You might also like
- Investment CastingDocument26 pagesInvestment CastingParesh Shrivastava100% (1)
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous VRspXsmNo ratings yet
- Forging For ClassDocument44 pagesForging For ClassNABIL HUSSAINNo ratings yet
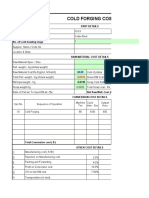
- 94.cold Forging Cost Estimation SheetDocument5 pages94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNo ratings yet
- Cost BreakupDocument6 pagesCost Breakuppiyush sharma100% (1)
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- Aluminum Alloy Specification'Document12 pagesAluminum Alloy Specification'ArjunNo ratings yet
- Forging Processes MEE 3024 2014Document36 pagesForging Processes MEE 3024 2014krunal07786No ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Cleaness Steel CastingDocument61 pagesCleaness Steel CastingSUNDRAMNAGANo ratings yet
- JIS Standard For Casting MaterialDocument4 pagesJIS Standard For Casting MaterialalliceyewNo ratings yet
- Fundamentals of Metal FormingDocument9 pagesFundamentals of Metal FormingGeorge CamachoNo ratings yet
- IE 337 W10 Lecture 7.casting 1Document48 pagesIE 337 W10 Lecture 7.casting 1linkinunNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- Guide To Growing MangoDocument8 pagesGuide To Growing MangoRhenn Las100% (2)
- Steel CastingsDocument50 pagesSteel CastingsVijayakumar TNo ratings yet
- E-Coat Inputs: A) Part InformationDocument5 pagesE-Coat Inputs: A) Part InformationAnjan MalusareNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Medium Frequency Induction FurnaceDocument5 pagesMedium Frequency Induction FurnaceSreekumar RajendrababuNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Sensors For Process Monitoring - Casting and Powder MetallurgDocument29 pagesSensors For Process Monitoring - Casting and Powder MetallurgJorge BandaNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- An RambTel Monopole Presentation 280111Document29 pagesAn RambTel Monopole Presentation 280111Timmy SurarsoNo ratings yet
- Materials For Forming ToolsDocument40 pagesMaterials For Forming Toolssav33No ratings yet
- Casting TolerancesDocument1 pageCasting TolerancesKumaraswamy ViswanathanNo ratings yet
- Saet Work AnsDocument5 pagesSaet Work AnsSeanLejeeBajan89% (27)
- Die CastingDocument48 pagesDie CastingramuthukumarNo ratings yet
- Riser DesignDocument4 pagesRiser DesignJiggy Jick100% (1)
- Instructions:: Any ExceptionsDocument3 pagesInstructions:: Any ExceptionsAkhmad FathoniNo ratings yet
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNo ratings yet
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Metallurgy of Superconducting Materials: Treatise on Materials Science and Technology, Vol. 14From EverandMetallurgy of Superconducting Materials: Treatise on Materials Science and Technology, Vol. 14Thomas LuhmanNo ratings yet
- Sim92562 ch03 PDFDocument48 pagesSim92562 ch03 PDFSreekumar RajendrababuNo ratings yet
- Casting and Fabrication of High-Damping Manganese-Copper AlloysDocument28 pagesCasting and Fabrication of High-Damping Manganese-Copper Alloysbrad209No ratings yet
- Notifier AMPS 24 AMPS 24E Addressable Power SupplyDocument44 pagesNotifier AMPS 24 AMPS 24E Addressable Power SupplyMiguel Angel Guzman ReyesNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- SKD61-Forged Hot Work Tool SteelDocument1 pageSKD61-Forged Hot Work Tool SteelAgustine SetiawanNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Basic Sheet and Coil Training Edit VersionDocument35 pagesBasic Sheet and Coil Training Edit VersioncuongdcNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- My ForgingDocument20 pagesMy ForgingRam Janm SinghNo ratings yet
- Casting MaterialsDocument42 pagesCasting MaterialsTirta BudiawanNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- 08 - Advanced Metal FormingDocument12 pages08 - Advanced Metal FormingAdityaRamaNo ratings yet
- IV ReportDocument22 pagesIV ReportMuhammad Zulhilmi0% (1)
- Casting ProcessesDocument18 pagesCasting ProcessesvelavansuNo ratings yet
- Lost Foam CastingDocument31 pagesLost Foam CastingokicirdarNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Squeeze Casting - An Overview PDFDocument9 pagesSqueeze Casting - An Overview PDFDian Try SaputriNo ratings yet
- 2019 Afab Press Brake ToolsDocument30 pages2019 Afab Press Brake ToolsAFAB Machinery and Tools LtdNo ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Welded Tube PDFDocument17 pagesWelded Tube PDFhirenkumar patelNo ratings yet
- Unit 1 - CastingDocument133 pagesUnit 1 - CastingBlessy KamalaNo ratings yet
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Metal-Casting Process and EquipmentDocument18 pagesMetal-Casting Process and EquipmentZulfikarUdenNo ratings yet
- Compression Molding Machine PriceDocument13 pagesCompression Molding Machine PriceSalma FarooqNo ratings yet
- Welding Cost Formula For Different Welding ProcessesDocument2 pagesWelding Cost Formula For Different Welding ProcessesmekoxxxNo ratings yet
- Chapter - 3 Part 2 - Casting - Processes Types PDFDocument73 pagesChapter - 3 Part 2 - Casting - Processes Types PDFMohammad TahaNo ratings yet
- Seminar Casting OrginalDocument8 pagesSeminar Casting OrginalSreekumar RajendrababuNo ratings yet
- Effect of Spot Continual Induction Hardening On The Tribological Performance of Grey Cast Iron With Curved SurfaceDocument10 pagesEffect of Spot Continual Induction Hardening On The Tribological Performance of Grey Cast Iron With Curved SurfaceSreekumar RajendrababuNo ratings yet
- Ideal Public School 2ndDocument2 pagesIdeal Public School 2ndSreekumar RajendrababuNo ratings yet
- Me364 Various Glass GlassworkingDocument5 pagesMe364 Various Glass GlassworkingSreekumar RajendrababuNo ratings yet
- Chapter 1. Introduction: 1.1 Contents of Theory of ElasticityDocument9 pagesChapter 1. Introduction: 1.1 Contents of Theory of ElasticitySreekumar RajendrababuNo ratings yet
- Organic CoatingsDocument32 pagesOrganic CoatingsSreekumar RajendrababuNo ratings yet
- Souvinir AIMTDR PDFDocument351 pagesSouvinir AIMTDR PDFKushal Singh100% (3)
- Source of HeatDocument9 pagesSource of HeatSreekumar RajendrababuNo ratings yet
- Manual 40ku6092Document228 pagesManual 40ku6092Marius Stefan BerindeNo ratings yet
- Privacy: Based On Slides Prepared by Cyndi Chie, Sarah Frye and Sharon Gray. Fifth Edition Updated by Timothy HenryDocument50 pagesPrivacy: Based On Slides Prepared by Cyndi Chie, Sarah Frye and Sharon Gray. Fifth Edition Updated by Timothy HenryAbid KhanNo ratings yet
- BST Candidate Registration FormDocument3 pagesBST Candidate Registration FormshirazNo ratings yet
- ADS 460 Management Principles and Practices: Topic 1: Introduction To ManagementDocument33 pagesADS 460 Management Principles and Practices: Topic 1: Introduction To ManagementNURATIKAH BINTI ZAINOL100% (1)
- How To Control A DC Motor With An ArduinoDocument7 pagesHow To Control A DC Motor With An Arduinothatchaphan norkhamNo ratings yet
- Oem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Document43 pagesOem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Farhad FarajyanNo ratings yet
- Subqueries-and-JOINs-ExercisesDocument7 pagesSubqueries-and-JOINs-ExerciseserlanNo ratings yet
- Allan ToddDocument28 pagesAllan ToddBilly SorianoNo ratings yet
- SM Land Vs BCDADocument68 pagesSM Land Vs BCDAelobeniaNo ratings yet
- Internship ReportDocument46 pagesInternship ReportBilal Ahmad100% (1)
- SEERS Medical ST3566 ManualDocument24 pagesSEERS Medical ST3566 ManualAlexandra JanicNo ratings yet
- Topic 4: Mental AccountingDocument13 pagesTopic 4: Mental AccountingHimanshi AryaNo ratings yet
- As 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsDocument8 pagesAs 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsSAI Global - APACNo ratings yet
- Rating SheetDocument3 pagesRating SheetShirwin OliverioNo ratings yet
- Elastic Modulus SFRCDocument9 pagesElastic Modulus SFRCRatul ChopraNo ratings yet
- Review of Related LiteratureDocument4 pagesReview of Related LiteratureCarlo Mikhail Santiago25% (4)
- Avalon LF GB CTP MachineDocument2 pagesAvalon LF GB CTP Machinekojo0% (1)
- A PDFDocument2 pagesA PDFKanimozhi CheranNo ratings yet
- Social Media Marketing Advice To Get You StartedmhogmDocument2 pagesSocial Media Marketing Advice To Get You StartedmhogmSanchezCowan8No ratings yet
- Sterling B2B Integrator - Installing and Uninstalling Standards - V5.2Document20 pagesSterling B2B Integrator - Installing and Uninstalling Standards - V5.2Willy GaoNo ratings yet
- SCDT0315 PDFDocument80 pagesSCDT0315 PDFGCMediaNo ratings yet
- P 1 0000 06 (2000) - EngDocument34 pagesP 1 0000 06 (2000) - EngTomas CruzNo ratings yet
- TSR KuDocument16 pagesTSR KuAngsaNo ratings yet
- IdM11gR2 Sizing WP LatestDocument31 pagesIdM11gR2 Sizing WP Latesttranhieu5959No ratings yet
- Jerome4 Sample Chap08Document58 pagesJerome4 Sample Chap08Basil Babym100% (7)