You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Astm F 1636-95Document4 pagesAstm F 1636-95Marcelo AlvesNo ratings yet
- Basic-Snt Tc1a Cp189 2016Document25 pagesBasic-Snt Tc1a Cp189 2016shakeelahmadjsr100% (2)
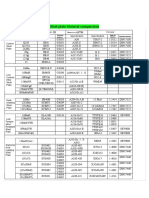
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Minaral and MetalDocument109 pagesMinaral and Metaldeva nesan100% (1)
- Stellite 21 DatasheetDocument2 pagesStellite 21 Datasheetapply19842371100% (3)
- Chinese Bronze Casting 2006Document40 pagesChinese Bronze Casting 2006firerealm8466No ratings yet
- Filler Metal Selection ChartDocument1 pageFiller Metal Selection ChartMuhammed NoorulNo ratings yet
- GB T1591-2018HighStrengthLowAlloyStructuralSteels (英文版)Document23 pagesGB T1591-2018HighStrengthLowAlloyStructuralSteels (英文版)yong li50% (2)
- Metallurgical Volume 1Document196 pagesMetallurgical Volume 1Ugadi SunilNo ratings yet
- Astm A 623 - 08 Tin Mill Products-General RequirementsDocument38 pagesAstm A 623 - 08 Tin Mill Products-General Requirementsjose_ruben_64No ratings yet
- Open SchoolDocument11 pagesOpen SchoolshakeelahmadjsrNo ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- Financial Results Q1 August 2018Document13 pagesFinancial Results Q1 August 2018shakeelahmadjsrNo ratings yet
- Morepen Labs Begins FY 201 - 19 With A Sound Performance I The Irst Q ArterDocument4 pagesMorepen Labs Begins FY 201 - 19 With A Sound Performance I The Irst Q ArtershakeelahmadjsrNo ratings yet
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument15 pagesEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysshakeelahmadjsrNo ratings yet
- Ukg 1 PDFDocument26 pagesUkg 1 PDFshakeelahmadjsr100% (1)
- Materials and Processes For NDT Technology PDFDocument2 pagesMaterials and Processes For NDT Technology PDFshakeelahmadjsrNo ratings yet
- Student Registration Portal GuideDocument2 pagesStudent Registration Portal GuideshakeelahmadjsrNo ratings yet
- HTTP TRF - Co.in PDF Trf-Agm-book-closure 03072017Document1 pageHTTP TRF - Co.in PDF Trf-Agm-book-closure 03072017shakeelahmadjsrNo ratings yet
- Voting Results 31 Stag MDocument2 pagesVoting Results 31 Stag MshakeelahmadjsrNo ratings yet
- Kite Advertising Sky Balloons PDFDocument2 pagesKite Advertising Sky Balloons PDFshakeelahmadjsrNo ratings yet
- Annual Report Highlights FY 2017-18Document40 pagesAnnual Report Highlights FY 2017-18shakeelahmadjsrNo ratings yet
- Muravin - Understanding Asnt Snt-Tc-1a - Acoustic Emission Traning SeriesDocument14 pagesMuravin - Understanding Asnt Snt-Tc-1a - Acoustic Emission Traning Serieseddy1588No ratings yet
- Mastercoat Supert Flyer-1 PDFDocument2 pagesMastercoat Supert Flyer-1 PDFshakeelahmadjsrNo ratings yet
- Cbse Class 1 Maths Syllabus 2012 131 PDFDocument2 pagesCbse Class 1 Maths Syllabus 2012 131 PDFshakeelahmadjsrNo ratings yet
- Master Coat Super Thermal Paint Interior - ExteriorDocument2 pagesMaster Coat Super Thermal Paint Interior - ExteriorshakeelahmadjsrNo ratings yet
- S A I P C A N S: Participant Module PEW-105.04Document143 pagesS A I P C A N S: Participant Module PEW-105.04shakeelahmadjsrNo ratings yet
- Cbse Class 1 Maths Syllabus 2012 131 PDFDocument2 pagesCbse Class 1 Maths Syllabus 2012 131 PDFshakeelahmadjsrNo ratings yet
- News 03 03 01 2018Document22 pagesNews 03 03 01 2018shakeelahmadjsrNo ratings yet
- Ukg 1 PDFDocument26 pagesUkg 1 PDFshakeelahmadjsr100% (1)
- Announces Big Auction in Jubail For Selling: Large Quantity of Copper Tubes ScrapDocument1 pageAnnounces Big Auction in Jubail For Selling: Large Quantity of Copper Tubes ScrapshakeelahmadjsrNo ratings yet
- Ukg 1 PDFDocument26 pagesUkg 1 PDFshakeelahmadjsr100% (1)
- Ukg 1 PDFDocument26 pagesUkg 1 PDFshakeelahmadjsr100% (1)
- Cbse Class 1 English Syllabus 2012-13Document1 pageCbse Class 1 English Syllabus 2012-13Sunaina Rawat0% (1)
- Summer Assignment ENG CLASS UKGDocument5 pagesSummer Assignment ENG CLASS UKGshakeelahmadjsrNo ratings yet
- Asme Interpretation Volume 06Document7 pagesAsme Interpretation Volume 06prabu prasadNo ratings yet
- Aircraft Metallurgy ObjectiveDocument570 pagesAircraft Metallurgy ObjectiveKULDEEP patilNo ratings yet
- Elastic & Plastic BehaviourDocument85 pagesElastic & Plastic Behaviouradhurssh sriramNo ratings yet
- Flyer Herwig Products FinalDocument2 pagesFlyer Herwig Products Finalkls.thorodinsonNo ratings yet
- Stainless Steel: Weldability and Joining of MaterialsDocument3 pagesStainless Steel: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- L28 - Metal & AlloyDocument39 pagesL28 - Metal & Alloyzaini nieNo ratings yet
- MATERIALSDocument35 pagesMATERIALSManoj BallaNo ratings yet
- B-21-B-21 Vcopper and Copper AlloysDocument7 pagesB-21-B-21 Vcopper and Copper Alloysluis_may22No ratings yet
- Wika 213.53 Pressure Gauge Catalog PageDocument4 pagesWika 213.53 Pressure Gauge Catalog PageM MNo ratings yet
- Silvering On Roman Coins PDFDocument9 pagesSilvering On Roman Coins PDFsa_xenopusNo ratings yet
- Chromium Metal: Standard Specification ForDocument2 pagesChromium Metal: Standard Specification ForJerry Bean100% (1)
- Steel & InternationalDocument75 pagesSteel & InternationalSara LopezNo ratings yet
- BP304T Pe Unit VDocument24 pagesBP304T Pe Unit VArghadeep BhattacharjeeNo ratings yet
- BS 3100 Spec, Steel Castings For General Eng PurposesDocument21 pagesBS 3100 Spec, Steel Castings For General Eng PurposesErol BurnsNo ratings yet
- Effect of Processing Steps On The Mechanical PropeDocument20 pagesEffect of Processing Steps On The Mechanical PropeAry OctavianiNo ratings yet
- Design of All-Terrain VehicleDocument4 pagesDesign of All-Terrain VehicleIJRASETPublicationsNo ratings yet
- FK Rod Ends Catalog LR PDFDocument50 pagesFK Rod Ends Catalog LR PDFJ M Marín LópezNo ratings yet
- 90-10 Copper-Nickel Vs - Sea-Cure Stainless SteelDocument7 pages90-10 Copper-Nickel Vs - Sea-Cure Stainless Steelpipedown456No ratings yet
- Metallury 12 13Document26 pagesMetallury 12 13Rupesh kashyapNo ratings yet
- Cracking Chatterjee MST 2006Document5 pagesCracking Chatterjee MST 2006puri16No ratings yet
- Salamander Super: DescriptionDocument4 pagesSalamander Super: Descriptiondonlot pilemNo ratings yet
- Chapter 9 - Steel and Alloys-1280076738Document67 pagesChapter 9 - Steel and Alloys-1280076738Krishna KafleNo ratings yet
- PDF NiticuDocument7 pagesPDF NiticuSantu BhattacharyaNo ratings yet