You might also like
- KRS 06051181520007 Semester 5 2017-2018Document4 pagesKRS 06051181520007 Semester 5 2017-2018Deni PratiwiNo ratings yet
- KRS 06051181520007 Semester 5 2017-2018Document4 pagesKRS 06051181520007 Semester 5 2017-2018Deni PratiwiNo ratings yet
- Mikrofauna Foraminifera Terumbu Karang S PDFDocument11 pagesMikrofauna Foraminifera Terumbu Karang S PDFDeni PratiwiNo ratings yet
- Us 20150166460 A 1Document9 pagesUs 20150166460 A 1Deni PratiwiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Proper restraint techniques for dogs and catsDocument153 pagesProper restraint techniques for dogs and catsjademattican75% (4)
- HTM 2025 2 (New) Ventilation in HospitalsDocument123 pagesHTM 2025 2 (New) Ventilation in HospitalsArvish RamseebaluckNo ratings yet
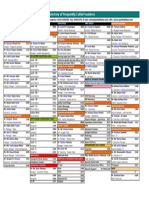
- Directory of Frequently Called Numbers: Maj. Sheikh RahmanDocument1 pageDirectory of Frequently Called Numbers: Maj. Sheikh RahmanEdward Ebb BonnoNo ratings yet
- A. Kumar Aswamy Job Offer LetterDocument1 pageA. Kumar Aswamy Job Offer LetterHimanshu PatelNo ratings yet
- Mufon Ufo JournalDocument21 pagesMufon Ufo JournalSAB78No ratings yet
- ERS M22 PC4 FerryDocument2 pagesERS M22 PC4 FerryouakgoodNo ratings yet
- Sarthak WorksheetDocument15 pagesSarthak Worksheetcyber forensicNo ratings yet
- Farid Jafarov ENG Project FinanceDocument27 pagesFarid Jafarov ENG Project FinanceSky walkingNo ratings yet
- EEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanDocument3 pagesEEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanBELJUNE MARK GALANANNo ratings yet
- Infinite & Finite Slope1Document38 pagesInfinite & Finite Slope1CHUKKALA LEELA RAVALINo ratings yet
- Micdak BackgroundDocument3 pagesMicdak Backgroundappiah ernestNo ratings yet
- Auditor General Insurance Regulation Dec 2011Document23 pagesAuditor General Insurance Regulation Dec 2011Omar Ha-RedeyeNo ratings yet
- MAQUET CARDIOHELP Disposables HLS - Module - Advanced PDFDocument2 pagesMAQUET CARDIOHELP Disposables HLS - Module - Advanced PDFXavi AnpiNo ratings yet
- Solcon Catalog WebDocument12 pagesSolcon Catalog Webquocviet612No ratings yet
- Vaginal Examinations in Labour GuidelineDocument2 pagesVaginal Examinations in Labour GuidelinePooneethawathi Santran100% (1)
- TSS-TS-TATA 2.95 D: For Field Service OnlyDocument2 pagesTSS-TS-TATA 2.95 D: For Field Service OnlyBest Auto TechNo ratings yet
- TDS Versimax HD4 15W40Document1 pageTDS Versimax HD4 15W40Amaraa DNo ratings yet
- ItilDocument11 pagesItilNarendar P100% (2)
- Interface GSKTMTRLBRCHR A4 Int 4webDocument7 pagesInterface GSKTMTRLBRCHR A4 Int 4webROGERIO GUILHERME DE OLIVEIRA MARQUESNo ratings yet
- Universal Basic IncomeDocument31 pagesUniversal Basic IncomeumairahmedbaigNo ratings yet
- LabyrinthDocument4 pagesLabyrinthAyezaZuberyNo ratings yet
- Wastewater Treatment Plant Design PDFDocument68 pagesWastewater Treatment Plant Design PDFmostafa1alaahobaNo ratings yet
- Growing Turmeric: Keys To SuccessDocument4 pagesGrowing Turmeric: Keys To SuccessAnkit ShahNo ratings yet
- Dr. Namrata Misra Head of Bioinnovations at KIIT UniversityDocument1 pageDr. Namrata Misra Head of Bioinnovations at KIIT Universitymanisha maniNo ratings yet
- Switzerland: Food and CultureDocument18 pagesSwitzerland: Food and CultureAaron CoutinhoNo ratings yet
- Cement ReportDocument86 pagesCement ReportSohaibNo ratings yet
- LAST CARGOES AND CLEANINGDocument1 pageLAST CARGOES AND CLEANINGAung Htet KyawNo ratings yet
- RHS NCRPO COVID FormDocument1 pageRHS NCRPO COVID Formspd pgsNo ratings yet
- CERADocument10 pagesCERAKeren Margarette AlcantaraNo ratings yet
- Rockwool 159: 2.2 Insulation ProductsDocument1 pageRockwool 159: 2.2 Insulation ProductsZouhair AIT-OMARNo ratings yet