You might also like
- Geotextiles and Geomembranes HandbookFrom EverandGeotextiles and Geomembranes HandbookT.S. IngoldRating: 5 out of 5 stars5/5 (1)
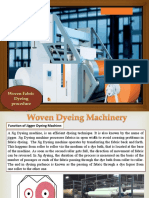
- Woven Fabric Dyeing ProcedureDocument67 pagesWoven Fabric Dyeing ProcedureNaim UddinNo ratings yet
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentFrom EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNo ratings yet
- 05 Laura Radice Huntsman High IQ Repel Intelligent Durable Water RepellencyDocument14 pages05 Laura Radice Huntsman High IQ Repel Intelligent Durable Water Repellencymahadevaswamy4663No ratings yet
- Method To Access Quality of ProcessDocument55 pagesMethod To Access Quality of Processnagpal_aakashNo ratings yet
- Arman PPT Jayashree TextilesDocument20 pagesArman PPT Jayashree TextilesARMAN HUSSAINNo ratings yet
- WoolDocument88 pagesWoolRoha Roha100% (1)
- Sizing AssignmentDocument15 pagesSizing AssignmentMd.Amir hossain khanNo ratings yet
- Aquapak Repulpability Assessment 25 April 2019 PDFDocument15 pagesAquapak Repulpability Assessment 25 April 2019 PDFchinchotarngNo ratings yet
- The Effect of Temperature On Membranes - Biology Practical - AS EdexcelDocument2 pagesThe Effect of Temperature On Membranes - Biology Practical - AS EdexcelElina PsaraNo ratings yet
- Fibreprop PDFDocument45 pagesFibreprop PDFvaraduNo ratings yet
- RN86638218Document10 pagesRN86638218eli rezekiNo ratings yet
- Study On Water Repellent Treatment of Cotton Fabric.Document11 pagesStudy On Water Repellent Treatment of Cotton Fabric.ZAyed100% (1)
- Sikafloor®-161: Product Data SheetDocument5 pagesSikafloor®-161: Product Data SheetashayshaNo ratings yet
- Assignment 02: National Textile UniversityDocument7 pagesAssignment 02: National Textile UniversityShahan AkhtarNo ratings yet
- Wet Processing Pretreatment-LectureDocument28 pagesWet Processing Pretreatment-Lecturearafathosain100% (3)
- Spin To Weave The World With LyocellDocument9 pagesSpin To Weave The World With LyocellPuja PrasadNo ratings yet
- Introduction To Wet ProcessingDocument84 pagesIntroduction To Wet Processingzynab123No ratings yet
- 4.1.04 Application of A Vat Dye PDFDocument5 pages4.1.04 Application of A Vat Dye PDFAhmad Samer100% (1)
- Sizing For Water-Jet Weaving: Textile Effects 1110015EDocument13 pagesSizing For Water-Jet Weaving: Textile Effects 1110015EagnberbcNo ratings yet
- Vatdyeing On SoftflowmachinesDocument9 pagesVatdyeing On SoftflowmachinespoovelilNo ratings yet
- 2823 Peracetic+CottonDocument12 pages2823 Peracetic+Cottonpaullink100% (1)
- Viscose RecommendationsDocument31 pagesViscose RecommendationsAmitkumar PathakNo ratings yet
- The Preparation, Dyeing and Finishing of Cotton Knit GoodsDocument67 pagesThe Preparation, Dyeing and Finishing of Cotton Knit GoodsSumeet GuptaNo ratings yet
- Knitted FabricsDocument67 pagesKnitted Fabrics郭哲宏100% (1)
- TDS-JOTACOTE 5-EnglishDocument4 pagesTDS-JOTACOTE 5-EnglishthirdNo ratings yet
- Econtrol Dyeing Process: An Ecological and Economical ApproachDocument8 pagesEcontrol Dyeing Process: An Ecological and Economical Approachkallapa vargavkarNo ratings yet
- Journal of The Society of Dyers and ColouristsDocument6 pagesJournal of The Society of Dyers and ColouristsUjjwal JhaNo ratings yet
- Assignment Advancement in Fibers & Yarn Manufacturing of Pakistan Textile Industry Shahan Akhtar NTU-MSTT-6077Document6 pagesAssignment Advancement in Fibers & Yarn Manufacturing of Pakistan Textile Industry Shahan Akhtar NTU-MSTT-6077Shahan AkhtarNo ratings yet
- NIKHILDocument58 pagesNIKHILNikhil ShaiwaleNo ratings yet
- Eurolux R - enDocument1 pageEurolux R - enmarius_brkt6284No ratings yet
- Garment Wet Processing: Presented by Aart GeurtsenDocument49 pagesGarment Wet Processing: Presented by Aart GeurtsenDyeing DyeingNo ratings yet
- Kanepox Masticoat: 15550 KANEPOX MASTICOAT Is An Epoxy-Polyamine Based, Two Component, Zinc PhosphateDocument3 pagesKanepox Masticoat: 15550 KANEPOX MASTICOAT Is An Epoxy-Polyamine Based, Two Component, Zinc PhosphateSalih HASNo ratings yet
- TRI 5001 Batch Bleaching of Nonwoven Cotton FabricsDocument6 pagesTRI 5001 Batch Bleaching of Nonwoven Cotton FabricsMuhammad Bilal QadirNo ratings yet
- Unit II Primary TreatmentDocument48 pagesUnit II Primary TreatmentAmit AryanNo ratings yet
- Effect of Knit Structure and Finishing Treatments On Functional and Comfort Properties of Cotton Knitted FabricsDocument16 pagesEffect of Knit Structure and Finishing Treatments On Functional and Comfort Properties of Cotton Knitted FabricsShagun SinhaNo ratings yet
- Iso 4920 Water RepellencyDocument2 pagesIso 4920 Water RepellencySami Kocahan100% (1)
- Evo Lan FW EnglishDocument4 pagesEvo Lan FW EnglishUtpalNo ratings yet
- Pretreatment For Dyeing and Printing of TextilesDocument37 pagesPretreatment For Dyeing and Printing of TextilesSenelisile Moyo100% (2)
- Corn Husk Fibers Reinforced Polyester Composites TDocument12 pagesCorn Husk Fibers Reinforced Polyester Composites TMari CardenasNo ratings yet
- 02 14thSIS RodriguezDocument11 pages02 14thSIS RodriguezCarla M.BizamaNo ratings yet
- INFMP 4 Retting KonczewitzDocument18 pagesINFMP 4 Retting KonczewitzchadNo ratings yet
- Printing of P.F VTH Vat& Sulphur DyesDocument4 pagesPrinting of P.F VTH Vat& Sulphur DyesMuhammad Asad NawazNo ratings yet
- Novacron Blue EC-RDocument2 pagesNovacron Blue EC-RPhạm Văn ThắngNo ratings yet
- Hydroxypropyl MethylcellulosehpmcDocument4 pagesHydroxypropyl MethylcellulosehpmcYousra MortadaNo ratings yet
- TCP - IDocument35 pagesTCP - IPrashant GauravNo ratings yet
- Novak-Repel 0Document3 pagesNovak-Repel 0noecita13No ratings yet
- Guideline PorcelainDocument2 pagesGuideline Porcelainamandapoly0123No ratings yet
- Poly AcrylonitrileDocument16 pagesPoly AcrylonitrileParul Kumar SharmaNo ratings yet
- FU B20 DAT BK620500 Prop GBDocument5 pagesFU B20 DAT BK620500 Prop GBsantosh mhetreNo ratings yet
- Pretreatment of Viscose FabricsDocument4 pagesPretreatment of Viscose FabricsMohammed Atiqul Hoque Chowdhury100% (5)
- Surfactant SDocument12 pagesSurfactant SlitonrafiqNo ratings yet
- Assig 5Document3 pagesAssig 5Gowrish VNNo ratings yet
- Mercerizing Cellulosic Fibres & Its EffectsDocument5 pagesMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Continuous Masterbatch Process For Cellulose Fiber IndustryDocument2 pagesContinuous Masterbatch Process For Cellulose Fiber Industrykeyur1109No ratings yet
- The Dyeing and Printing of Silk FabricsDocument6 pagesThe Dyeing and Printing of Silk Fabricstextile1to35No ratings yet
- Datasheet Murfill enDocument2 pagesDatasheet Murfill enDWI RAHMASARI FATMAWATINo ratings yet
- Fake Silk - The Lethal History of Viscose Rayon-Yale University Press (2016)Document263 pagesFake Silk - The Lethal History of Viscose Rayon-Yale University Press (2016)Juan CubasNo ratings yet
- Appareal and Textile Production IDocument266 pagesAppareal and Textile Production IJuan CubasNo ratings yet
- Textiles in The Material Practice of ArchitectsDocument208 pagesTextiles in The Material Practice of ArchitectsJuan CubasNo ratings yet
- Technology Roadmap For The Canadian Textile Industry PDFDocument90 pagesTechnology Roadmap For The Canadian Textile Industry PDFJuan CubasNo ratings yet
- Digital Textile PrintingDocument142 pagesDigital Textile PrintingJuan CubasNo ratings yet
- A New World Map in Textiles and ClothingDocument237 pagesA New World Map in Textiles and ClothingImran IqbalNo ratings yet
- Skills in Textiles TechnologyDocument81 pagesSkills in Textiles TechnologyJuan CubasNo ratings yet
- Dyeing and Chemical Technology of Textile FibresDocument690 pagesDyeing and Chemical Technology of Textile FibresThanh ThảoNo ratings yet
- A Buying Guide To Products and Services For The Textile Wet Processing IndustryDocument294 pagesA Buying Guide To Products and Services For The Textile Wet Processing IndustryJuan CubasNo ratings yet
- 4h Sewing Project Fabric Dare and Use GuideDocument37 pages4h Sewing Project Fabric Dare and Use GuideJuan CubasNo ratings yet
- 2017-BASF Report PDFDocument266 pages2017-BASF Report PDFJuan CubasNo ratings yet
- 3rd Scientific Textile Science 2011Document363 pages3rd Scientific Textile Science 2011Juan CubasNo ratings yet
- An Introduction To Textile Finishing (1979)Document597 pagesAn Introduction To Textile Finishing (1979)Juan CubasNo ratings yet
- 3rd Scientific Textile Science 2011Document363 pages3rd Scientific Textile Science 2011Juan CubasNo ratings yet
- Easier English Basic SynonymsDocument129 pagesEasier English Basic SynonymsIsabel Matta100% (1)
- Advancements in Textile FinishingDocument14 pagesAdvancements in Textile FinishingJuan CubasNo ratings yet
- Instruments For Color Measurement PDFDocument11 pagesInstruments For Color Measurement PDFJuan Cubas100% (1)
- Effect of Fabric Softener On Properties of A Single Jersey Knitted Fabric Made of Cotton and Spandex YarnDocument22 pagesEffect of Fabric Softener On Properties of A Single Jersey Knitted Fabric Made of Cotton and Spandex YarnMohamedSakrNo ratings yet
- An Investigation of Alternatives To Reductive Clearing in The Dyeing of PES PDFDocument304 pagesAn Investigation of Alternatives To Reductive Clearing in The Dyeing of PES PDFJuan CubasNo ratings yet
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDocument59 pagesInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- Dirty Laundry - 全球服裝品牌的中國水污染調查 - EN - 11-07-13Document116 pagesDirty Laundry - 全球服裝品牌的中國水污染調查 - EN - 11-07-13xtrayangNo ratings yet
- Appareal and Textile Production IDocument266 pagesAppareal and Textile Production IJuan CubasNo ratings yet
- Water Stress in Plants-ExLi4EvA (2016) PDFDocument126 pagesWater Stress in Plants-ExLi4EvA (2016) PDFJuan CubasNo ratings yet
- Effective Implementation of Quality Management Systems (0857090011)Document169 pagesEffective Implementation of Quality Management Systems (0857090011)en_samara90% (10)
- A Buying Guide To Products and Services For The Textile Wet Processing IndustryDocument294 pagesA Buying Guide To Products and Services For The Textile Wet Processing IndustryJuan CubasNo ratings yet
- Greening Textile Industry in Vietnam PDFDocument332 pagesGreening Textile Industry in Vietnam PDFJuan CubasNo ratings yet
- Inorganic Micro - and Nanomaterials - Synthesis and Characterization (2013)Document233 pagesInorganic Micro - and Nanomaterials - Synthesis and Characterization (2013)Juan CubasNo ratings yet
- An Introduction To Textile Finishing (1979)Document597 pagesAn Introduction To Textile Finishing (1979)Juan CubasNo ratings yet
- BASF Report 2012 PDFDocument244 pagesBASF Report 2012 PDFnabaeisNo ratings yet
- Alea StenterDocument474 pagesAlea StenterJuan CubasNo ratings yet
- ASHRAE Student DesignDocument38 pagesASHRAE Student Designkazumiyutori100% (1)
- Additel ADT927 BrochureDocument1 pageAdditel ADT927 BrochureAgus Be PeNo ratings yet
- Human DevelopmentDocument59 pagesHuman DevelopmentAphze Bautista VlogNo ratings yet
- Grama Bharathi: Rural RejuvenationDocument10 pagesGrama Bharathi: Rural RejuvenationVeeru popuriNo ratings yet
- BlablaDocument10 pagesBlablafaridNo ratings yet
- MTS Cladding Detail and Design PDFDocument20 pagesMTS Cladding Detail and Design PDFMeet MakwanaNo ratings yet
- Environmental Studies MicroprojectDocument26 pagesEnvironmental Studies Microproject224 Shinde Ketan80% (5)
- Expansion Tank PDFDocument9 pagesExpansion Tank PDFKrishna Chaitanya KalagaNo ratings yet
- ARDROX 8530 Black Mag InkDocument11 pagesARDROX 8530 Black Mag InkAdamNo ratings yet
- Admiralty LawDocument18 pagesAdmiralty LaweleshoNo ratings yet
- River City Strategy Volume 01 Report Part2 PDFDocument8 pagesRiver City Strategy Volume 01 Report Part2 PDFTjokde DalemNo ratings yet
- The Water Cycle - Docx Info ExplainedDocument2 pagesThe Water Cycle - Docx Info ExplainedWalter Ruiz HRNo ratings yet
- Analele 2012 PDFDocument218 pagesAnalele 2012 PDFGeografieNo ratings yet
- 0457 Global Perspectives: MARK SCHEME For The October/November 2013 SeriesDocument13 pages0457 Global Perspectives: MARK SCHEME For The October/November 2013 SeriesPranav PatchaNo ratings yet
- Plans For Lucknow Airport Existing ScenarioDocument2 pagesPlans For Lucknow Airport Existing ScenarioManinder VirdiNo ratings yet
- CVEN4705 Lec Week8 T32020Document57 pagesCVEN4705 Lec Week8 T32020Cynthia OuyangNo ratings yet
- Depliant EasyPACK enDocument12 pagesDepliant EasyPACK ennomi1873No ratings yet
- Name: Muhammad Awaluddin NRP: 03211640000011 Lab. Assistant: Teuku Rafiandra Lecturer: Alia Damayanti ST., MT., PH.DDocument25 pagesName: Muhammad Awaluddin NRP: 03211640000011 Lab. Assistant: Teuku Rafiandra Lecturer: Alia Damayanti ST., MT., PH.DMLH23No ratings yet
- Ground Water ChemistryDocument22 pagesGround Water ChemistryMaria Zeb AwanNo ratings yet
- Lec 5 Salient Features of Pakistan AgricultureDocument29 pagesLec 5 Salient Features of Pakistan AgricultureJahangir Ali75% (16)
- Industrial TownshipDocument7 pagesIndustrial TownshipkshitijNo ratings yet
- Imbera NeveraDocument162 pagesImbera NeveraRocio MartínezNo ratings yet
- Indonesia Wind MapDocument31 pagesIndonesia Wind MapNanang Aribowo SetiawanNo ratings yet
- Fieldtrip PamphletDocument3 pagesFieldtrip Pamphletapi-290309161No ratings yet
- Trimo Modular Space UnitsDocument2 pagesTrimo Modular Space Unitskzskzs1No ratings yet
- Wave ManualDocument20 pagesWave ManualAnastácio Paggi MatosNo ratings yet
- Sample Spec For AWWA HDPE Pipe Fittings 6.02revDocument6 pagesSample Spec For AWWA HDPE Pipe Fittings 6.02revmg4myNo ratings yet
- Msds Glukosa PDFDocument3 pagesMsds Glukosa PDFDellania Frida Yulita100% (1)
- Group 1 ManuscriptDocument78 pagesGroup 1 Manuscriptchristine ManuelNo ratings yet
- Natural Resources Management Issues in The Korat Basin of Northeast Thailand: An OverviewDocument182 pagesNatural Resources Management Issues in The Korat Basin of Northeast Thailand: An OverviewCPS_IRRINo ratings yet