You might also like
- Report On TransformerDocument40 pagesReport On Transformerashish suraNo ratings yet
- Eletric Power Transmission & DistributionDocument21 pagesEletric Power Transmission & Distributionhrishikesh barveNo ratings yet
- Enviormental Studies Microproject1Document22 pagesEnviormental Studies Microproject1jaya bhutekarNo ratings yet
- Fault Detection in Transmission Line Using GSM Technology 4301,4304,4313Document67 pagesFault Detection in Transmission Line Using GSM Technology 4301,4304,4313naveen gNo ratings yet
- A Minor Project Report Submitted To Rajiv Gandhi Prodhyogik Vishwavidyalaya, Bhopal Towards Partial Fulfillment For The Award of The Degree ofDocument53 pagesA Minor Project Report Submitted To Rajiv Gandhi Prodhyogik Vishwavidyalaya, Bhopal Towards Partial Fulfillment For The Award of The Degree ofwahidjaanNo ratings yet
- " BDV (Break Down Voltage) Test On Power Transformer Oil " Submitted Successfully For Diploma in Electrical EngineeringDocument12 pages" BDV (Break Down Voltage) Test On Power Transformer Oil " Submitted Successfully For Diploma in Electrical EngineeringVaishnvi MarbateNo ratings yet
- Intelligent Traffic Control System Project ReportDocument11 pagesIntelligent Traffic Control System Project ReportTemesgen Belay100% (2)
- EC InternshipDocument22 pagesEC InternshipMegha Neelgar100% (1)
- ESP Microproject of Group 13 PratikDocument14 pagesESP Microproject of Group 13 Pratikprachi parabNo ratings yet
- SAP MicroprojectDocument25 pagesSAP MicroprojectDurgesh M Pátíl100% (1)
- PRJP - 1535Document12 pagesPRJP - 1535Siddheshwar JanmaleNo ratings yet
- Practical Training Report on 132 KV GSS ChampapuraDocument62 pagesPractical Training Report on 132 KV GSS ChampapuraAnkit KumarNo ratings yet
- Classification of SubDocument6 pagesClassification of Subjohn_abad_7No ratings yet
- Transmission Line Multiple Fault Detection and Indication To Electricity BoardDocument74 pagesTransmission Line Multiple Fault Detection and Indication To Electricity BoardCrisp100% (1)
- III DECE Advanced Communications LabDocument23 pagesIII DECE Advanced Communications LabKethavath Sakrunaik K100% (1)
- Controlling Motor Using GSM Mobile PDFDocument6 pagesControlling Motor Using GSM Mobile PDFPinnam MallikarjunaNo ratings yet
- GOVERNMENT POLYTECHNIC, NANDED MICRO PROJECT ON SINGLE PHASE PREVENTERDocument17 pagesGOVERNMENT POLYTECHNIC, NANDED MICRO PROJECT ON SINGLE PHASE PREVENTERAtharv ChitkalwarNo ratings yet
- 13 IoT Based Electrical Device Surveillance and Control SystemDocument3 pages13 IoT Based Electrical Device Surveillance and Control SystemdileeppatraNo ratings yet
- Management Microproject Report Ty ElectricalDocument7 pagesManagement Microproject Report Ty Electricalomkar0% (1)
- Technical Specification For Earthing of Power Supply Installations of 25kV & 2X25kV, AC 50Hz, Traction SystemDocument37 pagesTechnical Specification For Earthing of Power Supply Installations of 25kV & 2X25kV, AC 50Hz, Traction SystemAnubhav Hem Kumar JainNo ratings yet
- QP Tower TechnicianDocument24 pagesQP Tower Technicianrahul thumarNo ratings yet
- IOT Based Underground Cable Fault Detection SystemDocument51 pagesIOT Based Underground Cable Fault Detection SystemSharma AnandanNo ratings yet
- Micro Project Part A: Emerging Trends in Electronics (ETE 22636)Document3 pagesMicro Project Part A: Emerging Trends in Electronics (ETE 22636)Parth Sushil InamdarNo ratings yet
- Digital Flight Control Computer OFP Code TestingDocument155 pagesDigital Flight Control Computer OFP Code TestingAbha GuptaNo ratings yet
- PDS BentleyRacewayCableMgmt LTR en HRDocument2 pagesPDS BentleyRacewayCableMgmt LTR en HRbibiana8593No ratings yet
- OHE Implanatation 031110Document1 pageOHE Implanatation 031110sselmtpdrNo ratings yet
- " Build and Test Voltmeter Using PMMC..": Under The Guidance ofDocument10 pages" Build and Test Voltmeter Using PMMC..": Under The Guidance ofOnkar ChavanNo ratings yet
- IndiGrid Corp Deck QIPDocument17 pagesIndiGrid Corp Deck QIPNagesh WaghNo ratings yet
- Build a Clap Switch CircuitDocument14 pagesBuild a Clap Switch Circuitheyyou100% (1)
- CNE Micro Project FormatDocument13 pagesCNE Micro Project FormatRohan KambleNo ratings yet
- 85.intelligent Fire Detector With Automatic Water Sprinkler System To Avoid Fire AccidentsDocument3 pages85.intelligent Fire Detector With Automatic Water Sprinkler System To Avoid Fire AccidentsvenkeyharishNo ratings yet
- Module 1 Notes - PSOC - MergedDocument27 pagesModule 1 Notes - PSOC - MergedK Lakshmi KNo ratings yet
- Synchronous GeneratorDocument36 pagesSynchronous GeneratorsamselvarajNo ratings yet
- AMT Micro-ProjectDocument17 pagesAMT Micro-ProjectSiddharth KadamNo ratings yet
- Original Project WorkDocument65 pagesOriginal Project WorkKonda PrashanthNo ratings yet
- HVDC Rihand 500KVDocument6 pagesHVDC Rihand 500KVpremredNo ratings yet
- Syllabus: Module 3A-Transducers & PLCDocument24 pagesSyllabus: Module 3A-Transducers & PLCRaja G VNo ratings yet
- Government Polytechnic, Karad Evaluation Sheet For Micro ProjectDocument22 pagesGovernment Polytechnic, Karad Evaluation Sheet For Micro Project1322 - Prasad KumbharNo ratings yet
- Training Report NHPCDocument43 pagesTraining Report NHPCVikas SandhuNo ratings yet
- 1 General Electrical Layout DRG of KRCD SSP 21.7.2022Document1 page1 General Electrical Layout DRG of KRCD SSP 21.7.2022abdul rubNo ratings yet
- Introduction of RTDSDocument11 pagesIntroduction of RTDSSUJIT KUMAR MONDALNo ratings yet
- Railway Summer TrainingDocument18 pagesRailway Summer TrainingShivaniSharmaNo ratings yet
- PN DiodeDocument3 pagesPN DioderizwanNo ratings yet
- LAN ReportDocument3 pagesLAN ReportMarife Monterde ArcenalNo ratings yet
- Micro Project Report ON TITLE: "4 Way Traffic Light Controller" Submitted by - Roll No. Name of The Student ClassDocument14 pagesMicro Project Report ON TITLE: "4 Way Traffic Light Controller" Submitted by - Roll No. Name of The Student ClassRaees Jamadar100% (1)
- A Project Report On Substation AutomationDocument52 pagesA Project Report On Substation Automationmanish9890No ratings yet
- Density Based Traffic Control System.: Electrical EngineeringDocument41 pagesDensity Based Traffic Control System.: Electrical Engineeringvijay shindeNo ratings yet
- Final Mini Project ReportDocument29 pagesFinal Mini Project ReportumaNo ratings yet
- Project report on VSAT based internet surveyDocument19 pagesProject report on VSAT based internet surveychinu meshramNo ratings yet
- 22212-2019-Winter-Model-Answer-Paper (Msbte Study Resources)Document22 pages22212-2019-Winter-Model-Answer-Paper (Msbte Study Resources)pravin khadeNo ratings yet
- WPD Project Report#1Document19 pagesWPD Project Report#1Saad NadafNo ratings yet
- MajorProject (Batch1)Document65 pagesMajorProject (Batch1)tejNo ratings yet
- Diploma - ELECTRICAl - 4th Sem - Syl PDFDocument22 pagesDiploma - ELECTRICAl - 4th Sem - Syl PDFsaurabh303No ratings yet
- ESP-report 22633 (31-33)Document23 pagesESP-report 22633 (31-33)1322 - Prasad KumbharNo ratings yet
- 19h45a0423 Seminar Report NewDocument46 pages19h45a0423 Seminar Report NewtejaswiNo ratings yet
- Project Report PDFDocument52 pagesProject Report PDFharsh tanejaNo ratings yet
- Chapter - E12: Requirements of Auxiliary Items Aluminium Tubular ConductorDocument10 pagesChapter - E12: Requirements of Auxiliary Items Aluminium Tubular ConductorvenkateshbitraNo ratings yet
- 33kv Techni8cal Specification Edited FormatDocument16 pages33kv Techni8cal Specification Edited Formatvikas kumarNo ratings yet
- Oes 25aDocument6 pagesOes 25aBOBNo ratings yet
- Surveyor CVDocument3 pagesSurveyor CVAbhishek PandeyNo ratings yet
- Ip 65 InformationDocument1 pageIp 65 InformationAbhishek PandeyNo ratings yet
- RE WallDocument11 pagesRE WallAbhishek PandeyNo ratings yet
- Railway Electrification Isolators Specification ETI/OHE/16Document27 pagesRailway Electrification Isolators Specification ETI/OHE/16Abhishek Pandey100% (1)
- Introduction to Decision Analysis MaximizationDocument82 pagesIntroduction to Decision Analysis MaximizationRagillia ZaoldyeckNo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- List of Indian districts by state and union territoryDocument20 pagesList of Indian districts by state and union territoryAbhishek PandeyNo ratings yet
- Hit and Miss Example or ReportDocument14 pagesHit and Miss Example or ReportAbhishek PandeyNo ratings yet
- Attandence Sept'17 SignedDocument1 pageAttandence Sept'17 SignedAbhishek PandeyNo ratings yet
- RE WallDocument11 pagesRE WallAbhishek PandeyNo ratings yet
- Solid Core Porcelain Insulators SpecificationDocument38 pagesSolid Core Porcelain Insulators SpecificationAbhishek Pandey100% (1)
- Re 30 Ohe 5 - 11 60Document3 pagesRe 30 Ohe 5 - 11 60Abhishek Pandey25% (4)
- Myth of 90%Document3 pagesMyth of 90%Abhishek PandeyNo ratings yet
- OHE Specification Document TitlesDocument4 pagesOHE Specification Document TitlesAbhishek PandeyNo ratings yet
- BIM 403 - BIM and SchedulingDocument47 pagesBIM 403 - BIM and SchedulingAbhishek PandeyNo ratings yet
- UK Taxation: Personal AllowanceDocument4 pagesUK Taxation: Personal AllowanceAbhishek PandeyNo ratings yet
- Lansum'S Oxygen Towers Price List - Phase VI Floor Down Payment InstallmentDocument1 pageLansum'S Oxygen Towers Price List - Phase VI Floor Down Payment InstallmentAbhishek PandeyNo ratings yet
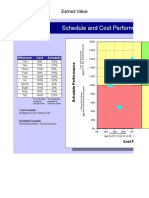
- Earned Value Quadrant ChartDocument2 pagesEarned Value Quadrant ChartAbhishek Pandey100% (1)
- VAT Implications On Intra-State Stock TransferDocument12 pagesVAT Implications On Intra-State Stock TransferAkhil Bansal100% (3)
- 555 Timer Working - Specifications and Working BasicsDocument2 pages555 Timer Working - Specifications and Working BasicsAbhishek PandeyNo ratings yet
- 2011-03 EarthworkAndMassDiagrams PDFDocument42 pages2011-03 EarthworkAndMassDiagrams PDFSushmit SharmaNo ratings yet
- Self Employment Verification Documentation FormatDocument1 pageSelf Employment Verification Documentation FormatAbhishek PandeyNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
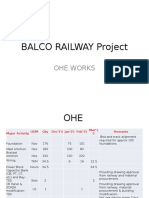
- BALCO RAILWAY Project OHE and GE Works UpdateDocument7 pagesBALCO RAILWAY Project OHE and GE Works UpdateAbhishek PandeyNo ratings yet
- VedantaDocument6 pagesVedantaAbhishek PandeyNo ratings yet
- Aise TR9 91Document123 pagesAise TR9 91Juan Carlos Lasdica100% (3)
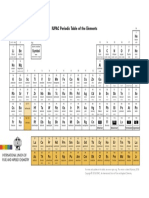
- IUPAC Periodic Table of The Elements: Ti CRDocument1 pageIUPAC Periodic Table of The Elements: Ti CRMargaux HidalgoNo ratings yet
- Sigma Vyrobni Program enDocument12 pagesSigma Vyrobni Program enEntropay UserNo ratings yet
- Acetate RayonDocument3 pagesAcetate Rayonmaya_muthNo ratings yet
- Garlock GYLON Style 3545 Spec Sheet - (NA) 2016-12 EN PDFDocument1 pageGarlock GYLON Style 3545 Spec Sheet - (NA) 2016-12 EN PDFalan2003_1_29040No ratings yet
- Ratio - 3: Mixtures and Alligation QA QuestionsDocument8 pagesRatio - 3: Mixtures and Alligation QA QuestionsAjeet Singh IMS JaipurNo ratings yet
- B42Document16 pagesB42Juan JuanNo ratings yet
- Alkalno Silikatna ReakcijaDocument24 pagesAlkalno Silikatna Reakcijajozica majdaNo ratings yet
- Pre-PDI Form for 38-Storey Residential BlockDocument9 pagesPre-PDI Form for 38-Storey Residential BlockMohd Jamal Mohd MoktarNo ratings yet
- Hydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Document22 pagesHydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Rolando Nuñez MonrroyNo ratings yet
- 12th Investigatory Project Chemistry 2023-24Document7 pages12th Investigatory Project Chemistry 2023-24The Music Vault0% (1)
- LOBP COR UPDATE MTG NOV 20 2019Document16 pagesLOBP COR UPDATE MTG NOV 20 2019MarieNo ratings yet
- Reversable Reactions QuestionsDocument2 pagesReversable Reactions QuestionsMARK DEFREITASNo ratings yet
- Hydrothermal MethodDocument16 pagesHydrothermal Methodavni vatsNo ratings yet
- A 160Document2 pagesA 160amirhosseinNo ratings yet
- Rugged AC Magnetic Particle Inspection ProbeDocument2 pagesRugged AC Magnetic Particle Inspection ProbeNubia BarreraNo ratings yet
- Zonal Coverage Acid (ZCA™) SystemDocument1 pageZonal Coverage Acid (ZCA™) SystemArash PourshoushtarNo ratings yet
- High Purity Diphenyl Sulfone for Improved PAEK PolymersDocument21 pagesHigh Purity Diphenyl Sulfone for Improved PAEK PolymersMorkizgaNo ratings yet
- Cong Thuc SonDocument23 pagesCong Thuc Sonvanhung68No ratings yet
- Brochure GC Fuji IX GP EXTRA PDFDocument20 pagesBrochure GC Fuji IX GP EXTRA PDFRifqie al harisNo ratings yet
- Conveyance of WaterDocument53 pagesConveyance of WaterAbhishek KashyapNo ratings yet
- 3 Marks (Metals and Non-Metals)Document13 pages3 Marks (Metals and Non-Metals)simrannehraa2No ratings yet
- Calculation For CO2 Released During CalcinationDocument4 pagesCalculation For CO2 Released During CalcinationD N SHARMANo ratings yet
- Ningbo Feitian Electron Technology Co.,Ltd Product Component DiagramDocument13 pagesNingbo Feitian Electron Technology Co.,Ltd Product Component DiagramesjomabaNo ratings yet
- Feasibility Biomass Fuel Briquettes From Banana Plant WasteDocument21 pagesFeasibility Biomass Fuel Briquettes From Banana Plant WasteTuan Pham100% (1)
- BondhusDocument52 pagesBondhusalphatoolsNo ratings yet
- Alathon L5840Document1 pageAlathon L5840mohamed1303No ratings yet
- CodeDocument13 pagesCodeKamlesh Steel industriesNo ratings yet
- Draft Jurnal TA Lani (119270078)Document15 pagesDraft Jurnal TA Lani (119270078)lanipuspitalandNo ratings yet
- Gas Turbine Engines: Seals: Raymond E. Chupp, Robert C. Hendricks, and Bruce M. SteinetzDocument14 pagesGas Turbine Engines: Seals: Raymond E. Chupp, Robert C. Hendricks, and Bruce M. Steinetzarda akkayaNo ratings yet