You might also like
- Mapa de CalorDocument2 pagesMapa de CalorRossely TarazonaNo ratings yet
- Certificado 4Document1 pageCertificado 4Rossely TarazonaNo ratings yet
- Certificado 1Document1 pageCertificado 1Rossely TarazonaNo ratings yet
- Certificado 2Document1 pageCertificado 2Rossely TarazonaNo ratings yet
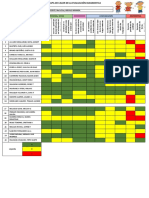
- Resultados de La Evaluaciòn DiagnósticaDocument7 pagesResultados de La Evaluaciòn DiagnósticaRossely TarazonaNo ratings yet
- Certificado 3Document1 pageCertificado 3Rossely TarazonaNo ratings yet
- Crianza de CuyesDocument1 pageCrianza de CuyesRossely TarazonaNo ratings yet
- Informe de MantenimientoDocument21 pagesInforme de MantenimientoRossely TarazonaNo ratings yet
- Informe Evaluación-DiagnósticaDocument6 pagesInforme Evaluación-DiagnósticaRossely TarazonaNo ratings yet
- BuenasDocument1 pageBuenasRossely TarazonaNo ratings yet
- ROPA2Document31 pagesROPA2Rossely TarazonaNo ratings yet
- Caso de Estudio EnceDocument9 pagesCaso de Estudio EnceRossely TarazonaNo ratings yet
- PRIMERA CLASE DE DERECHO EMPRESARIAL 2013 II Copia 141106090936 Conversion Gate02 PDFDocument29 pagesPRIMERA CLASE DE DERECHO EMPRESARIAL 2013 II Copia 141106090936 Conversion Gate02 PDFRossely TarazonaNo ratings yet
- Liderazgo PersonalDocument2 pagesLiderazgo PersonalRossely TarazonaNo ratings yet
- La MateriaDocument7 pagesLa MateriaRossely TarazonaNo ratings yet
- ROPA2Document31 pagesROPA2Rossely TarazonaNo ratings yet
- Liderazgo PersonalDocument2 pagesLiderazgo PersonalRossely TarazonaNo ratings yet
- Porter KaoryDocument12 pagesPorter KaoryRossely TarazonaNo ratings yet
- Apéndice CDocument3 pagesApéndice CRossely TarazonaNo ratings yet
- Derecho TributarioDocument61 pagesDerecho TributariosteffanyNo ratings yet
- Libro SegundoDocument8 pagesLibro SegundoRossely TarazonaNo ratings yet
- Diseño OrganizacionalDocument3 pagesDiseño OrganizacionalRossely Tarazona0% (1)
- Diseño OrganizacionalDocument3 pagesDiseño OrganizacionalRossely Tarazona0% (1)
- Examen Final Legislacion Empresarial y Tributaria Universidad Nacional de AncashDocument2 pagesExamen Final Legislacion Empresarial y Tributaria Universidad Nacional de AncashRossely TarazonaNo ratings yet
- Control de Asistencia - PongorDocument7 pagesControl de Asistencia - PongorRossely TarazonaNo ratings yet
- Recorrido Del TallerDocument32 pagesRecorrido Del TallerRossely TarazonaNo ratings yet
- TEROTECNOLOGIADocument16 pagesTEROTECNOLOGIARossely Tarazona100% (3)
- Plan Anual SST 2015Document30 pagesPlan Anual SST 2015RonaldCuadrosNo ratings yet
- Exámen Parcial AutoDocument53 pagesExámen Parcial AutoRossely Tarazona0% (1)
- Sierra Andina Prueba de La Mediana FinalDocument32 pagesSierra Andina Prueba de La Mediana FinalRossely TarazonaNo ratings yet
- Practica 3 1846463 Lab MaquinabilidadDocument9 pagesPractica 3 1846463 Lab MaquinabilidadJavier LoeraNo ratings yet
- PRACTICA No 1 PROCESOS DE MAQUINADO PDFDocument39 pagesPRACTICA No 1 PROCESOS DE MAQUINADO PDFRaul Garcia AdameNo ratings yet
- Aporte Katherine ParraDocument5 pagesAporte Katherine Parracpequeno06No ratings yet
- Maquinado de MetalesDocument20 pagesMaquinado de MetalesAdri AguilarNo ratings yet
- Maquinas de CorteDocument6 pagesMaquinas de Cortevaleria herediaNo ratings yet
- Cómo Afilar Herramientas de Corte de Torno U50Document2 pagesCómo Afilar Herramientas de Corte de Torno U50Orlyann Ortiz Rios50% (4)
- 10-1 Teoria de Corte ModelosDocument30 pages10-1 Teoria de Corte ModelosjoaquinNo ratings yet
- PRACTICA 3 Geometria de Herramientas de CortfDocument6 pagesPRACTICA 3 Geometria de Herramientas de CortfAlejandro MarinNo ratings yet
- TP3 - Insertos - 2021Document6 pagesTP3 - Insertos - 2021Agustin VeraNo ratings yet
- Angulo de AtaqueDocument23 pagesAngulo de AtaqueHumberto AnguloNo ratings yet
- Teoría Del CorteDocument48 pagesTeoría Del CorteStevenNo ratings yet
- Tecnicas de MecanizadoDocument151 pagesTecnicas de MecanizadoCristian Vega100% (2)
- Buriles-Angulos de AfiladoDocument4 pagesBuriles-Angulos de AfiladoХосе Фернандо0% (2)
- Torno TaladroDocument64 pagesTorno TaladroYaicelysAndreinaCañaBelloNo ratings yet
- Proceso de Espigado y LijadoDocument9 pagesProceso de Espigado y LijadoMichael Trujillo AriasNo ratings yet
- Mejora de Procesos de Carpintería en MaderaDocument44 pagesMejora de Procesos de Carpintería en MaderaJuanito Goin100% (1)
- Mantenimiento A Procesos de Manufactura (UNIDAD II) PDFDocument17 pagesMantenimiento A Procesos de Manufactura (UNIDAD II) PDFObeth Alcudia50% (2)
- Principales Operaciones Del Torno PDFDocument16 pagesPrincipales Operaciones Del Torno PDFEdwin BladimirNo ratings yet
- Dialnet DeterminacionDeMaterialYCondicionesDeTrabajoDelTor 4835433 PDFDocument8 pagesDialnet DeterminacionDeMaterialYCondicionesDeTrabajoDelTor 4835433 PDFDiego Di CalderónNo ratings yet
- Formacion de Viruta Real Teroica y Temperatura de CorteDocument15 pagesFormacion de Viruta Real Teroica y Temperatura de Corteveronica basalduaNo ratings yet
- Trabajo de Torno (Meyler - Castro)Document6 pagesTrabajo de Torno (Meyler - Castro)Iskender javier Hernández torrezNo ratings yet
- Informe YefriDocument22 pagesInforme YefriKaren Johanna Ramos PazNo ratings yet
- GLOSARIO 275e9683f26fc58Document14 pagesGLOSARIO 275e9683f26fc58AndresNo ratings yet
- Los Procesos No Convencionales de Mecanizado Dan Respuesta A Los Nuevos Problemas Planteados en El Mecanizado de Materiales de Baja Maquinabilidad y Especificaciones Extremas de FormaDocument4 pagesLos Procesos No Convencionales de Mecanizado Dan Respuesta A Los Nuevos Problemas Planteados en El Mecanizado de Materiales de Baja Maquinabilidad y Especificaciones Extremas de FormaAldo AlarconNo ratings yet
- Procedimiento para Mecanizar Un EjeDocument5 pagesProcedimiento para Mecanizar Un EjeTechNationTaZz gamerNo ratings yet
- FS 120 120 R 250 PDFDocument104 pagesFS 120 120 R 250 PDFTarso BrasilNo ratings yet
- Fundamentos de MaquinadoDocument35 pagesFundamentos de MaquinadogeneNo ratings yet
- Invesgacion AppaDocument41 pagesInvesgacion AppaAxel AguirreNo ratings yet
- Las Piezas Mecanizadas Se Pueden Clasificar Como Rotacionales o No RotacionalesDocument3 pagesLas Piezas Mecanizadas Se Pueden Clasificar Como Rotacionales o No RotacionalesNiko PteNo ratings yet
- Cuestionario Resuelto Tecnologias de La Herramienta de CorteDocument5 pagesCuestionario Resuelto Tecnologias de La Herramienta de CorteJORGE ENRIQUE GUTIERREZ ROLDAN0% (1)