You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Plant Vs Filter by Diana WalstadDocument6 pagesPlant Vs Filter by Diana WalstadaachuNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- S O S Services Alert Level Help Sheet - REFERENCIALESDocument20 pagesS O S Services Alert Level Help Sheet - REFERENCIALESDavid Poma100% (1)
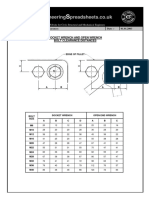
- Bolt Load Tables To BS5950 01.01.03 PDFDocument1 pageBolt Load Tables To BS5950 01.01.03 PDFjakeer7No ratings yet
- Wind Turbines - I. Al-BahadlyDocument664 pagesWind Turbines - I. Al-Bahadlykevin_leigh_1No ratings yet
- Business Plan - A TeahouseDocument6 pagesBusiness Plan - A TeahouseJoe DNo ratings yet
- Aci 351 3R PDFDocument26 pagesAci 351 3R PDFLakshmi PrabhaNo ratings yet
- Aci 351 3R PDFDocument26 pagesAci 351 3R PDFLakshmi PrabhaNo ratings yet
- Analysis and Design of Vertical Vessel FoundationDocument46 pagesAnalysis and Design of Vertical Vessel Foundationjakeer7No ratings yet
- 3 A Sanitary Standards Quick Reference GuideDocument98 pages3 A Sanitary Standards Quick Reference GuideLorettaMayNo ratings yet
- PIP STE03350 Vertical Vessel Foundation Design Guide 12-2008 (Last Upd) PDFDocument33 pagesPIP STE03350 Vertical Vessel Foundation Design Guide 12-2008 (Last Upd) PDFbute79100% (3)
- Ngineering Preadsheets - Co.uk: Analysis of Equal Span Continuous Beams With Uniformly Distributed LoadsDocument1 pageNgineering Preadsheets - Co.uk: Analysis of Equal Span Continuous Beams With Uniformly Distributed Loadsjakeer7No ratings yet
- Mat Foundation 2Document355 pagesMat Foundation 2Wondwosen BelayNo ratings yet
- Mat Foundation 2Document355 pagesMat Foundation 2Wondwosen BelayNo ratings yet
- Process Industry Practices Civil: PIP CVC01015 Civil Design CriteriaDocument17 pagesProcess Industry Practices Civil: PIP CVC01015 Civil Design Criteriajakeer7No ratings yet
- Little: PrinceDocument18 pagesLittle: PrinceNara Serrano94% (18)
- Day 29 Dynamic Analysis Using Response Spectrum MethodDocument9 pagesDay 29 Dynamic Analysis Using Response Spectrum Methodjakeer7No ratings yet
- Seismic Analysis of Multistoried BuildingDocument8 pagesSeismic Analysis of Multistoried Buildingjakeer7No ratings yet
- Seismic Design Load Distribution in Steel FrameDocument8 pagesSeismic Design Load Distribution in Steel Framejakeer7No ratings yet
- Response Spectrum Analysis For Regular Multistory Structure in Seismic Zone IIIDocument6 pagesResponse Spectrum Analysis For Regular Multistory Structure in Seismic Zone IIIjakeer7No ratings yet
- Foundations For Industrial Machines and Earthquake Effects-InfoDocument17 pagesFoundations For Industrial Machines and Earthquake Effects-Infojakeer7No ratings yet
- Dynamic Analysis of Machine Foundation-INFODocument8 pagesDynamic Analysis of Machine Foundation-INFOjakeer7No ratings yet
- A Comparative Analysis On Absolute and SRSSDocument4 pagesA Comparative Analysis On Absolute and SRSSjakeer7No ratings yet
- ASTM Steel GradeDocument1 pageASTM Steel GradeRaymondLeungNo ratings yet
- Structural AnalysisDocument42 pagesStructural Analysisjakeer7No ratings yet
- ASTM Steel GradeDocument1 pageASTM Steel GradeRaymondLeungNo ratings yet
- ASTM Steel GradeDocument1 pageASTM Steel GradeRaymondLeungNo ratings yet
- Machine TypesDocument25 pagesMachine TypesAnonymous xcFcOgMiNo ratings yet
- Esdep Lecture Note (Wg15a) PDFDocument10 pagesEsdep Lecture Note (Wg15a) PDFjakeer7No ratings yet
- Analysis of Structural Member Systems - Jerome J. Connor PDFDocument617 pagesAnalysis of Structural Member Systems - Jerome J. Connor PDFDiego Leonel Suárez Vásquez100% (1)
- Bolt Clearances 01.01.03Document1 pageBolt Clearances 01.01.03jakeer7No ratings yet
- Esdep Lecture Note (Wg15a) PDFDocument10 pagesEsdep Lecture Note (Wg15a) PDFjakeer7No ratings yet
- Plastic Section ModulusDocument1 pagePlastic Section Modulusjakeer7No ratings yet
- Bolt Capacity Diagrams To BS5950 01.01.03 PDFDocument1 pageBolt Capacity Diagrams To BS5950 01.01.03 PDFjakeer7No ratings yet
- Typical Mat Foundation Design ProcedureDocument7 pagesTypical Mat Foundation Design Procedurejakeer7No ratings yet
- Yojananov 2021Document67 pagesYojananov 2021JackNo ratings yet
- 30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Document64 pages30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Trần MaiNo ratings yet
- Enhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Document8 pagesEnhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Chandigarh PhilosophersNo ratings yet
- Bankers ChoiceDocument18 pagesBankers ChoiceArchana ThirunagariNo ratings yet
- Matokeo CBDocument4 pagesMatokeo CBHubert MubofuNo ratings yet
- Geopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalDocument7 pagesGeopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalKATERINENo ratings yet
- Written Report in Instructional PlanningDocument6 pagesWritten Report in Instructional PlanningRose Aura HerialesNo ratings yet
- Name: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Document2 pagesName: Mercado, Kath DATE: 01/15 Score: Activity Answer The Following Items On A Separate Sheet of Paper. Show Your Computations. (4 Items X 5 Points)Kathleen MercadoNo ratings yet
- Corregidor Title DefenseDocument16 pagesCorregidor Title DefenseJaydee ColadillaNo ratings yet
- A Vision System For Surface Roughness Characterization Using The Gray Level Co-Occurrence MatrixDocument12 pagesA Vision System For Surface Roughness Characterization Using The Gray Level Co-Occurrence MatrixPraveen KumarNo ratings yet
- GSM Radio ConceptsDocument3 pagesGSM Radio ConceptsMD SahidNo ratings yet
- Tso C197Document6 pagesTso C197rdpereirNo ratings yet
- Saes T 883Document13 pagesSaes T 883luke luckyNo ratings yet
- Ultrasonic Based Distance Measurement SystemDocument18 pagesUltrasonic Based Distance Measurement SystemAman100% (2)
- Bahan Ajar Application LetterDocument14 pagesBahan Ajar Application LetterNevada Setya BudiNo ratings yet
- Free PDF To HPGL ConverterDocument2 pagesFree PDF To HPGL ConverterEvanNo ratings yet
- Chanakya: For The Indian Television Series Based On His Life, SeeDocument11 pagesChanakya: For The Indian Television Series Based On His Life, SeeTrinadh CrazyguyNo ratings yet
- Starbucks Progressive Web App: Case StudyDocument2 pagesStarbucks Progressive Web App: Case StudyYesid SuárezNo ratings yet
- DU Series MCCB CatalogueDocument8 pagesDU Series MCCB Cataloguerobinknit2009No ratings yet
- Hansen Aise Im Ch12Document66 pagesHansen Aise Im Ch12Rizki19maretNo ratings yet
- Fish Culture in Ponds: Extension Bulletin No. 103Document32 pagesFish Culture in Ponds: Extension Bulletin No. 103Bagas IndiantoNo ratings yet
- Blank FacebookDocument2 pagesBlank Facebookapi-355481535No ratings yet
- Andromeda: Druid 3 Warborn06Document5 pagesAndromeda: Druid 3 Warborn06AlanNo ratings yet
- 2018 H2 JC1 MSM Differential Equations (Solutions)Document31 pages2018 H2 JC1 MSM Differential Equations (Solutions)VincentNo ratings yet