246207 A1Document17 pagesUnited States: (12) Patent Application Publication (10) Pub - No .: US 2017 / 0246207 A1BukNo ratings yet
- United States Patent (10) Patent N6 US 8,206,244 B2: Honea Et A) - (45) Date of Patent: Jun. 26, 2012Document34 pagesUnited States Patent (10) Patent N6 US 8,206,244 B2: Honea Et A) - (45) Date of Patent: Jun. 26, 2012BukNo ratings yet
- Trs-80 Lichello ProgramDocument3 pagesTrs-80 Lichello ProgramBukNo ratings yet
- iDTech Brochure2018Document27 pagesiDTech Brochure2018BukNo ratings yet
- Alt As NytimesDocument2 pagesAlt As NytimesBukNo ratings yet
- R H 1 (J5 12b: (19) United StatesDocument33 pagesR H 1 (J5 12b: (19) United StatesBukNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0184286 A1Document21 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0184286 A1BukNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0148231 A1Document50 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0148231 A1BukNo ratings yet
- United States Patent: K K I I 4 (6Document13 pagesUnited States Patent: K K I I 4 (6BukNo ratings yet
- Multiplexer/ 60 / S: (12) United States Patent (10) Patent N0.2 US 8,144,736 B2Document51 pagesMultiplexer/ 60 / S: (12) United States Patent (10) Patent N0.2 US 8,144,736 B2BukNo ratings yet
- Us6026304 PDFDocument25 pagesUs6026304 PDFBukNo ratings yet
- US6806791Document11 pagesUS6806791BukNo ratings yet
- United States Patent (19) : HaapakoskiDocument14 pagesUnited States Patent (19) : HaapakoskiBukNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2004/0132474 A1Document17 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2004/0132474 A1BukNo ratings yet
- United States Patent: AnneetalDocument25 pagesUnited States Patent: AnneetalBukNo ratings yet
- United States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentBukNo ratings yet
- Compact Full Ku-Band Triplexer With Improved E-Plane Power DividerDocument13 pagesCompact Full Ku-Band Triplexer With Improved E-Plane Power DividerBukNo ratings yet
- Y 503 / MJ/ /. Mobile: (19) United StatesDocument16 pagesY 503 / MJ/ /. Mobile: (19) United StatesBukNo ratings yet
- Crow Hassan SummerDocument1 pageCrow Hassan SummerBukNo ratings yet
- Project CharterDocument10 pagesProject CharterAdnan AhmedNo ratings yet
- What A Wonderful WorldDocument2 pagesWhat A Wonderful WorldDraganaNo ratings yet
- Daftar PustakaDocument6 pagesDaftar PustakaSeptian UtamaNo ratings yet
- Visual Acuity: Opthalmology CEX StepsDocument5 pagesVisual Acuity: Opthalmology CEX StepsVanessa HermioneNo ratings yet
- Emergency Rescue DrillDocument13 pagesEmergency Rescue DrillbalasubramaniamNo ratings yet
- Quizo Yupanqui StoryDocument8 pagesQuizo Yupanqui StoryrickfrombrooklynNo ratings yet
- Sportex 2017Document108 pagesSportex 2017AleksaE77100% (1)
- IAB Digital Ad Operations Certification Study Guide August 2017Document48 pagesIAB Digital Ad Operations Certification Study Guide August 2017vinayakrishnaNo ratings yet
- Listening Fill in The Gaps and ExercisesDocument4 pagesListening Fill in The Gaps and ExercisesAdriano CamargoNo ratings yet
- Three Categories of AutismDocument14 pagesThree Categories of Autismapi-327260204No ratings yet
- Social Networking ProjectDocument11 pagesSocial Networking Projectapi-463256826No ratings yet
- SATYAGRAHA 1906 TO PASSIVE RESISTANCE 1946-7 This Is An Overview of Events. It Attempts ...Document55 pagesSATYAGRAHA 1906 TO PASSIVE RESISTANCE 1946-7 This Is An Overview of Events. It Attempts ...arquivoslivrosNo ratings yet
- Assignment of Public Speaking Section A2Document2 pagesAssignment of Public Speaking Section A2Hamza KhalidNo ratings yet
- Astm C1898 20Document3 pagesAstm C1898 20Shaik HussainNo ratings yet
- Air Microbiology 2018 - IswDocument26 pagesAir Microbiology 2018 - IswOktalia Suci AnggraeniNo ratings yet
- Seven Seas of CommunicationDocument2 pagesSeven Seas of Communicationraaaj500501No ratings yet
- James Ellroy PerfidiaDocument4 pagesJames Ellroy PerfidiaMichelly Cristina SilvaNo ratings yet
- ESS Revision Session 2 - Topics 5-8 & P1 - 2Document54 pagesESS Revision Session 2 - Topics 5-8 & P1 - 2jinLNo ratings yet
- Peer-to-Peer Lending Using BlockchainDocument22 pagesPeer-to-Peer Lending Using BlockchainLuis QuevedoNo ratings yet
- Bon JourDocument15 pagesBon JourNikolinaJamicic0% (1)
- Venue:: Alberta Electrical System Alberta Electrical System OperatorDocument48 pagesVenue:: Alberta Electrical System Alberta Electrical System OperatorOmar fethiNo ratings yet
- The Problem Between Teacher and Students: Name: Dinda Chintya Sinaga (2152121008) Astry Iswara Kelana Citra (2152121005)Document3 pagesThe Problem Between Teacher and Students: Name: Dinda Chintya Sinaga (2152121008) Astry Iswara Kelana Citra (2152121005)Astry Iswara Kelana CitraNo ratings yet
- Harper 2001Document6 pagesHarper 2001Elena GologanNo ratings yet
- ReportDocument8 pagesReportTrust Asia Cargo in OfficeNo ratings yet
- 03-Volume II-A The MIPS64 Instruction Set (MD00087)Document793 pages03-Volume II-A The MIPS64 Instruction Set (MD00087)miguel gonzalezNo ratings yet
- Tateni Home Care ServicesDocument2 pagesTateni Home Care ServicesAlejandro CardonaNo ratings yet
- WRAP HandbookDocument63 pagesWRAP Handbookzoomerfins220% (1)
- Electric Trains and Japanese Technology: Breakthrough in Japanese Railways 4Document9 pagesElectric Trains and Japanese Technology: Breakthrough in Japanese Railways 4Aee TrDNo ratings yet
- Problem Based LearningDocument23 pagesProblem Based Learningapi-645777752No ratings yet
- Seminars - 09-12-2022 - Vanessa AQUINO CHAVESDocument3 pagesSeminars - 09-12-2022 - Vanessa AQUINO CHAVESVanessa AquinoNo ratings yet