You might also like
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
- Presentation 4Document34 pagesPresentation 4Amaterasu Susanoo TsukuyomiNo ratings yet
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- EXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CycleDocument9 pagesEXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CyclegowthamakNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Chap5-Numerical ControlDocument32 pagesChap5-Numerical ControljojoNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Summary Report: RitikDocument35 pagesSummary Report: Ritikshivam modanwalNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Phases of A CNC Program1Document5 pagesPhases of A CNC Program1jebishaNo ratings yet
- Makino Basic ProgrammingDocument104 pagesMakino Basic ProgrammingAPSARAUSA100% (8)
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- Computer Aided Engineering: Assignment On CNC ProgrammingDocument13 pagesComputer Aided Engineering: Assignment On CNC ProgrammingShaswata BoseNo ratings yet
- Heritage Institute of Technology: Department of Mechanical EngineeringDocument8 pagesHeritage Institute of Technology: Department of Mechanical EngineeringSwapnil DeyNo ratings yet
- Experiment 6 - CNC Programing-MillingDocument9 pagesExperiment 6 - CNC Programing-MillingG. Dancer GhNo ratings yet
- 20J3XB - Programming - EN M80 VER00Document142 pages20J3XB - Programming - EN M80 VER00maxvelyrNo ratings yet
- Lathe NotesDocument48 pagesLathe NotesMOUSIN PASHANo ratings yet
- Haas TM-1P Vertical CNC Machining CenterDocument3 pagesHaas TM-1P Vertical CNC Machining CenterSabir AliNo ratings yet
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocument33 pagesUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNo ratings yet
- CNC Mill Programming PDF MDocument35 pagesCNC Mill Programming PDF Mcappo.draganoneNo ratings yet
- CAM Lab Manual PDFDocument110 pagesCAM Lab Manual PDFyuvaraj4509No ratings yet
- Chapter 3.CNC Part ProgrammingDocument61 pagesChapter 3.CNC Part ProgrammingDr. Vivek SrivastavaNo ratings yet
- FGDocument22 pagesFGRishabh PandeyNo ratings yet
- CNC ProgrammingDocument48 pagesCNC Programminglakshmichandranath889No ratings yet
- FanucDocument10 pagesFanucgigofive66No ratings yet
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- Chapter 3.Cnc Part ProgrammingDocument61 pagesChapter 3.Cnc Part Programminghari0118No ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- Turning Part ProgramDocument21 pagesTurning Part Programtayalpunit196524No ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- Topic-Basic Concept of CNC Machine and Programing: Jyoti CNC Automation Pvt. LTDDocument15 pagesTopic-Basic Concept of CNC Machine and Programing: Jyoti CNC Automation Pvt. LTDVijay DharajiyaNo ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- Basic G and M CodesDocument1 pageBasic G and M Codeskrish0690No ratings yet
- Reading Assignments:: Automation of Manufacturing ProcessesDocument11 pagesReading Assignments:: Automation of Manufacturing ProcessessigmasundarNo ratings yet
- CNC MillingDocument4 pagesCNC Millingkishore nandyalaNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Unit 4CADMDocument62 pagesUnit 4CADMSurulivelrajantNo ratings yet
- CNC Project MIME2650 Summer 2020Document4 pagesCNC Project MIME2650 Summer 2020asifNo ratings yet
- Sirius7040 AllDocument50 pagesSirius7040 AllVantu-Voiculescu CristiNo ratings yet
- CHAPTER 8manual Part ProgrammingDocument111 pagesCHAPTER 8manual Part ProgrammingHrishikesh deshpandeNo ratings yet
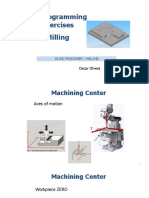
- 10 CNC Prog Exerc - Milling PDFDocument29 pages10 CNC Prog Exerc - Milling PDFMaritza RuizNo ratings yet
- Lecture of CNC ProgramDocument29 pagesLecture of CNC ProgramMargam Kiran KumarNo ratings yet
- GL Huyett EngineeringHandbookDocument95 pagesGL Huyett EngineeringHandbookSwetha PattelaNo ratings yet
- Tilt Angle CalculationDocument5 pagesTilt Angle CalculationCharyNo ratings yet
- K-Map LessonsDocument32 pagesK-Map LessonsmikkoNo ratings yet
- GbasssDocument1 pageGbasssArbi Yuda PamungkasNo ratings yet
- Med 4 TH Year Syllabus-16 PDFDocument58 pagesMed 4 TH Year Syllabus-16 PDFVishal VeeraNo ratings yet
- AwsdfgDocument1 pageAwsdfgCharyNo ratings yet
- White Board DealersDocument2 pagesWhite Board DealersCharyNo ratings yet
- BicycleDocument39 pagesBicycleCharyNo ratings yet
- Orca FlexDocument402 pagesOrca FlexThangiPandian1985No ratings yet
- Ground Effect Aerodynamics of Race CarsDocument17 pagesGround Effect Aerodynamics of Race CarsTochi Krishna Abhishek100% (1)
- Selection of Sensors For Hydro-Active Suspension System of Passenger Car With Input-Output Pairing ConsiderationsDocument9 pagesSelection of Sensors For Hydro-Active Suspension System of Passenger Car With Input-Output Pairing ConsiderationsCharyNo ratings yet
- FC Jhgityfyfu JHV JHGV HVJHDocument1 pageFC Jhgityfyfu JHV JHGV HVJHCharyNo ratings yet
- Pneumatic Suspension System in The Audi A6 Design and FunctionDocument64 pagesPneumatic Suspension System in The Audi A6 Design and Functionerdef100% (1)
- ChannelsDocument12 pagesChannelsCharyNo ratings yet
- Structural WeightDocument2 pagesStructural WeightCharyNo ratings yet
- Toyota Torque Converter TrainingDocument15 pagesToyota Torque Converter TrainingBruce Truax100% (2)
- IntroArduinoBook PDFDocument172 pagesIntroArduinoBook PDFAndrew TeohNo ratings yet
- White Board DealersDocument1 pageWhite Board DealersCharyNo ratings yet
- Capral Extrusion Catalogue - Vol4Document144 pagesCapral Extrusion Catalogue - Vol4maaathanNo ratings yet
- Account NGDocument25 pagesAccount NGCharyNo ratings yet
- Power Plant Economics PDFDocument13 pagesPower Plant Economics PDFYalamanchili Singam ChowdaryNo ratings yet
- DGDFGFDGHDDocument1 pageDGDFGFDGHDCharyNo ratings yet
- DGDFGFDGHDDocument1 pageDGDFGFDGHDCharyNo ratings yet
- Unit Iii Hydromatic Drive: Fluid Coupling ConverterDocument44 pagesUnit Iii Hydromatic Drive: Fluid Coupling ConverterGuruLakshmiNo ratings yet
- Table of Contents Subsea EnggDocument2 pagesTable of Contents Subsea EnggCharyNo ratings yet
- AHPDocument3 pagesAHPCharyNo ratings yet
- AHPDocument3 pagesAHPCharyNo ratings yet
- Problems On Trains-FormulaeDocument2 pagesProblems On Trains-Formulaesai pranayNo ratings yet
- Aerospace & Defense Isolator Catalog: Vibration, Shock & Motion Control ProductsDocument148 pagesAerospace & Defense Isolator Catalog: Vibration, Shock & Motion Control ProductsCharyNo ratings yet
- Strength Analysis On Honeycomb Sandwich Panels of Different Materials PDFDocument10 pagesStrength Analysis On Honeycomb Sandwich Panels of Different Materials PDFCharyNo ratings yet
- LH1402 - 10013 MBLDocument48 pagesLH1402 - 10013 MBLSzaby Kalman100% (2)
- Astm A 564-A 564M-2004 R2009Document7 pagesAstm A 564-A 564M-2004 R2009yzmouseNo ratings yet
- Manual Squeeze Off ToolsDocument4 pagesManual Squeeze Off ToolsFootage Tools IncNo ratings yet
- The Chopper Builders Handbook Notch-O-Matic' Tube Notcher The DesignDocument26 pagesThe Chopper Builders Handbook Notch-O-Matic' Tube Notcher The Designgww25100% (2)
- Internship Main Report FormatDocument25 pagesInternship Main Report FormatGoogle BoTNo ratings yet
- CASES (Labor)Document65 pagesCASES (Labor)Mica VillaNo ratings yet
- Improvement in The Surface Quality of Ball Bearing Steel Rounds at Bar MillDocument5 pagesImprovement in The Surface Quality of Ball Bearing Steel Rounds at Bar MillEvren ÇaprazNo ratings yet
- Alpha ST 320 S2 Instruction ManualDocument138 pagesAlpha ST 320 S2 Instruction ManualjocimarNo ratings yet
- Kashmir IspatDocument20 pagesKashmir IspatMj PayalNo ratings yet
- Rolling Defects ReportDocument4 pagesRolling Defects ReportMohamed AlkharashyNo ratings yet
- Minimizacion de Defectos Superficiales e PDFDocument8 pagesMinimizacion de Defectos Superficiales e PDFrickhuezoNo ratings yet
- Pipe and Tube Manufacturing and Wire - Tube Drawing-1Document51 pagesPipe and Tube Manufacturing and Wire - Tube Drawing-1jayNo ratings yet
- 904L Round BarDocument4 pages904L Round BarSP METALNo ratings yet
- Rolling DefectsDocument4 pagesRolling DefectsSachith Praminda Rupasinghe100% (2)
- TCS Performance Products Catalog 2015Document36 pagesTCS Performance Products Catalog 2015scribdfourmeNo ratings yet
- Chaudhry Steel Re-Rolling Mills Limited: Consultant To The IssueDocument8 pagesChaudhry Steel Re-Rolling Mills Limited: Consultant To The IssueAbdul Wahaab KhokharNo ratings yet
- ME2309 CAD CAM Lab Manual PDFDocument39 pagesME2309 CAD CAM Lab Manual PDFAnonymous bj8F8c100% (1)
- Layup ToolingDocument47 pagesLayup ToolingGrittyBurnsNo ratings yet
- 126 Best Lathe AccessoriesDocument129 pages126 Best Lathe Accessoriesnickhofen100% (1)
- Borestore CatalogDocument64 pagesBorestore Catalogmostafafouad197077230% (1)
- Carrillo KatalogDocument132 pagesCarrillo KatalogPeter MarksNo ratings yet
- Iso 4967Document38 pagesIso 4967Carlos JrpNo ratings yet
- Aluminum Extrusion Equipment Manufacturers and SuppliersDocument18 pagesAluminum Extrusion Equipment Manufacturers and SuppliersRam sevakNo ratings yet
- Tubacex Catalogue 2015Document28 pagesTubacex Catalogue 2015Nguyen HaiNo ratings yet
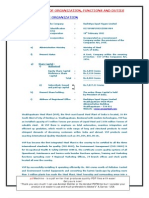
- Particulars of Organization, Functions and DutiesDocument21 pagesParticulars of Organization, Functions and DutiesrsrkkkNo ratings yet
- Alloy 286Document6 pagesAlloy 286shivam.kumarNo ratings yet
- ProfileDocument23 pagesProfileMd Monirul IslamNo ratings yet
- Steel, Closed-Impression Die Forgings For General Industrial UseDocument9 pagesSteel, Closed-Impression Die Forgings For General Industrial Userobert gridleyNo ratings yet
- CNC Turning Programming Exellent ExplainationDocument29 pagesCNC Turning Programming Exellent ExplainationschrienerNo ratings yet
- RN - 2103213618 - 1 - MT - 663521 1509191 1 TM C Groupncs1.pdf. 1Document5 pagesRN - 2103213618 - 1 - MT - 663521 1509191 1 TM C Groupncs1.pdf. 1Akhter MansoorNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (242)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseFrom EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseRating: 5 out of 5 stars5/5 (3)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionFrom EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionRating: 4.5 out of 5 stars4.5/5 (2)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- The Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishFrom EverandThe Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishRating: 4 out of 5 stars4/5 (3)
- Welding for Beginners in Fabrication: The Essentials of the Welding CraftFrom EverandWelding for Beginners in Fabrication: The Essentials of the Welding CraftRating: 5 out of 5 stars5/5 (5)
- Building Construction Technology: A Useful Guide - Part 1From EverandBuilding Construction Technology: A Useful Guide - Part 1Rating: 4 out of 5 stars4/5 (3)
- THE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATEFrom EverandTHE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATERating: 4 out of 5 stars4/5 (1)
- Field Guide for Construction Management: Management by Walking AroundFrom EverandField Guide for Construction Management: Management by Walking AroundRating: 4.5 out of 5 stars4.5/5 (3)
- Markup & Profit: A Contractor's Guide, RevisitedFrom EverandMarkup & Profit: A Contractor's Guide, RevisitedRating: 5 out of 5 stars5/5 (11)
- How to Build a Tiny Portable House: With Plans and InstructionsFrom EverandHow to Build a Tiny Portable House: With Plans and InstructionsRating: 4 out of 5 stars4/5 (1)
- An Architect's Guide to Construction: Tales from the Trenches Book 1From EverandAn Architect's Guide to Construction: Tales from the Trenches Book 1No ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Civil Engineer's Handbook of Professional PracticeFrom EverandCivil Engineer's Handbook of Professional PracticeRating: 4.5 out of 5 stars4.5/5 (2)
- Building Construction Technology: A Useful Guide - Part 2From EverandBuilding Construction Technology: A Useful Guide - Part 2Rating: 5 out of 5 stars5/5 (1)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Construction Project Management 101: For Beginners & New GraduatesFrom EverandConstruction Project Management 101: For Beginners & New GraduatesNo ratings yet