You might also like
- 3 ThreeBond 1227 ENGLISH-convertido (1Document8 pages3 ThreeBond 1227 ENGLISH-convertido (1Alfonso De La RosaNo ratings yet
- Trivalent Chromates FAQDocument3 pagesTrivalent Chromates FAQfastenersworldNo ratings yet
- KAIZEN IDEA - TemplateDocument3 pagesKAIZEN IDEA - TemplateKranthi Kumar100% (1)
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- Nippon Steel PDFDocument13 pagesNippon Steel PDFhbookNo ratings yet
- Hira Training ModuleDocument1 pageHira Training ModuleAnkur Dhir100% (1)
- Data Sheet HV-HR ItDocument3 pagesData Sheet HV-HR ItKemo TufoNo ratings yet
- Industrial Fasteners, Nuts & BoltsDocument79 pagesIndustrial Fasteners, Nuts & BoltsMudduKrishna shettyNo ratings yet
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 pagesControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingNo ratings yet
- Fastener PDFDocument12 pagesFastener PDFdiegomilitojNo ratings yet
- IZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionDocument7 pagesIZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionS M Arif HussainNo ratings yet
- Cqi 9 Errata AIAGDocument5 pagesCqi 9 Errata AIAGRafael AlvesNo ratings yet
- Gauging Practice For Plain SurfacesDocument20 pagesGauging Practice For Plain SurfacesAVINASHNo ratings yet
- Heat Treatment - Self Assessment - CQ 9Document12 pagesHeat Treatment - Self Assessment - CQ 9sunil mathewNo ratings yet
- Blackodizing CPDocument1 pageBlackodizing CPx yNo ratings yet
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviNo ratings yet
- Metric Screw Dimensions ISO Fasteners PDFDocument2 pagesMetric Screw Dimensions ISO Fasteners PDFHarshal JadhavNo ratings yet
- OeeDocument16 pagesOeeRohtash fastnerNo ratings yet
- AISI1045Document2 pagesAISI1045Sandip JawalkarNo ratings yet
- IPC-TM-650 Test Methods ManualDocument4 pagesIPC-TM-650 Test Methods ManualSSmyLoginNo ratings yet
- Zinc Plating: Randhir Kumar Singh Asst Professor OpjitDocument16 pagesZinc Plating: Randhir Kumar Singh Asst Professor OpjitRahul PandeyNo ratings yet
- PROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Document1 pagePROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Metin DemirciogluNo ratings yet
- Sfel CompanyDocument28 pagesSfel Companykjatin81100% (1)
- F16 (SOP - hrd.01) Kaizen Implementation SheetDocument1 pageF16 (SOP - hrd.01) Kaizen Implementation SheetRAHUL YADAVNo ratings yet
- JDM A15 - Rev. 03-2018Document18 pagesJDM A15 - Rev. 03-2018Romulo EduardoNo ratings yet
- QC ToolsDocument51 pagesQC ToolsMonu SharmaNo ratings yet
- Austempered Ductile Iron (Adi)Document26 pagesAustempered Ductile Iron (Adi)bvphimanshuNo ratings yet
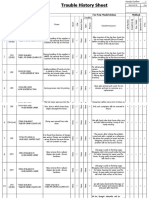
- Trouble HistoryDocument7 pagesTrouble HistoryShahzaibUsmanNo ratings yet
- COPQ TrackerDocument2 pagesCOPQ Trackergopalranjan_2000939No ratings yet
- SOP of MachinesDocument2 pagesSOP of MachinesSangram Kandekar100% (1)
- Corrosion Resistance in FastenersDocument26 pagesCorrosion Resistance in FastenersShreyas IyengarNo ratings yet
- Poster VVVVDocument1 pagePoster VVVVManishi GoelNo ratings yet
- ISO 4020 ExtractDocument2 pagesISO 4020 ExtractBartek HajaNo ratings yet
- Plant Name: Neel 2 & 3 1S, 2S (5S) Audit Check List (Shop Floor Area)Document5 pagesPlant Name: Neel 2 & 3 1S, 2S (5S) Audit Check List (Shop Floor Area)Rangile KumarNo ratings yet
- Approximation of Optimal Profile of Rolling Bearings Cylindrical RollersDocument15 pagesApproximation of Optimal Profile of Rolling Bearings Cylindrical Rollersmans2014No ratings yet
- Technical Data Sheet - DST-DEGREEZ-6 - 2020 UKDocument1 pageTechnical Data Sheet - DST-DEGREEZ-6 - 2020 UKBala Sb0% (1)
- MTTR & MTBF TrendDocument2 pagesMTTR & MTBF TrendMASU BRAKE PADS QANo ratings yet
- Geomet 500 PDFDocument2 pagesGeomet 500 PDFKaran Chadha100% (1)
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
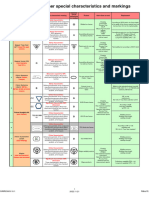
- Customer Special CharacteristicsDocument1 pageCustomer Special Characteristicspundhir12898No ratings yet
- COM 2512-Module - KPMBP PDFDocument132 pagesCOM 2512-Module - KPMBP PDFJapyNo ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- Plating Control Plan-31 MARCH 09Document10 pagesPlating Control Plan-31 MARCH 09Rohtash fastner100% (1)
- New Operator Training ManualDocument35 pagesNew Operator Training ManualBharat ChakravartinNo ratings yet
- Statistical Process Control (SPC) : K. N. RaiDocument53 pagesStatistical Process Control (SPC) : K. N. RaishailendraNo ratings yet
- 6W2H For Side Wrinkles MY17 - RearDocument4 pages6W2H For Side Wrinkles MY17 - RearVishvendra Pratap SinghNo ratings yet
- Dis 6 W 2 HDocument14 pagesDis 6 W 2 HBalachandar SathananthanNo ratings yet
- Item Name Part No. Ok Qty. Thread Tight Grroove Out Double Hole Sorting QTY Operation Miss Dent& Damage Serration DamageDocument26 pagesItem Name Part No. Ok Qty. Thread Tight Grroove Out Double Hole Sorting QTY Operation Miss Dent& Damage Serration DamageVikas KashyapNo ratings yet
- Vishnu ForgeDocument97 pagesVishnu ForgeSREERAG K100% (1)
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- 03 Knowledge Sharing 7 QC ToolsDocument107 pages03 Knowledge Sharing 7 QC Toolsravi javaliNo ratings yet
- Supplier APQP TrainingDocument32 pagesSupplier APQP TrainingvivekNo ratings yet
- Austempered Ductile Iron Castings: Standard Specification ForDocument9 pagesAustempered Ductile Iron Castings: Standard Specification ForRaja Hone0% (1)
- Salt Spray Cabinet BGD 800SDocument5 pagesSalt Spray Cabinet BGD 800SRoyNo ratings yet
- Wire RoadDocument16 pagesWire Road02081987No ratings yet
- Is 8023 1991Document10 pagesIs 8023 1991rohanmanimaniNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationindeceNo ratings yet
- Disclosure To Promote The Right To InformationDocument32 pagesDisclosure To Promote The Right To InformationByndy95No ratings yet
- Iso 6410 Conventional Representation of Threaded PartsDocument6 pagesIso 6410 Conventional Representation of Threaded PartsJorge Alonso FernandezNo ratings yet
- 09 Usp Ch01 Important Questions The French RevolutionDocument12 pages09 Usp Ch01 Important Questions The French RevolutionManish Thakur0% (1)
- Co-Gen BidDocument556 pagesCo-Gen BidManish ThakurNo ratings yet
- Is.2379.1990 Color CodingDocument17 pagesIs.2379.1990 Color CodingKartheek RamishettiNo ratings yet
- Heat Transfer Applications Handbook PDFDocument17 pagesHeat Transfer Applications Handbook PDFManish ThakurNo ratings yet
- Bus Bar k0186 MC 10 Busbar Systems 2013 IinfoDocument47 pagesBus Bar k0186 MC 10 Busbar Systems 2013 IinfoManish ThakurNo ratings yet
- Torsion of Solid and Hollow ShaftsDocument6 pagesTorsion of Solid and Hollow ShaftsManish ThakurNo ratings yet
- Checklist For Power Plant Facility Versus Letter of Enquiry ApplicationsDocument5 pagesChecklist For Power Plant Facility Versus Letter of Enquiry ApplicationsManish ThakurNo ratings yet
- Anert ProposalDocument9 pagesAnert ProposalManish ThakurNo ratings yet
- Detailed Project ReportDocument27 pagesDetailed Project ReportManish ThakurNo ratings yet
- Ridgid 13 In. Thickness Planer MODEL NO. R4330 Repair SheetDocument20 pagesRidgid 13 In. Thickness Planer MODEL NO. R4330 Repair Sheetcristeadaniela100% (1)
- Mech Diploma Design of Power ScrewDocument24 pagesMech Diploma Design of Power ScrewNaw AzNo ratings yet
- Computerized Gear SystemDocument19 pagesComputerized Gear SystemTiNie OuCrewNo ratings yet
- 6.4 Tooth-Bearings TechnicalData KGSTOCKGEARSDocument3 pages6.4 Tooth-Bearings TechnicalData KGSTOCKGEARSLuis TestaNo ratings yet
- Thread Data ChartDocument71 pagesThread Data ChartVishal BhanderiNo ratings yet
- Simple Machines: Prepared By: Teacher FredDocument46 pagesSimple Machines: Prepared By: Teacher Fredrocelle flores100% (1)
- Product Bulletin 15Document2 pagesProduct Bulletin 15RANAIVOARIMANANANo ratings yet
- Is 15582 2005Document17 pagesIs 15582 2005sarath6725No ratings yet
- Is 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsDocument16 pagesIs 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsprashantlingayatNo ratings yet
- Lista de Precios Lubricantes ROSHFRANS 2018.12Document2 pagesLista de Precios Lubricantes ROSHFRANS 2018.12Anonymous eJwbx9WnNo ratings yet
- Power Transmission: Components Used To Transmit Power: Gears, Belt, Clutch and BrakesDocument17 pagesPower Transmission: Components Used To Transmit Power: Gears, Belt, Clutch and Brakesrip111176No ratings yet
- 1425 Hex Slotted Bolt 12Document1 page1425 Hex Slotted Bolt 12qualityNo ratings yet
- Campbell Haushfield Compressor Parts ListDocument3 pagesCampbell Haushfield Compressor Parts ListAnonymous rKtpSR3No ratings yet
- Enco Milling and Drilling Machine Manual 91002Document24 pagesEnco Milling and Drilling Machine Manual 91002fgrefe100% (1)
- Diferencial 140gDocument2 pagesDiferencial 140gLUIS FERNANDO JOAQUINNo ratings yet
- Spare Parts List: Model No. Lc1230Document5 pagesSpare Parts List: Model No. Lc1230pavollitaNo ratings yet
- NPT-National Pipe Thread Chart: Connect With Us On: 855.728.5460Document1 pageNPT-National Pipe Thread Chart: Connect With Us On: 855.728.5460Carlos Andrés Mancera TrejosNo ratings yet
- Spare Parts Catalogue: AXLE 26.16 - (CM9561) REF: 150187Document10 pagesSpare Parts Catalogue: AXLE 26.16 - (CM9561) REF: 150187xeraklii929No ratings yet
- Hardware List: Description Part No. Description Part NoDocument24 pagesHardware List: Description Part No. Description Part NoRuud Bakker100% (1)
- Bevel Gear Design ProcedureDocument11 pagesBevel Gear Design ProcedureSzymon RosikNo ratings yet
- 064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFDocument13 pages064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFThimira Bandara EkanayakeNo ratings yet
- BacklashDocument8 pagesBacklashVaibhav PatilNo ratings yet
- Dobreva 2022 IOP Conf. Ser. Mater. Sci. Eng. 1220 012025Document6 pagesDobreva 2022 IOP Conf. Ser. Mater. Sci. Eng. 1220 012025King PipiNo ratings yet
- MEC331 - Revision Gear FinalDocument9 pagesMEC331 - Revision Gear FinalDiana PinkyNo ratings yet
- BQ Structur-1Document40 pagesBQ Structur-1arphhhNo ratings yet
- STSQuad Threadkorr 5Document48 pagesSTSQuad Threadkorr 5Parminder SinghNo ratings yet
- Zen Toolworks CNC Carving Machine DIY Kit User Installation ManualDocument47 pagesZen Toolworks CNC Carving Machine DIY Kit User Installation ManualMartin SilisqueNo ratings yet
- BS 919-2-2007 Screw Gauge Limits and Tolerances - Part 2 Specification For Gauges For Screw Threads of Whitworth and B.A. FormsDocument42 pagesBS 919-2-2007 Screw Gauge Limits and Tolerances - Part 2 Specification For Gauges For Screw Threads of Whitworth and B.A. FormsAshwanth Ramesh100% (1)
- Hes A3003-03 Chamfer of Thread EndDocument5 pagesHes A3003-03 Chamfer of Thread EndPreetam Kumar100% (1)
- General Purpose Metric Screws DimensionsDocument2 pagesGeneral Purpose Metric Screws DimensionsPrabish KumarNo ratings yet