You might also like
- Alternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome LimitationsDocument6 pagesAlternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome Limitationstahera aqeelNo ratings yet
- Minimizing Fan Energy CostsDocument9 pagesMinimizing Fan Energy Costsmemep1No ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Transonic Radial Compressor Inlet Design: A LohmbergDocument8 pagesTransonic Radial Compressor Inlet Design: A LohmbergEmandi RajeshNo ratings yet
- Cylinder Stretch As A Source of Vibration in Reciprocating CompressorsDocument10 pagesCylinder Stretch As A Source of Vibration in Reciprocating CompressorsJose Luis RattiaNo ratings yet
- 04 - Principles of Screw Compressor DesignDocument11 pages04 - Principles of Screw Compressor Designshyam_anup100% (2)
- Numerical Implications of Solidity and Blade Number On Rotor Performance of Horizontal-Axis Wind TurbinesDocument8 pagesNumerical Implications of Solidity and Blade Number On Rotor Performance of Horizontal-Axis Wind TurbinesNicolás Cristóbal Uzárraga RodríguezNo ratings yet
- CVC JPE984 ColorDocument13 pagesCVC JPE984 ColorChristavie MboungouNo ratings yet
- CompressorsDocument7 pagesCompressorssyedahmedsabirNo ratings yet
- Thermal Design Considerations For Centrifugal Compressor Piping SystemsDocument5 pagesThermal Design Considerations For Centrifugal Compressor Piping SystemsSerge Rinaudo100% (1)
- Muffler CFDDocument11 pagesMuffler CFDfarhath78No ratings yet
- Considerations For Impeller Trimming - Empowering Pumps and EquipmentDocument8 pagesConsiderations For Impeller Trimming - Empowering Pumps and Equipment김기준No ratings yet
- Imp 3Document8 pagesImp 3Justin JosephNo ratings yet
- Micro-Scale Radial-Flow Compressor Impeller Made of Silicon Nitride - Manufacturing and PerformanceDocument10 pagesMicro-Scale Radial-Flow Compressor Impeller Made of Silicon Nitride - Manufacturing and PerformanceKerrie SpenceNo ratings yet
- Turb 135 4 041010Document8 pagesTurb 135 4 041010Moisés SolisNo ratings yet
- Ansient Analysis of A Variable Speed Rotary CompressorDocument11 pagesAnsient Analysis of A Variable Speed Rotary CompressorNguyen Danh TuyenNo ratings yet
- Constant Pressure Vs Variable Pressure OperationDocument6 pagesConstant Pressure Vs Variable Pressure Operationank_mehra100% (1)
- 17 Stroke-Time ControlDocument12 pages17 Stroke-Time ControlTejas JasaniNo ratings yet
- UNIT-V Centrifugal and Axial Flow CompressorsDocument13 pagesUNIT-V Centrifugal and Axial Flow CompressorsMarampalli Shilpa RamyaNo ratings yet
- 3 CsDocument14 pages3 CsRavindra PawarNo ratings yet
- TP 03Document13 pagesTP 03Walid Ben HuseinNo ratings yet
- Case Studies - CS 6Document12 pagesCase Studies - CS 6Adelmo FilhoNo ratings yet
- Micro Gas TurbineDocument8 pagesMicro Gas TurbineRamachandran VenkateshNo ratings yet
- Chapter 4. Principles of Screw Compressor DesignDocument11 pagesChapter 4. Principles of Screw Compressor DesignNgọc Vi CaoNo ratings yet
- Topic No. 6 TURBINE ASSEMBLY WADocument8 pagesTopic No. 6 TURBINE ASSEMBLY WASamarth SNo ratings yet
- CHAPTER 7 Compression of Natural GasDocument42 pagesCHAPTER 7 Compression of Natural Gasfaitholiks841No ratings yet
- Centrifugal Compressor GuidenceDocument4 pagesCentrifugal Compressor GuidenceChem.Engg100% (1)
- Centrifugal PumpDocument13 pagesCentrifugal Pumpafr5364No ratings yet
- StalDocument8 pagesStalzbiornik23100% (1)
- Recommended Approach To Control Vibration From Cylinder Gas ForcesDocument14 pagesRecommended Approach To Control Vibration From Cylinder Gas ForcesKelly Eberle100% (1)
- Vent Axia Vent GuideDocument23 pagesVent Axia Vent GuideblasderNo ratings yet
- Centrifugal Compressors in Ethylene PlantsDocument5 pagesCentrifugal Compressors in Ethylene PlantsForcus onNo ratings yet
- 2.3 ICR Aug 05 - Optimise Fan PerformanceDocument1 page2.3 ICR Aug 05 - Optimise Fan PerformanceKreshnik StratiNo ratings yet
- Design and Optimization of The Impeller On Centrifugal Compressor in Fuel Cell VehicleDocument8 pagesDesign and Optimization of The Impeller On Centrifugal Compressor in Fuel Cell VehicleSuherman MuktiNo ratings yet
- Pneumatic - Book (5-17) PDFDocument13 pagesPneumatic - Book (5-17) PDFibnu100% (1)
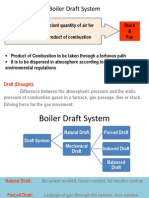
- Boiler Draft SystemDocument56 pagesBoiler Draft SystemAmit Chauhan78% (9)
- Pump and Pump FundamentalsDocument116 pagesPump and Pump FundamentalsraghumnNo ratings yet
- Centrifugal Compressors For CPI Plants PDFDocument4 pagesCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNo ratings yet
- Pump FundamentalsDocument120 pagesPump FundamentalsSenthil SeliyanNo ratings yet
- Introduction To CompressorsDocument30 pagesIntroduction To CompressorsSriram SuryaNo ratings yet
- E Steam TurbineDocument5 pagesE Steam TurbineFahd HatemNo ratings yet
- SMC The PneubookDocument79 pagesSMC The PneubookTisha LaneNo ratings yet
- Compressor Design Mechanical and Electrical PDFDocument44 pagesCompressor Design Mechanical and Electrical PDF임학진No ratings yet
- Shree S Ad Vidya Mandal Inst. of TechnologyDocument23 pagesShree S Ad Vidya Mandal Inst. of TechnologyAnonymous gWKgdUBNo ratings yet
- Centrifugal Pump.......... Very ImpDocument22 pagesCentrifugal Pump.......... Very Impavi07me4uNo ratings yet
- Unit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyDocument22 pagesUnit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyJVCNo ratings yet
- Development of Low-Exergy-Loss, High-Efficiency Chemical EnginesDocument23 pagesDevelopment of Low-Exergy-Loss, High-Efficiency Chemical EnginesIndra Budhi KurniawanNo ratings yet
- Secondary FlowDocument7 pagesSecondary Flowkallurkar23No ratings yet
- May12 GSODocument4 pagesMay12 GSOLluís Vidales SerresNo ratings yet
- A Balanced View of Reciprocating and Screw Compressor EfficiencieDocument7 pagesA Balanced View of Reciprocating and Screw Compressor EfficiencieGeorge Nobre FilhoNo ratings yet
- Fan PerformanceDocument8 pagesFan PerformanceRajeevAgrawalNo ratings yet
- High Speed ComDocument11 pagesHigh Speed Comsayansaesue2514No ratings yet
- Boiler Sliding Pressure ContrlDocument28 pagesBoiler Sliding Pressure ContrlshambhoiNo ratings yet
- Impeller Trim For PumpDocument9 pagesImpeller Trim For PumpkasiNo ratings yet
- Passrucker Endversion Paper JournalDocument10 pagesPassrucker Endversion Paper JournalKirill GrebennikNo ratings yet
- Gas Turbines Finilized SummaryDocument10 pagesGas Turbines Finilized SummaryKrishna Gummadi100% (1)
- Aerodynamic Consideration On Impeller, Diffuser and Volute For Mems Centrifugal CompressorDocument4 pagesAerodynamic Consideration On Impeller, Diffuser and Volute For Mems Centrifugal CompressorHamid Reza RabieiNo ratings yet
- VVNBVNDocument1 pageVVNBVNANILNo ratings yet
- Prototype: Build Review Refine & IterateDocument7 pagesPrototype: Build Review Refine & IterateANILNo ratings yet
- ME GATE 2016 Set 22Document33 pagesME GATE 2016 Set 22Devaraj DevuNo ratings yet
- VVNBVNDocument5 pagesVVNBVNANILNo ratings yet
- L9 Nominal Taguchi 1Document38 pagesL9 Nominal Taguchi 1ANILNo ratings yet
- MCDocument4 pagesMCViral PatelNo ratings yet
- WordlistDocument1 pageWordlistANILNo ratings yet
- CarbideDocument1 pageCarbideANILNo ratings yet
- VW CS 0412 PDFDocument4 pagesVW CS 0412 PDFANILNo ratings yet
- Word ListDocument1 pageWord ListANILNo ratings yet
- My Statement of PurposeDocument1 pageMy Statement of PurposeANILNo ratings yet
- Patent Filing ProcedureDocument34 pagesPatent Filing ProcedureANILNo ratings yet
- OceaneeringDocument1 pageOceaneeringANILNo ratings yet
- Season Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurDocument2 pagesSeason Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurANILNo ratings yet
- Ghalib... (In Hindi)Document36 pagesGhalib... (In Hindi)api-19771339No ratings yet
- Name: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsDocument2 pagesName: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsANILNo ratings yet
- GRE Essay TipsDocument1 pageGRE Essay TipsANILNo ratings yet
- What Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyDocument10 pagesWhat Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyANILNo ratings yet
- 34 NCMCDocument5 pages34 NCMCANILNo ratings yet
- Refrigeration and Airconditioning by S K Mondal T&Q .0001Document133 pagesRefrigeration and Airconditioning by S K Mondal T&Q .0001ANILNo ratings yet
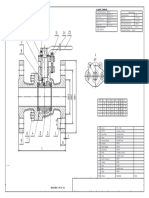
- ASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingDocument1 pageASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingANILNo ratings yet
- Cryogenic RefrigerationDocument7 pagesCryogenic RefrigerationANILNo ratings yet
- BS en 1092Document21 pagesBS en 1092Pranay Kharbe100% (5)
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- Body Language For InterviewDocument5 pagesBody Language For InterviewANILNo ratings yet
- PV Elite Heat Exchanger CalculationsDocument99 pagesPV Elite Heat Exchanger CalculationscbousmuNo ratings yet
- Courses Welingkaronline Org Newlogin Subjectlist PortionDocument1 pageCourses Welingkaronline Org Newlogin Subjectlist PortionANILNo ratings yet
- Club Mahindra Goa Varca Beach FactSheetDocument2 pagesClub Mahindra Goa Varca Beach FactSheetshrinidhik@gmailcomNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- Structure, Biochemistry and Mechanism of Action of Glycopeptide AntibioticsDocument8 pagesStructure, Biochemistry and Mechanism of Action of Glycopeptide Antibioticsl4vfeaokf5No ratings yet
- June 2021 MS - Paper 1 Edexcel Chemistry As-LevelDocument29 pagesJune 2021 MS - Paper 1 Edexcel Chemistry As-Levelbeyofar644No ratings yet
- ch212 Ex5Document6 pagesch212 Ex5nkwaneleNo ratings yet
- Analytical Method of Chlorfenapyr in SCDocument2 pagesAnalytical Method of Chlorfenapyr in SCMeilaDwiputriNo ratings yet
- Are We Really Made of StarsDocument7 pagesAre We Really Made of StarsMerlita TuralbaNo ratings yet
- Ameroid RSR - MSDSDocument9 pagesAmeroid RSR - MSDSASHWINNo ratings yet
- b291-000!02!42-Wsp-0002 Specification For Offshore Pipeline WeldingDocument45 pagesb291-000!02!42-Wsp-0002 Specification For Offshore Pipeline WeldingChris MacMillanNo ratings yet
- Rigorous Steady-State Simulation of Acetone Production Using Aspen Hysys®Document9 pagesRigorous Steady-State Simulation of Acetone Production Using Aspen Hysys®eva apriliaNo ratings yet
- STE Electronics 10-2-1Document11 pagesSTE Electronics 10-2-1Nicole MediodiaNo ratings yet
- Cambridge International AS & A Level: Chemistry 9701/21 October/November 2022Document11 pagesCambridge International AS & A Level: Chemistry 9701/21 October/November 2022momoNo ratings yet
- Quantum Mech RVW 2Document29 pagesQuantum Mech RVW 2ravb12-1No ratings yet
- Free Radical Chlorination by Sulfuryl ChlorideDocument8 pagesFree Radical Chlorination by Sulfuryl Chloridevibhor_26janNo ratings yet
- Pages From Combined QP - Unit 1 Edexcel Physics A-Level-8Document2 pagesPages From Combined QP - Unit 1 Edexcel Physics A-Level-8ieswaheedNo ratings yet
- Mcqs and Seqs of BiochemistryDocument6 pagesMcqs and Seqs of BiochemistrymisbahnazNo ratings yet
- Exp 1,2Document4 pagesExp 1,2NischayNo ratings yet
- M36 Knig9404 Ism C36 PDFDocument25 pagesM36 Knig9404 Ism C36 PDFnorma_jeannNo ratings yet
- Schott Instruments Si Analytics Catalogo Titradores 2017Document57 pagesSchott Instruments Si Analytics Catalogo Titradores 2017Yacine YaninaNo ratings yet
- Chemstry June 2001 - Paper 1Document17 pagesChemstry June 2001 - Paper 1theyaasir100% (2)
- LASAC. Problem Set 2. CE43S4Document16 pagesLASAC. Problem Set 2. CE43S4Karyme MendezNo ratings yet
- SolutionsDocument51 pagesSolutionsSaad MazharNo ratings yet
- Chemical Engineering - Fluid Flow, Heat Transfer and Mass Transfer - Vol. 1 - J. M. Coulson, J. F. Richardson, J. R. Backhurst and J. H. HarkerDocument128 pagesChemical Engineering - Fluid Flow, Heat Transfer and Mass Transfer - Vol. 1 - J. M. Coulson, J. F. Richardson, J. R. Backhurst and J. H. HarkerFlyNarutoFly27100% (2)
- Preview Unit Operations Handbook John J. McKetta PDFDocument77 pagesPreview Unit Operations Handbook John J. McKetta PDFJkarlos TlNo ratings yet
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Document1 pageTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16No ratings yet
- Terragen 2 Water GuideDocument24 pagesTerragen 2 Water Guidejon2002No ratings yet
- Delhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeyDocument6 pagesDelhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeySumukh MullangiNo ratings yet
- Forces Motion VocabDocument15 pagesForces Motion VocabEDWARD TORRES-BALDERASNo ratings yet
- Sample DataDocument4 pagesSample DataNazar JabbarNo ratings yet
- IGCSE Student Revision Power Point Topic 5 - 複本Document16 pagesIGCSE Student Revision Power Point Topic 5 - 複本yt kNo ratings yet
- Body Water, Osmolarity and Ionic Composition of Body Fluids: NotesDocument12 pagesBody Water, Osmolarity and Ionic Composition of Body Fluids: NotesSuci IlhamiNo ratings yet
- The Nano World: Group 3Document20 pagesThe Nano World: Group 3Oliver CollantesNo ratings yet
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 4.5 out of 5 stars4.5/5 (10)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosFrom EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosRating: 5 out of 5 stars5/5 (1)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsFrom EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsRating: 3.5 out of 5 stars3.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsFrom EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNo ratings yet
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- Build Your Own Electronics WorkshopFrom EverandBuild Your Own Electronics WorkshopRating: 3.5 out of 5 stars3.5/5 (3)
- A Mind at Play: How Claude Shannon Invented the Information AgeFrom EverandA Mind at Play: How Claude Shannon Invented the Information AgeRating: 4 out of 5 stars4/5 (53)
- Heat Transfer Engineering: Fundamentals and TechniquesFrom EverandHeat Transfer Engineering: Fundamentals and TechniquesRating: 4 out of 5 stars4/5 (1)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)