You might also like
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- ASTM A153-A153M - 2016a enDocument5 pagesASTM A153-A153M - 2016a enszafak100% (3)
- AISI Codes, Standards and Design Guides On Cold-Formed Steel FramingDocument11 pagesAISI Codes, Standards and Design Guides On Cold-Formed Steel FramingMahandhika PutraNo ratings yet
- Astm A435 2012 PDFDocument2 pagesAstm A435 2012 PDFJavier Ricardo Romero Bohorquez33% (3)
- Ul 142 PDFDocument92 pagesUl 142 PDFingalejos33% (3)
- Astm F 2329Document5 pagesAstm F 2329haharameshNo ratings yet
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDocument8 pagesAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification Forsafak kahramanNo ratings yet
- 2016 Book TheZincBromineFlowBatteryDocument113 pages2016 Book TheZincBromineFlowBatteryraghu7862No ratings yet
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDocument8 pagesQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded Fastenersist93993No ratings yet
- Aisi 1008 Carbon Steel (Uns g10080)Document3 pagesAisi 1008 Carbon Steel (Uns g10080)parasite01100% (1)
- Astm A780Document4 pagesAstm A780Zuleima ulacio100% (3)
- Aqa Chemistry Using Resources Knowit Gcse H v1Document86 pagesAqa Chemistry Using Resources Knowit Gcse H v1Hossam ElorabyNo ratings yet
- Astm A 6 PDFDocument64 pagesAstm A 6 PDFAndrés100% (2)
- Astm A780 PDFDocument4 pagesAstm A780 PDFFu Ad100% (1)
- Presentation Zinc Primers Jotun Oct07Document35 pagesPresentation Zinc Primers Jotun Oct07Mikku KattaNo ratings yet
- Astm A653 A653mDocument1 pageAstm A653 A653mGangadhar YeddalaNo ratings yet
- Astm A307Document6 pagesAstm A307thakrarhits100% (3)
- A307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile StrengthDocument6 pagesA307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile Strengthmasv792512No ratings yet
- Steel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Alloy, Carbon, Structural, High-Strength Low-Alloy, and High-Strength Low-Alloy With Improved Formability, General Requirements ForDocument11 pagesSteel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Alloy, Carbon, Structural, High-Strength Low-Alloy, and High-Strength Low-Alloy With Improved Formability, General Requirements ForDarwin DarmawanNo ratings yet
- Fertility FoodsDocument23 pagesFertility FoodsKyle J. Norton100% (2)
- Astm F436M - 2016 PDFDocument8 pagesAstm F436M - 2016 PDFMuhammad Reza SeptyansyahNo ratings yet
- Fence Fittings: Standard Specification ForDocument5 pagesFence Fittings: Standard Specification ForEnriqueVe100% (1)
- Astm A153Document5 pagesAstm A153Hanzel RodriguezNo ratings yet
- A525-79 11770Document10 pagesA525-79 11770Oscar ÁlvarezNo ratings yet
- Astm F593 PDFDocument1 pageAstm F593 PDFBilly DNo ratings yet
- Astm B6-09Document3 pagesAstm B6-09samynathan_bvsNo ratings yet
- Astm A709Document9 pagesAstm A709Jose Rueda100% (3)
- Astm A449Document1 pageAstm A449Vitor Rigueira de GodoyNo ratings yet
- 175 026100Document2 pages175 026100Abu Anas M.SalaheldinNo ratings yet
- Astm F2329 F2329M-15 PDFDocument5 pagesAstm F2329 F2329M-15 PDFEdwinMauricioMacabeoNo ratings yet
- SSPC Pa 14Document6 pagesSSPC Pa 14mithileshNo ratings yet
- Astm A325 PDFDocument8 pagesAstm A325 PDFRameez Bilwani100% (1)
- A307 PDFDocument6 pagesA307 PDFmuthunayakeNo ratings yet
- Tank Vessel HandbookDocument76 pagesTank Vessel HandbooklsgmzNo ratings yet
- New Company Profile PT - Graha Jaya Pratama KinerjaDocument16 pagesNew Company Profile PT - Graha Jaya Pratama KinerjaSetyorini Safitri67% (3)
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375No ratings yet
- Astm A153Document5 pagesAstm A153Gurkan100% (1)
- Astm A394 PDFDocument6 pagesAstm A394 PDFedue slip100% (1)
- Astm A123 PDFDocument2 pagesAstm A123 PDFবিপ্লব পাল67% (6)
- Astm A 153M-05Document5 pagesAstm A 153M-05MritunjayNo ratings yet
- Astm F1470-19Document6 pagesAstm F1470-19Gary CabelloNo ratings yet
- Astm A283 PDFDocument2 pagesAstm A283 PDFrodriguez.gaytan88% (8)
- ASTM A36-A36M-2008 Standard Specification For Carbon Structural Steel PDFDocument3 pagesASTM A36-A36M-2008 Standard Specification For Carbon Structural Steel PDFmasv792512100% (2)
- EAF DustTreatment ByNewProcessDocument11 pagesEAF DustTreatment ByNewProcessAgustine Setiawan100% (1)
- Astm A153-A153m-05Document5 pagesAstm A153-A153m-05Nadhira100% (1)
- Astm F1554-2007 PDFDocument10 pagesAstm F1554-2007 PDFMuhammad Reza SeptyansyahNo ratings yet
- Astm A759 PDFDocument3 pagesAstm A759 PDFCristian OtivoNo ratings yet
- Astm A123-17Document9 pagesAstm A123-17TAEWARAT RAKRUANGNo ratings yet
- Astm A325Document8 pagesAstm A325Jose M-h0% (1)
- A924A924M 17aDocument13 pagesA924A924M 17aalucard375No ratings yet
- ASTM A792-10 Specification GalvalumeDocument6 pagesASTM A792-10 Specification GalvalumeSaurabh Gupta0% (1)
- Astm A 153 GalvanizadoDocument3 pagesAstm A 153 GalvanizadoVernon Jiménez FonsecaNo ratings yet
- Astm A123 2013 PDFDocument8 pagesAstm A123 2013 PDFjoao carlos protz100% (2)
- Astm B6 2009 PDFDocument3 pagesAstm B6 2009 PDFJavier Ricardo Romero Bohorquez71% (7)
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForOscar Rodrigo LopezNo ratings yet
- A 148 - A 148M - 15a PDFDocument5 pagesA 148 - A 148M - 15a PDFphaindikaNo ratings yet
- Astm D2729 PDFDocument2 pagesAstm D2729 PDFShan Adrias100% (1)
- Astm A 307Document6 pagesAstm A 307jeigocNo ratings yet
- Astm A449Document9 pagesAstm A449Sameercmore0% (1)
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument2 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelSofiaJabadanEspulgarNo ratings yet
- Astm A709 A709m PDFDocument3 pagesAstm A709 A709m PDFBernathTurnipNo ratings yet
- ASTM A615-A615M-06aDocument6 pagesASTM A615-A615M-06aNadhiraNo ratings yet
- Astm A123 PDFDocument7 pagesAstm A123 PDFAmerico Molina100% (4)
- ASTM A 499 - 89 Standard Specs For Steel BArs and Shapes, CArbon Rolled From T Rails PDFDocument4 pagesASTM A 499 - 89 Standard Specs For Steel BArs and Shapes, CArbon Rolled From T Rails PDFpolarisNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument4 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification FormarcoNo ratings yet
- Astm A 153pdfDocument4 pagesAstm A 153pdfrmsa17No ratings yet
- A153 PDFDocument4 pagesA153 PDFfernandoraiasaNo ratings yet
- Norma A 153 (Ingles)Document4 pagesNorma A 153 (Ingles)Ivo GeceleNo ratings yet
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocument5 pagesZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForJithu KareemNo ratings yet
- ASTM A153-03 - Zinc Coating (Hot-Dip) On Iron and Steel HardwareDocument4 pagesASTM A153-03 - Zinc Coating (Hot-Dip) On Iron and Steel HardwareMelissa SammyNo ratings yet
- API 650-2016 12th (Annex T)Document4 pagesAPI 650-2016 12th (Annex T)Farhan PutraNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerKashif MemonNo ratings yet
- API IX PaperDocument7 pagesAPI IX Papermahmoud hegazyNo ratings yet
- MIL-DTL-64159 - Chemical Agent Resistant CoatingDocument27 pagesMIL-DTL-64159 - Chemical Agent Resistant Coatingformick71No ratings yet
- Autumn 2 Y8 Pathway XDocument47 pagesAutumn 2 Y8 Pathway XH ChowdreyNo ratings yet
- Zinc Alloy Coated Steel Wire With High Corrosion Resistance: Nippon Steel Technical Report No. 96 July 2007Document5 pagesZinc Alloy Coated Steel Wire With High Corrosion Resistance: Nippon Steel Technical Report No. 96 July 2007José SierraNo ratings yet
- Her Dreary PDFDocument3 pagesHer Dreary PDFNanin RaoNo ratings yet
- Cobalt Sulphate TCDocument1 pageCobalt Sulphate TCRahul SinghNo ratings yet
- Metal Mine Rock and Waste Characterization Tools: An OverviewDocument31 pagesMetal Mine Rock and Waste Characterization Tools: An OverviewEduardoCastroNo ratings yet
- Exploding BubblesDocument3 pagesExploding BubblesShaunNo ratings yet
- Non-Ferrous MetalsDocument26 pagesNon-Ferrous MetalsNicole May Dela CruzNo ratings yet
- Biosynthesis and Characterization of Zinc Oxide Nanoparticles Using Onion Bulb ExtractDocument9 pagesBiosynthesis and Characterization of Zinc Oxide Nanoparticles Using Onion Bulb ExtractEditor IJTSRDNo ratings yet
- Desulfurization by Hot Zinc OxideDocument2 pagesDesulfurization by Hot Zinc OxideFaris HamidiNo ratings yet
- My TestDocument38 pagesMy TestkrisnuNo ratings yet
- Brass Microstructure For Metallurgy LabDocument7 pagesBrass Microstructure For Metallurgy LabSelvaraj0% (1)
- HP Radiance Az PDFDocument6 pagesHP Radiance Az PDFhumbertotorresrNo ratings yet
- Determination of Heavy Metals in Tilapia Using Various Digestion MethodsDocument11 pagesDetermination of Heavy Metals in Tilapia Using Various Digestion MethodsFernandoNo ratings yet
- Her DrearyDocument3 pagesHer DrearyMiera Yushira Yusoff67% (6)
- Super Battery - Summary - Capstone Design Project - University of Oklahoma - Spring 2003 - Babbs, Dionisio, Figaro, Hursh, KrutkaDocument9 pagesSuper Battery - Summary - Capstone Design Project - University of Oklahoma - Spring 2003 - Babbs, Dionisio, Figaro, Hursh, Krutkahbpr9999100% (1)
- List of Inorganic Compounds - WikipediaDocument93 pagesList of Inorganic Compounds - WikipediaSushil kumar NagNo ratings yet
- MicronutrientDocument22 pagesMicronutrientSintayehu YeniewNo ratings yet
- BEC Multi Choice Chem and PhysicsDocument56 pagesBEC Multi Choice Chem and PhysicsJannine Joyce Bergonio100% (2)
- MN Metallurgy ReviewDocument18 pagesMN Metallurgy ReviewMehdi AğayiNo ratings yet
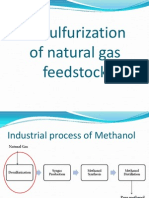
- Desulfurization of Natural Gas FeedstockDocument10 pagesDesulfurization of Natural Gas FeedstockShalu Princess Diksh100% (1)
- Inmed Animal Health - XLSX SheetDocument27 pagesInmed Animal Health - XLSX SheetInmed AnimalNo ratings yet
- Article Nernst Equation PDFDocument8 pagesArticle Nernst Equation PDFMiguel BrionesNo ratings yet