You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers SpecificationDocument18 pages1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers Specificationeng20072007No ratings yet
- Ycav - 201.21-Eg1Document172 pagesYcav - 201.21-Eg1g3qwsf100% (1)
- Engineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019Document715 pagesEngineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019DCRAING201675% (4)
- BlocksDrilling Line Rev-Peview PDFDocument11 pagesBlocksDrilling Line Rev-Peview PDFLa Ode Hadi AugustmanNo ratings yet
- Pipe Culvert Design Calculations PDFDocument3 pagesPipe Culvert Design Calculations PDFRohit Kumar BeheraNo ratings yet
- Design of Base Plate LKP Arm 4-F-30.01.2018Document5 pagesDesign of Base Plate LKP Arm 4-F-30.01.2018HarikrishnaNo ratings yet
- Craftsman ChainsawDocument21 pagesCraftsman Chainsawgwrace1No ratings yet
- MSS SP-43-2008Document15 pagesMSS SP-43-2008cadbulldogNo ratings yet
- 1007 DISQ 0 J SS 33030 Control Valve SpecificationDocument18 pages1007 DISQ 0 J SS 33030 Control Valve Specificationeng20072007No ratings yet
- Exercise # 1.1Document1 pageExercise # 1.1iamniczdejzNo ratings yet
- Benelli Tre-K 1130 Motorcycle Owners ManualDocument104 pagesBenelli Tre-K 1130 Motorcycle Owners Manualtrevor540960% (5)
- Water Treatment PidDocument1 pageWater Treatment Pideng20072007No ratings yet
- Adding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017Document1 pageAdding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017eng20072007No ratings yet
- City Director of Public Works Organizational Chart: Description/DateDocument2 pagesCity Director of Public Works Organizational Chart: Description/Dateeng20072007No ratings yet
- Factory PidDocument1 pageFactory Pideng20072007No ratings yet
- Factory PidDocument1 pageFactory Pideng20072007No ratings yet
- City Director of Public Works Organizational Chart: Description/DateDocument2 pagesCity Director of Public Works Organizational Chart: Description/Dateeng20072007No ratings yet
- Envelope Envelope-11Document1 pageEnvelope Envelope-11eng20072007No ratings yet
- Reliability and Risk Assessment: Ace 4 ApDocument1 pageReliability and Risk Assessment: Ace 4 Apeng20072007No ratings yet
- 1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3Document1 page1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3eng20072007No ratings yet
- El Sayed Amer Last UpdatedDocument3 pagesEl Sayed Amer Last Updatedeng20072007No ratings yet
- Oklahoma Corporation Commission: Packer Setting ReportDocument2 pagesOklahoma Corporation Commission: Packer Setting Reporteng20072007No ratings yet
- Block ProposalDocument11 pagesBlock Proposaleng20072007No ratings yet
- Ngdiploma EnglishDocument2 pagesNgdiploma Englisheng20072007No ratings yet
- Duplicate Cleaner LogDocument1 pageDuplicate Cleaner LogMuhammad Hafizuddin Bin JumadinNo ratings yet
- 0 - Cources IntroductionDocument5 pages0 - Cources Introductioneng20072007No ratings yet
- SuperbizDocument11 pagesSuperbizeng20072007No ratings yet
- DareDocument11 pagesDareeng20072007No ratings yet
- Warna Three: What Is Marketing?Document11 pagesWarna Three: What Is Marketing?eng20072007No ratings yet
- Gad SeparatorDocument3 pagesGad Separatoreng20072007No ratings yet
- 5-1 13 3/8" Surface Casing DesignDocument10 pages5-1 13 3/8" Surface Casing Designeng20072007No ratings yet
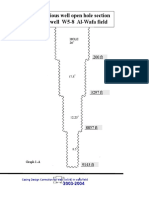
- Previous Well Open Hole Section For Well W5-8 Al-Wafa FieldDocument4 pagesPrevious Well Open Hole Section For Well W5-8 Al-Wafa Fieldeng20072007No ratings yet
- احدث CVDocument4 pagesاحدث CVeng20072007No ratings yet
- 1007-Disq-0-L-ss-39154 Rev 2 Supplementary Purchasing Requirements For ValvesDocument14 pages1007-Disq-0-L-ss-39154 Rev 2 Supplementary Purchasing Requirements For Valveseng20072007No ratings yet
- 5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)Document6 pages5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)eng20072007No ratings yet
- 1007-DISQ-0-M-SS-42026-Rev.3 ValvesDocument13 pages1007-DISQ-0-M-SS-42026-Rev.3 Valveseng20072007No ratings yet
- 1007 Disq 0 G Ae 30033 Rev 5 Equipment ListDocument22 pages1007 Disq 0 G Ae 30033 Rev 5 Equipment Listeng20072007100% (1)
- Comparativo Llegada Stock de Seguridad 14012023Document6 pagesComparativo Llegada Stock de Seguridad 14012023Jesus Sarmiento VillanuevaNo ratings yet
- Summer Training ProgramDocument21 pagesSummer Training ProgramAyan BorgohainNo ratings yet
- ChE 122 Lecture Notes 03 II. Basic Concepts and The First Law (2.7-2.10)Document4 pagesChE 122 Lecture Notes 03 II. Basic Concepts and The First Law (2.7-2.10)MarkVergelBorjaNo ratings yet
- Agf' R Pack: With S IserDocument4 pagesAgf' R Pack: With S IseralbertoNo ratings yet
- 3tz PDFDocument4 pages3tz PDFWilfredo AchoNo ratings yet
- Exam PaperDocument11 pagesExam PaperSi JampangNo ratings yet
- Layout: Rear View Front ViewDocument14 pagesLayout: Rear View Front ViewRms AutomotrizNo ratings yet
- 1 BDocument9 pages1 BJON LOPEZNo ratings yet
- QM ZG528-L6Document21 pagesQM ZG528-L6eklovyaNo ratings yet
- Kotači Od Poliamida Velike NosivostiDocument8 pagesKotači Od Poliamida Velike NosivostidinvalNo ratings yet
- Economic Optimization of Pipe Diameter For Complete TurbulenceDocument4 pagesEconomic Optimization of Pipe Diameter For Complete Turbulenceazamshafiq100% (1)
- Lesson 6 - Gas Turbine PlantsDocument10 pagesLesson 6 - Gas Turbine PlantsHafsa AlhaddabiNo ratings yet
- Storz ConnectionsDocument2 pagesStorz ConnectionsSpinu DanielNo ratings yet
- Ultraweld20 40Document2 pagesUltraweld20 40Ziad Al SarrafNo ratings yet
- 4301 L 2 - 2006Document23 pages4301 L 2 - 2006Indra H BasriNo ratings yet
- Cylinder Head - Install: Desarmado y ArmadoDocument4 pagesCylinder Head - Install: Desarmado y ArmadoDavid Apaza HurtadoNo ratings yet
- DMBF Full en Metric LetterDocument4 pagesDMBF Full en Metric LetterRonaldNo ratings yet
- Modular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkDocument7 pagesModular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkĐinh Quốc TríNo ratings yet
- Full Text 01Document92 pagesFull Text 01Gadgets InfoNo ratings yet
- DKOM Lab ManualDocument24 pagesDKOM Lab Manualaakash chakrabortyNo ratings yet
- Fluid Mechanics 3 - 4: Incompressible Potential FlowsDocument28 pagesFluid Mechanics 3 - 4: Incompressible Potential FlowsDrEmadEl-SaidNo ratings yet
- 330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - AttachmentDocument2 pages330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - Attachmentnilton acNo ratings yet